多断面尺寸钢坯连续翻转矫直步进冷床装置及其控制方法与流程
本发明涉及到连铸钢坯生产,具体涉及到一种实现多断面尺寸的高温连铸钢坯连续翻转矫直的步进冷床装置及其控制方法。
背景技术:
1、连铸机生产出来的钢坯,通常是通过冷床进行输送移动,利用冷床进行降温。然而连铸机生产出来的钢坯由于温度高,铸坯容易发生不同程度的弯曲,需要进行矫直处理。普通的连铸机的步进冷床,结构简单,不能实现高温连铸坯的矫直,影响钢坯的外形质量和下道工序的正常生产,甚至造成钢坯报废。
技术实现思路
1、本发明的目的是针对现有技术存在的问题,提供一种多断面尺寸钢坯连续翻转矫直步进冷床装置及其控制方法。
2、为实现上述目的,本发明采用的技术方案是:
3、多断面尺寸钢坯连续翻转矫直步进冷床装置,包括固定臂,以及与所述固定臂并行设置的活动臂,所述固定臂上设有连续的固定臂齿型,所述活动臂上设有连续的活动臂齿型,单个所述固定臂齿型和单个所述活动臂齿型的长度相同,所述固定臂齿型为钝角齿型,所述活动臂齿型为直角齿型,所述活动臂齿型中的一角角度与所述固定臂齿型中的一角角度相同;沿所述活动臂的运行轨迹方向设有若干接近开关,所述接近开关包括活动臂高位接近开关、活动臂低位接近开关,以及水平原位开关、前进减速位开关和若干停止位开关,所述活动臂高位接近开关和所述活动臂低位接近开关安装在竖向布设的第一安装板内,所述水平原位开关、所述前进减速位开关和若干所述停止位开关依次安装在水平布设的第二安装板内,所述第一安装板和所述第二安装板分别靠近所述活动臂设置,所述活动臂上还设有第一金属挡板和第二金属挡板,所述第一金属挡板作用与所述活动臂高位接近开关和所述活动臂低位接近开关之间,所述第二金属挡板作用于所述水平原位开关和所述前进减速位开关、若干所述停止位开关之间。
4、本步进冷床装置通过对固定臂、活动臂及其控制方式进行改进,能够在生产过程中实现多种断面尺寸高温连铸钢坯的自动连续翻转、矫直功能,从而改善钢坯的外形质量,有利于下一道工序的生产。
5、通过对所述固定臂齿型和所述活动臂齿型的尺寸和角度的改进,能够让所述活动臂将钢坯顶起并以翻转的姿态落在所述固定臂上,依次反复,利用钢坯的余热和自重在反复翻转跌落的过程中完成矫直;而且齿型的这种改进能够让其应对不同尺寸的钢坯的连续翻转矫直,提升了其适用范围,还能够与接近开关配合完成自动化运行控制。
6、沿所述活动臂的运行轨迹方向设有若干所述接近开关,能够实现活动臂的低位、高位、水平原位、前进减速位、多个停止位等的位置检测,以便所述活动臂在预设的路径上准确的将钢坯进行翻转并使钢坯能够前行到下一个齿型上,也就是说所述活动臂在预设的活动轨迹内循环往复运动,所述钢坯就能够翻转和前行,并得到持续的矫直。
7、检测所述活动臂升降的接近开关与检测所述活动臂水平运动的接近开关分设在两个安装板中,两者相互关联,但不干涉各自的运动,在路径上不会形成障碍;所述第一金属挡板和所述第二金属挡板分别作用于第一安装板和第二安装板上,两者布置的方向不同,能够各司其职。所述前进减速位接近开关的设置,能够让活动臂在接近停止位时减速并平稳停止,有利于所述钢坯平稳掉落在所述固定臂上。多个所述停止位接近开关能够根据钢坯断面尺寸的大小依次设置停止和钢坯落点位置,确保各个尺寸的钢坯在同样的一次循环过程中均能够实现翻转、前行和矫直。
