一种多方向翻转的重力铸造机的制作方法
本技术涉及金属零件的压铸加工领域,尤其是涉及一种多方向翻转的重力铸造机。
背景技术:
1、重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称重力浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造主要指金属型浇铸。
2、进行重力铸造时,一般都是通过铸造机来带动模具进行一定角度的翻转来实现重力浇铸过程。但是,现有的铸造机一般只能够带动模具进行单一方向的翻转。而对于不同形状的铸造产品,根据其结构的复杂程度,模具内的型腔可能会向多个方向进行延伸,进而在使用现有的铸造机进行重力铸造时,只能保证产品某一方向的成型质量较高,其他方向的成型质量一般甚至较差。因此,现在急需对现有的重力铸造机进行改进。
技术实现思路
1、本技术的目的在于提供一种能够进行多方向翻转的重力铸造机。
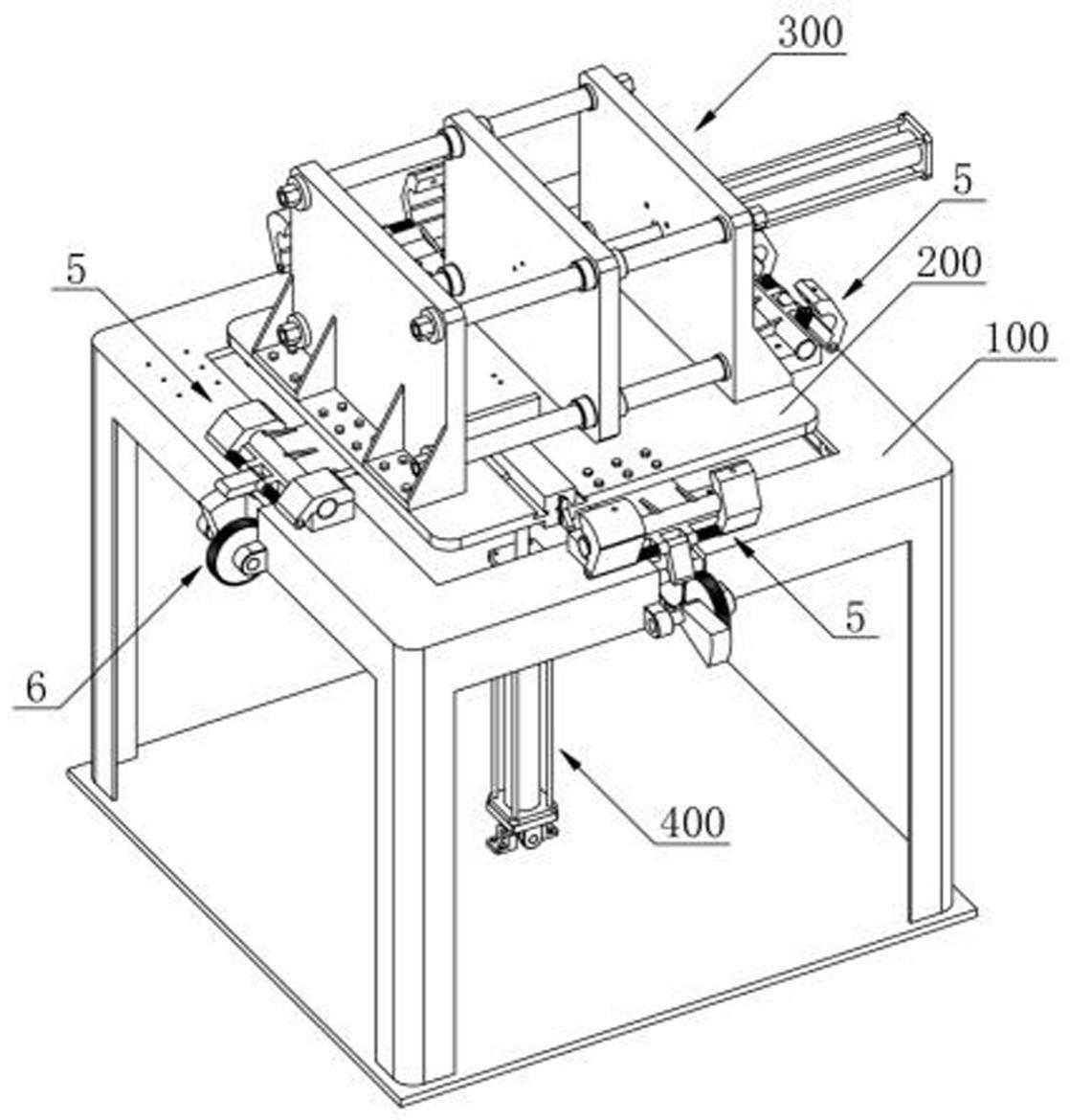
2、为达到上述的目的,本技术采用的技术方案为:一种多方向翻转的重力铸造机,包括工作台、安装板、伸缩装置、驱动机构以及多个定位组件;所述安装板位于所述工作台的上端中部,所述安装板的上端面安装有用于对模具进行夹紧的夹持装置,所述伸缩装置安装于所述工作台的下部并与所述安装板下端中部进行连接;所述定位组件设置于所述工作台的上端四边;所述驱动机构安装于所述工作台并与所述定位组件进行配合;所述驱动机构适于将任意的所述定位组件与所述安装板的对应侧边进行铰接,以使得所述安装板在所述伸缩装置的驱使下绕任意铰接的侧边进行翻转,进而带动被夹紧的模具进行至少一个方向的翻转。
3、优选的,所述工作台的四边均安装有锁定组件,所述锁定组件适于和所述驱动机构进行配合;当所述安装板需要绕其中一侧进行翻转时,所述驱动机构适于驱使对应侧的所述定位组件和锁定组件依次进行包括第一过程、第二过程和第三过程的动作过程;其中,第一动作过程:所述定位组件适于由远离所述工作台的方向转动至与所述安装板的对应侧进行铰接,同时所述驱动机构向靠近所述锁定组件的方向移动至相接触;第二动作过程:所述定位组件保持与所述安装板的铰接,同时所述驱动机构驱使所述锁定组件对所述定位组件进行锁定;第三动作过程:所述定位组件继续保持与所述安装板的铰接,同时所述驱动机构驱使所述锁定组件解除对所述定位组件的锁定。
4、优选的,所述驱动机构包括驱动组件、四根第一转轴和四根第二转轴;所述第一转轴和所述第二转轴相邻的对应转动安装于所述工作台的四边,且所述第一转轴和所述第二转轴之间通过传动组件进行配合;其中,所述第一转轴适于和所述锁定组件进行配合,所述第二转轴适于和所述定位组件进行配合;所述驱动组件适于和所述第一转轴进行配合连接,以使得在所述驱动组件的驱使下,所述第一转轴和所述第二转轴同步进行转动,进而驱使对应侧的所述定位组件和所述锁定组件进行所述动作过程。
