一种用于偏心抛光设备的多孔砂纸自动更换装置及其应用方法与流程
本发明涉及砂纸的更换和撕纸的设备,属于加工类设备的,尤其涉及一种用于偏心抛光设备的多孔砂纸自动更换装置。
背景技术:
1、在汽车、高铁和航空航天等装备制造业,普遍需要对喷涂后的零部件进行抛光,当前主要依靠人工手工进行零部件抛光,因抛光零部件普遍尺寸较大,在进行抛光作业中需频繁更换抛光砂纸。抛光作业一般为多工序,即需更换不同目数的同尺寸砂纸,且抛光工件曲率变化需更换不同尺寸规格砂纸。因抛光作业会产生大量抛光粉尘,一般抛光砂纸采用多孔方式进行排尘与防阻塞。
2、当前市面上也有砂纸更换装置,不过主要面对的是用于同心打磨砂纸,磨盘不存在偏心且砂纸无孔,可以很方便将磨盘与砂纸对准,但基本不适用于偏心与带孔砂纸更换。因磨盘偏心量的存在,导致脱砂纸时,磨盘中心难以定位,导致脱砂纸成功率下降,可能需要多次进行砂纸脱落,其次因偏心量与多孔存在,新砂纸与磨盘难以对准,存在粘贴偏差与孔位不正。这些都会导致机器人抛光工艺控制偏差,从而难以保证抛光质量。
技术实现思路
1、本发明的目的是提供一种可以实现不同偏心量抛光磨盘砂纸的自动脱落,可以实现偏心带孔砂纸自动更换,可以配合砂纸磨盘开槽结构,实现不同规格砂纸自动脱落和适应不同机器人抛光砂纸更换需求的一种用于偏心抛光设备的多孔砂纸自动更换装置。
2、为了实现上述目的,本发明采用了如下技术方案:
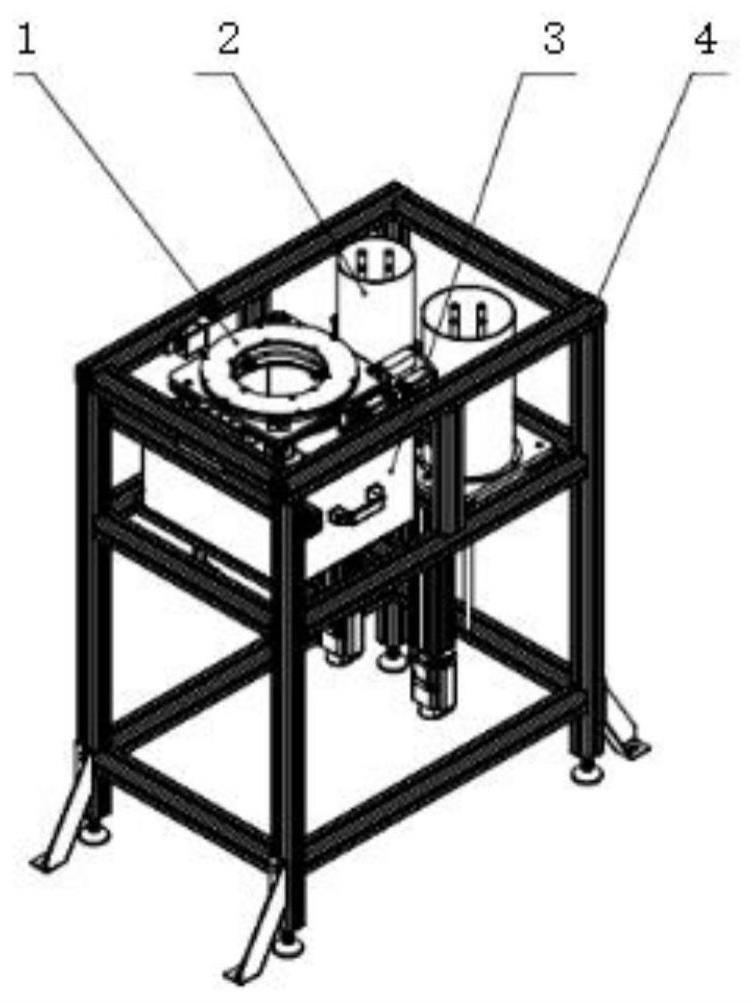
3、一种用于偏心抛光设备的多孔砂纸自动更换装置,适用于带缺口的砂纸托盘,包括整体框架,所述整体框架内设有撕砂纸机构和至少一个砂纸供料装置;所述撕砂纸机构包括均采用中空结构的上外壳和下外壳,所述下外壳上设有升降机构,所述升降机构驱动连接上外壳;所述上外壳和下外壳上分别设有一组对称的压紧装置,所述两组压紧装置分别通过气缸控制驱动;所述砂纸供料装置包括固定板,所述固定板顶部固设有上开口的料仓,所述固定板的底部设有电钢,所述电钢的输出轴穿设过固定板连接设置在料仓内的升降板。
4、优选地,所述升降机构包括设置在下外壳下的升降气缸和设置在上外壳上的气缸驱动板;所述升降气缸的气杆驱动轴穿设过下外壳与上外壳上的气缸驱动板活动相接。
5、优选地,所述料仓内设有固定板,所述固定板底部固设有定位杆,所述定位杆位于料仓内,所述升降板活动穿设在定位杆上,所述定位杆的数量和位置与砂纸托盘上的孔位相一致。
6、优选地,所述固定板底部设有直线轴承二,所述升降板底部连接导向轴二,所述导向轴二穿设在直线轴承二内。
7、优选地,所述两组压紧装置包括上压板装置和下定位装置;所述上压板装置包括上转动板和上固定板,所述上转动板和上固定板均采用中空结构;所述中空结构的上固定板的内圈上设有凸台,所述上转动板通过凸台与上固定板间隙连接;所述上转动板的一侧通过上连接铰链连接气缸一和气缸二;所述上转动板和上固定板之间设有伸缩的压板机构;所述下定位装置包括下转动板和下固定板,所述下转动板和下固定板均采用中空结构;所述中空结构的下固定板的内圈上设有凸台,所述下转动板通过凸台与下固定板间隙连接;所述下转动板的一侧通过下连接铰链连接气缸三;所述下转动板和下固定板之间设有伸缩的定位机构。
8、优选地,所述压板机构和定位机构结构相同且上下对称设置,所述压板机构包括设置在上转动板上的腰型孔和设置在上固定板上的t型槽,所述腰型孔和t型槽两者的形状相对应且呈相反的方向设置,所述腰型孔和t型槽内穿设有压板驱动销,所述压板驱动销连接砂纸压板;所述定位机构包括设置在下转动板上的腰型孔和设置在下固定板上的t型槽,所述下转动板和下固定板上的腰型孔和t型槽两者的形状相对应且呈相反的方向设置,所述腰型孔和t型槽内穿设有定位板驱动销,所述定位板驱动销连接砂纸定位板。