8、进一步的,还包括操作台,所述操作台上设有多档位选择开关,所述多档位选择开关分别对应若干所述停止位开关,所述多档位选择开关和若干所述接近开关的信号分别接入控制系统plc。
9、所述多档位选择开关能够实现不同钢坯断面选择的功能,通过自动化控制程序的设计,能够让所述活动臂自动运行,只需一人在控制室中进行操作控制,极大的减轻了钢坯矫直的难度和人力。
10、进一步的,所述第一安装板内设有竖向安装槽,所述活动臂高位接近开关和所述活动臂低位接近开关分别安装在所述竖向安装槽内,所述活动臂高位接近开关和所述活动臂低位接近开关之间的间距大于所述固定臂的齿峰与所述活动臂位于最低点时的齿谷之间的垂直高度。
11、所述竖向安装槽具有安装和限位作用,所述活动臂高位接近开关和所述活动臂低位接近开关在所述竖向安装槽内均能够适应性微调,两者之间的间距大于固定臂的高度,确保被抬起的钢坯能够超过固定臂齿型的高点位置,从而具有下落矫直的空间。
12、进一步的,所述第二安装板内设有水平安装槽,所述水平原位开关、所述前进减速位开关和若干所述停止位开关依次间隔的安装在所述水平安装槽内,所述水平原位开关与所述前进减速位开关之间的间距大于单个所述固定臂齿型的长度,所述水平原位开关与最后一个停止位开关之间的间距小于连续两个固定臂齿型的长度。
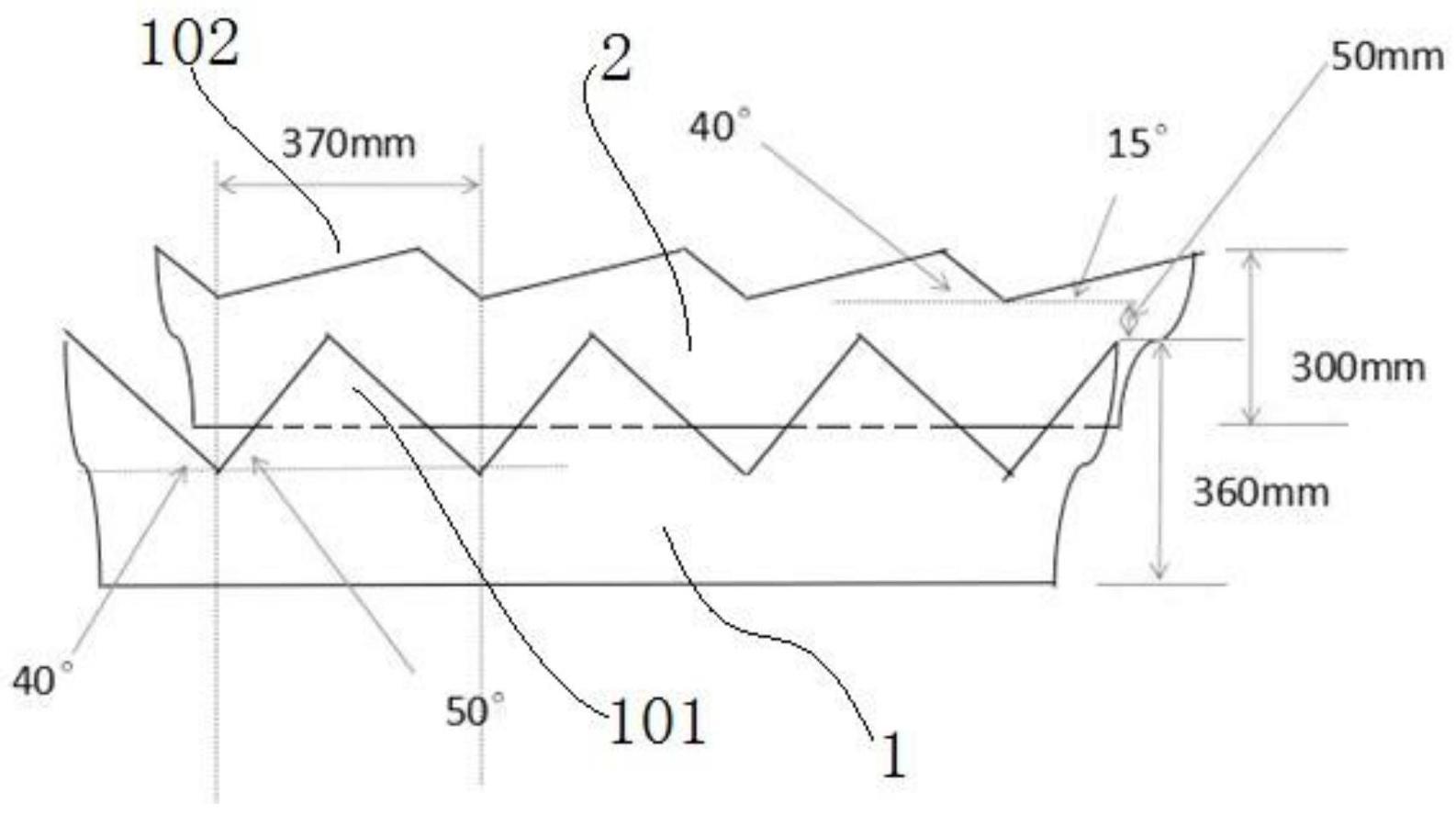
13、进一步的,所述固定臂齿型沿行进方向的水平夹角为15度、另一锐角为40度,所述活动臂沿行进方向的水平夹角为50度,另一锐角也为40度,单个所述固定臂齿型和单个所述活动臂齿型的长度均为370±10mm,所述活动臂高位接近开关和所述活动臂低位接近开关之间的间距为335±10mm。
14、所述固定臂齿型和所述活动臂齿型通过这种角度的设置,让所述固定臂齿型的深度小于活动臂齿型深度,且所述固定臂齿型的低坡度斜面长度较长,从而能够让所述活动臂在起始位置时其低点位置低于所述固定臂齿型的低点位置,所述活动臂齿型的斜边坡度大于固定臂齿型的坡度,这样在所述活动臂上行的过程中,承接所述钢坯时能够让钢坯翻转,结合90度夹角的设置,刚好能够让钢坯翻转90度,也即是方形钢坯的一面翻转到相邻面,从而让所述钢坯在行进过程中,持续翻面并下落,有利于钢坯逐面均匀的矫直。
15、进一步的,所述水平原位开关与所述前进减速位开关之间的间距为450±10mm,所述水平原位开关与第一个所述停止位开关之间的间距为514±10mm,相邻所述停止位开关之间的间距在38~50mm。
16、进一步的,若干所述固定臂和若干所述活动臂依次平行间隔的布置,能够在钢坯的长度方向进行支撑,对钢坯整个长度方向都进行矫直;所述固定臂的齿谷与所述活动臂位于最低位时的齿峰之间的垂直间距为50±10mm,所述固定臂的最大高度低于所述活动臂的最大高度。
