一种厚规格高韧性的正火Q355级风电钢板及制造方法与流程
本发明属于金属材料,具体涉及一种厚规格高韧性的正火q355级风电钢板及制造方法,特别是低温韧性良好,采用“控轧+dq/acc水冷”及正火热处理工艺,可制造厚度规格80-120mm、-60℃纵向冲击功≥245j的高韧性风电钢。
背景技术:
1、随着风力发电设备的快速发展,风电机组的装机容量也更大(5-13mw),对厚规格大尺寸钢板、焊接性能的需求也越来越高, -60℃纵向冲击要求的q355nf是gb/t 1591-2018标准新增牌号,要求正火或正火轧制交货,其主要应用于风电、水电、海洋平台等关键结构部位,对产品的低温冲击性能、抗层状撕裂性能、焊接性能及内部质量均有严格要求。作为低温风电用钢,除强度指标外,最主要的指标就是低温冲击韧性,具有足够的冲击韧性,有足够的防脆性开裂能力和抗裂纹扩展的止裂能力。碳钢材料的低温韧性,可以通过提高纯净度、细化晶粒以及合金化等方法加以改善。比如控制碳钢中碳、氧、磷、硫等元素含量,加入锰、镍、铜等元素显著提高钢的强度和韧性。现有保低温冲击的s355nl厚板,为保证正火后强度与-50℃低温冲击要求,一般加入较多的合金元素,碳当量控制在0.43-0.45%,不利于焊接。
2、随钢板厚度的增加,对焊接性能的要求也就越高,这就要求低碳当量的成分设计。如风电塔筒用s355nl通常要求cev≤0.43%,但对于80-120mm的正火钢板,低碳当量设计就意味着正火后存在强度不足的风险,可通过调质手段生产,但与gb/t 1591-2018要求的交货状态不一致。
3、对比文件1,专利“一种特厚低温风塔用s355nl的生产方法”(公开号cn103343283a),采用“c:0.15-0.18%、si:0.25-0.45%;mn:1.40-1.80%;nb:0.2-0.4%;v:0.3-0.5%;ti:0.40 -0.50%;ni:0.20-0.40%; p:≤0.02%;s:≤0.004%”成分设计,该发明生产的s355nl钢板最大厚度为100mm。合金含量较高,生产难度大。采用250mm断面轧制,轧制压缩比仅2.5,且-50℃纵向冲击功75-117j,无法满足-60℃纵向冲击功要求。
4、对比文件2,专利“一种正火高强韧性150mm特厚板及其生产方法”(公开号cn104962814a),其化学成分设计“c:0.14%-0.19%;si:0.20%-0.50%;mn:1.40%-1.70%;ni:0.30%-0.40%;cu:0.10%-0.30%;nb:0.035%-0.050%;v:0.030%-0.050%;ti:0.010%-0.020%;alt:0.015%-0.050%;p:≤0.015%;s:≤0.005%”, 碳当量ceq=c+mn/6+(cr+mo+v)/5+(ni/+cu)/15:0.41%-0.53%,生产钢板最大厚度150mm。该发明加入cu、ni、nb、v、ti等元素,合金含量高,且从实施例1中的化学成分来看,碳当量ceq=0.48,不利于钢板焊接性能的保证。正火后采取弱水冷的方式,对钢板表面质量有一定的影响。
5、对比文件3,专利“一种特厚钢板的生产方法”(公开号cn102029305a),采用“c:0.10%-0.16%、si:0.25%-0.35%、mn:1.25%-1.55%、p≤0.020%、s≤0.005%、nb:0.03%-0.05%、v:0.02%-0.04%、ti:0.005%-0.015%、als:0.015%-0.045%”的成分设计,该发明生产钢板最大厚度150mm。采用300mm断面铸坯轧制,轧制压缩比2.0,轧制状态交货,仅可以满足-20℃冲击要求,无法满足-60℃纵向冲击功要求。
6、对比文件4,专利“一种风电用低碳当量s355nl正火厚板及其生产方法”(公开号cn110042314a),采用“c:0.10-0.14%,mn:1.20-1.40%,si:0.35-0.45%,p≤0.015%,s≤0.005%,nb:0.020-0.035%,v:0.030-0.050%,ni:0.20-0.40%,alt:0.020-0.050%,其余部分为fe和杂质,cev≤0.40%。”的成分设计,该发明生产钢板最大厚度100mm。-50℃纵向冲击功≥100j,无法满足-60℃纵向冲击功要求。