9、优选地,所述外壳上的底部设有导向轴一,所述下外壳上设有直线轴承一,所述导向轴一穿设在直线轴承一内。
10、优选地,所述撕砂纸机构中的下外壳通过安装板将撕砂纸机构固定在整体框架内;所述砂纸供料装置通过固定板固定在整体框架内;所述撕砂纸机构中的下外壳通过安装板将撕砂纸机构固定在整体框架内;所述砂纸供料装置通过固定板固定在整体框架内。
11、优选地,所述撕砂纸机构的下方设有砂纸收纳箱,所述砂纸收纳箱包括箱体组焊件,所述箱体组焊件的一侧设有把手。
12、本发明还提供了一种用于偏心抛光设备的多孔砂纸自动更换装置的应用方法,步骤如下:
13、s1:当需要撕砂纸时,升降气缸驱动气缸驱动轴通过螺纹升起;所述气缸驱动轴将上外壳上的气缸驱动板顶升,实现上外壳与下外壳分离;
14、s2:气缸三启动,气缸三通过下连接铰链转动下转动板,下转动板上腰型孔随之转动,在腰型孔内的定位板驱动销同时在下固定板的t型槽中前后移动,从而使定位板驱动销连接的砂纸定位板伸出;
15、s3:此时,设备发出信号给控制系统,控制系统启动撕砂纸机构,在外部设备配合下,砂纸托盘由上至下的放入撕砂纸机构中,在放入的同时,砂纸托盘上沿边的缺口对准砂纸压板即砂纸压板插入砂纸托盘上沿边的缺口上,砂纸托盘的端面与砂纸定位板上表面对齐;
16、s4:然后气缸一、气缸二启动,气缸一和气缸二通过上连接铰链转动上转动板,上转动板上腰型孔随之转动,在腰型孔内的压板驱动销同时在上固定板的t型槽中前后移动,从而使压板驱动销连接的砂纸压板伸出;
17、s5:当砂纸压板伸出到位后,升降气缸驱动气缸驱动轴通过螺纹下降;上外壳上的气缸驱动板也随之下降,实现上外壳与下外壳合并,由于砂纸压板插入在砂纸托盘的缺口内,所以此时砂纸压板与砂纸定位板会将砂纸托盘上的砂纸夹住,即砂纸压板压住砂纸的顶部,砂纸定位板夹住砂纸的底部;
18、s6:然后通过外部设备配合控制砂纸托盘向上退出,砂纸托盘上的砂纸就被砂纸压板与砂纸定位板撕下,然后气缸一、气缸二、气缸三均缩回,砂纸就会自动掉入撕砂纸机构底部的砂纸收纳箱中,完成整个撕砂纸的过程;
19、当需要粘砂纸时,外部设备控制砂纸托盘上的四个孔与四根定位杆对准,砂纸托盘下表面与料仓上部对齐,然后电缸驱动升降板上升,进而将料仓中的砂纸被顶起并贴紧砂纸托盘,在电缸的作用力下,料仓内的砂纸和砂纸托盘粘合,完成粘砂纸的过程;
20、且当料仓内的砂纸消耗后,料仓内的砂纸整体高度会变矮,此时通过内部程序控制,改变电缸的顶升高度,即可完美补偿砂纸高度的变化,便于后续砂纸的粘贴;
21、当需要更换砂纸时,外部设备控制砂纸托盘到撕砂纸机构处进行撕砂纸流程,撕砂纸成功后,需要通过检测传感器检测,确认砂纸已被撕掉;然后,外部设备控制砂纸托盘到相应尺寸的砂纸供料装置处进行粘砂纸流程,粘砂纸成功后,同样需要通过检测传感器检测,确认砂纸已被粘好。
22、与现有技术相比,本发明具备以下有益效果:
23、1、本发明通过可以实现不同偏心量抛光磨盘砂纸的自动脱落,且保证砂纸脱落一次成功率;
24、2、本发明可以实现偏心带孔砂纸自动更换,且保证砂纸孔位对准;
25、3、本发明通过砂纸压板移动并与砂纸定位板配合,可以实现不同规格砂纸自动脱落,配合砂纸磨盘开槽结构,可以保证砂纸脱落成功率;
26、4、本发明通过配置不同规格的撕砂纸机构与砂纸供料装置可以适应不同机器人抛光砂纸更换需求。
27、本发明通过撕砂纸机构和砂纸供料装置相互配合可以实现不同规格的砂纸的自动脱落以及自动更换,还可以在砂纸放满之后更换回收砂纸。
- 还没有人留言评论。精彩留言会获得点赞!