17、进一步的,若干所述停止位开关包括150方停止位、200方停止位和240方停止位,对应的钢坯断面尺寸分别为150×150mm2、200×200mm2和240×240mm2。
18、进一步的,所述第一安装板和所述第二安装板分别通过支架固定在地面基础上,独立于所述活动臂进行安装,不受活动臂运动的影响,位置监测正确性较高;所述第一金属挡板和所述第二金属挡板分别焊接固定在所述活动臂的外壁上,连接简单方便。
19、一种多断面尺寸钢坯连续翻转矫直步进冷床装置的控制方法,所述控制方法包括如下步骤:
20、(1)所述活动臂回位,处于低位水平原位,钢坯落入到所述固定臂的齿型上;
21、(2)所述活动臂举升,举升到高位,触发所述活动臂高位接近开关,发出活动臂前移信号;
22、(3)所述活动臂前移,根据钢坯断面尺寸选择相应平移距离;
23、若钢坯端面尺寸为150×150mm2,所述活动臂移动到所述前进减速位开关处并触发指令,使所述活动臂减速前进;所述活动臂前进至150方停止位开关处发出指令并时停止前进;
24、若钢坯端面尺寸为200×200mm2,所述活动臂移动到所述150方停止位开关处并触发指令,使所述活动臂减速前进;所述活动臂前进至200方停止位开关处发出指令并时停止前进;
25、若钢坯端面尺寸为240×240mm2,所述活动臂移动到所述200方停止位开关处并触发指令,使所述活动臂减速前进;所述活动臂前进至240方停止位开关处发出指令并时停止前进;
26、(4)所述活动臂接收停止前进指令后,下行移动至低位;
27、(5)所述活动臂从低位后退至水平原位,此时所述钢坯从所述固定臂的第一个固定臂齿型上移动到第二个固定臂齿型上并翻转了90度;
28、重复(1)~(5)的步骤,所述钢坯持续在所述固定臂上向前移动并翻转。
29、与现有技术相比,本发明的有益效果是:1、本步进冷床装置通过对固定臂、活动臂及其控制方式进行改进,能够在生产过程中实现多种断面尺寸高温连铸钢坯的自动连续翻转、矫直功能,从而改善钢坯的外形质量,有利于下一道工序的生产;2、通过对所述固定臂齿型和所述活动臂齿型的尺寸和角度的改进,能够让所述活动臂将钢坯顶起并以翻转的姿态落在所述固定臂上,依次反复,利用钢坯的余热和自重在反复翻转跌落的过程中完成矫直;而且齿型的这种改进能够让其应对不同尺寸的钢坯的连续翻转矫直,提升了其适用范围,还能够与接近开关配合完成自动化运行控制;3、所述固定臂齿型和所述活动臂齿型通过这种角度的设置,能够让所述活动臂在起始位置上行的过程中,承接所述钢坯时就让钢坯翻转,结合90度夹角的设置,刚好能够让钢坯翻转90度,从而让所述钢坯在行进过程中,持续翻面并下落,有利于钢坯逐面均匀的矫直;4、所述多档位选择开关能够实现不同钢坯断面选择的功能,通过自动化控制程序的设计,能够让所述活动臂自动运行,只需一人在控制室中进行操作控制,极大的减轻了钢坯矫直的难度。
- 还没有人留言评论。精彩留言会获得点赞!