7、由以上专利对比可知,目前国内生产厚规格低温冲击钢板存在以下不足:
8、合金含量高,生产成本高;碳当量普遍偏高,不利于焊接;轧态交货低温冲击韧性难以保证。
技术实现思路
1、本发明目的在于提供一种厚规格高韧性的正火q355级风电钢板及制造方法,在简单组分配比的基础上,控制碳当量,采用合理的轧制工艺,优化的正火工艺制度,开发一种厚规格高韧性(低温韧性良好)的正火q355级风电钢板,解决现有保低温冲击韧性的355强度级风电钢成分设计复杂,生产成本高,韧性指标余量低等问题。
2、本发明是通过如下技术方案实现的:一种厚规格高韧性的正火q355级风电钢板,包括如下质量百分比的各组分:c:0.125-0.15%;si:0.20-0.30%;mn:1.40-1.50%;nb:0.03-0.04%;ti:0.01-0.02%;ni:0.25-0.30%;cu:0.25-0.30%;alt:0.02-0.04%;p:≤0.015%;s:≤0.003%;n:≤0.0060%;h:≤0.0002%;其余为fe及不可避免杂质;其中cev范围0.40-0.43%。
3、进一步的:完全奥氏体化温度范围837-848℃;采取如下公式计算所得ac3(℃)=910-203*c+44.7*si-30.0*mn-700*p-400*al+104*v-400*ti-15.2*ni+11.0*cr+31.5*mo+20.0*cu-120*as。
4、本发明还公开了一种厚规格高韧性的正火q355级风电钢板的制造方法,其特征在于:包括如下步骤:钢水冶炼、板坯连铸、板坯加热、钢板轧制、dq/acc冷却、正火热处理步骤;其中:
5、(1)钢水冶炼步骤:铁水通过脱硫扒渣,进入转炉冶炼,并经“lf炉+rh炉”精炼和真空处理;真空处理时间为16-20min;
6、(2)板坯浇铸步骤:使用335mm规格连铸坯,浇铸过程中保持恒拉速,拉速范围0.55m-0.6m/min,保证板坯中心偏析c类≤1.0;
7、(3)板坯加热步骤:采用步进梁式加热炉将板坯分段加热至设定均热温度1200-1230℃;板坯在炉时间330-392min,使钢坯充分奥氏体化;
8、(4)钢板轧制步骤:在轧制过程中,采用两阶段控轧及控冷工艺,第一阶段轧制开始温度≥1050℃,总压下率在60-80%,且第一阶段轧制末2-3道次单道次压下量≥30mm;中间坯待温厚度为1.4-1.7倍成品钢板厚度;第二阶段轧制开轧温度≤850℃,终轧温度780-820℃;
9、(5)dq+acc水冷步骤:利用“dq+acc”冷却系统,开始冷却温度790-810℃,返红温度570-630℃,冷速5-8℃/s;冷却结束后,快速下线堆垛缓冷,堆垛缓冷温度450±50℃,堆垛时间≥36h;
10、(6)正火热处理步骤:正火温度890-900℃,正火在炉时间=钢板升温加热时间+保温时间;其中升温加热速度为1.5-1.7min/mm,保温时间30-60min。
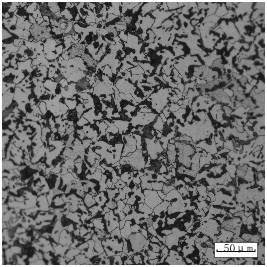
11、进一步的:上述风电用钢性能如下:正火态机械性能:屈服强度reh≥340mpa、抗拉强度rm≥500mpa、断后伸长率a≥30%、-60℃纵向冲击功akv2≥245j、心部-60℃纵向冲击功akv2≥100j,厚度方向拉伸断面收缩率≥55%,钢板ut探伤可满足nb/t 47013.3 ti级要求;正火热处理后微观组织为铁素体+珠光体。
12、本发明的优点在于:本方案通过合适经济的成分体系设计,采用较低碳当量设计,添加微合金元素nb、ti,合金元素ni、cu,采用控轧控冷工艺及优化的正火工艺,可稳定生产80-120mm的保-60℃低温冲击韧性的风电钢。钢板内部质量优良,探伤级别可达到nb/t47013.3-2015 ti级。合金成本相对较低,工序简单,具备批量工业生产条件,在低温冲击韧性风电用钢领域具备较好的应用前景。
- 还没有人留言评论。精彩留言会获得点赞!