5、优选的,所述第二转轴上设置有端部呈扇形的第二顶板,所述第二顶板的扇形圆心与所述第二转轴同心;所述定位组件包括转杆、铰接板和扭簧;所述铰接板通过所述转杆转动安装于所述工作台,所述扭簧套接于所述转杆且两端分别与所述工作台以及所述铰接板进行连接;当进行第一过程时,所述第二顶板适于在所述第二转轴的驱使下挤压所述转杆上设置的挡块,以使得所述铰接板绕所述转杆的轴线由远离所述工作台的方向转动至与所述工作台进行配合,进而形成用于铰接所述安装板侧边的铰接槽;当进行第二过程和第三过程时,所述第二顶板适于在所述第二转轴的驱使下通过扇形的端部与所述挡块进行配合,以使得所述铰接板保持所形成的所述铰接槽。
6、优选的,所述铰接板上还设置有锁止孔,所述第一转轴上设置有第一顶板;所述工作台的四边均设置有安装槽,所述锁定组件安装于所述安装槽内;所述锁定组件包括锁定杆和第一弹簧,所述锁定杆与所述安装槽滑动配合,所述第一弹簧套接于所述锁定杆,且两端分别与所述锁定杆以及所述安装槽进行连接;当进行第一过程时,所述第一转轴带动所述第一顶板向所述锁定杆进行靠近,直至所述第一顶板与所述锁定杆的端部相接触;同时,所述铰接板转动至所述锁止孔与所述安装槽对齐;当进行第二过程时,所述第一转轴通过所述第一顶板挤压所述锁定杆沿所述安装槽进行压缩所述第一弹簧的滑动,直至所述锁定杆部分位于所述锁止孔内以进行对所述铰接板的锁止;当进行第三过程时,所述第一顶板在所述第一转轴的驱使下脱离与所述锁定杆的接触,进而所述锁定杆在所述第一弹簧的弹力下复位至脱离与所述锁止孔的配合。
7、优选的,所述驱动组件包括一个驱动装置,所述驱动装置的输出端与其中一根所述第一转轴进行连接,其余相邻的所述第一转轴之间通过锥齿轮进行传动连接;所述第一转轴和所述第二转轴适于在所述驱动装置的驱使下转动90°以进行所述动作过程;同时,相邻侧的所述第一转轴以及所述第二转轴分别与对应的所述锁定组件以及所述定位组件进行所述动作过程时存在90°的相位差;从而所述安装板适于在所述伸缩装置的驱使下,通过所述驱动机构的配合沿所述工作台的四边按照顺序依次进行至少一个方向的翻转。
8、优选的,所述驱动组件包括两个驱动装置,所述驱动装置对角设置于所述工作台;所述驱动装置分别与两侧相邻的所述第一转轴通过锥齿轮进行传动连接,以使得所述驱动装置通过正反转以分别带动两侧相邻的所述第一转轴和所述第二转轴进行所述动作过程;初始时,所述驱动装置相邻两侧的所述第一转轴和所述第二转轴均远离对应侧的所述定位组件和所述锁定组件;当所述驱动装置正向转动以驱使其中一侧的所述第一转轴和所述第二转轴转动α角度以进行所述动作过程时,另一侧的所述第一转轴和所述第二转轴向背离所述动作过程的方向转动α角度;进而所述安装板适于在所述伸缩装置的驱使下,通过两个所述驱动装置的配合依次绕所述工作台的任意侧边进行至少一个方向的翻转。
9、优选的,所述夹持装置适于对模具其中一对相对的侧壁进行夹紧;所述安装板上垂直于所述夹持装置夹持方向的两侧均安装有限位组件,所述限位组件适于和对应侧的所述定位组件进行配合,以使得当对应侧的所述定位组件对所述安装板的侧边进行铰接时,所述限位组件适于在所述定位组件的驱使下处于限位状态,进而在所述安装板翻转的过程中,所述限位组件始终对模具的翻转方向的侧壁进行限位相抵。
10、优选的,所述安装板垂直于所述夹持装置夹持方向的侧部均设置有导向槽,所述导向槽远离模具的一侧设置有一对斜面;所述限位组件包括限位板、一对滚柱和牵引组件;所述限位板滑动安装于所述安装板并适于根据模具的尺寸进行位置调节,所述限位板下部设置有滑动贯穿所述导向槽的滑板;所述滚柱位于所述导向槽内并分别与所述滑板的两侧进行配合;所述牵引组件滑动安装于所述安装板,所述牵引组件适于和所述滚柱进行配合;当模具需要沿垂直于所述夹持装置的夹持方向的一侧进行翻转时,对应侧的所述牵引组件适于在所述定位组件的挤压下驱使所述滚柱向所述斜面的方向进行移动,进而在所述斜面的相抵下对所述滑板进行压紧。
11、优选的,所述安装板沿所述滑板对称设置有和所述导向槽相连通的第二滑槽,对应侧的所述定位组件的所述铰接板的上端设置有和所述铰接槽同心的弧形面;所述牵引组件包括一对牵引杆、一对铰接杆、一对驱动杆、一对第二弹簧和一对第三弹簧;所述牵引杆对应滑动安装于所述第二滑槽,所述第二弹簧对应套接于所述牵引杆且两端分别与所述安装板以及所述牵引杆相抵;所述驱动杆通过中部沿所述滑板对称转动安装于所述导向槽;所述驱动杆的一端通过所述铰接杆与对应的所述牵引杆进行铰接,所述驱动杆的另一端适于通过所述第三弹簧与所述滚柱进行配合;所述牵引杆伸至所述安装板外侧的端部通过连接板进行固定,所述连接板适于和对应侧的所述铰接板进行配合;当模具需要沿垂直于所述夹持装置的夹持方向的一侧进行翻转时,所述铰接板适于和所述连接板进行配合以驱使所述牵引杆压缩所述第二弹簧并带动所述驱动杆进行转动,进而所述驱动杆适于通过所述第三弹簧弹性挤压所述滚柱与所述斜面进行相抵;当模具沿垂直于所述夹持装置的夹持方向的一侧进行翻转时,所述连接板通过与所述铰接板上端的弧形面相抵,以使得所述滚柱保持与所述滑板的挤压;当模具沿所述夹持装置的夹持方向的一侧进行翻转时,所述连接板与对应侧的所述铰接板脱离接触,以使得所述牵引杆在所述第二弹簧的弹力下进行复位,进而所述驱动杆适于带动所述第三弹簧脱离对所述滚柱的挤压。
12、与现有技术相比,本技术的有益效果在于:
13、通过驱动机构可以驱使任意位置的定位组件对安装板的对应侧进行铰接,从而在伸缩装置的驱使下,安装板通过不同的侧边与对应的定位组件的铰接,可以保证安装板沿不同的方向进行翻转,进而可以带动安装板上被夹持的模具进行多方向的翻转,以实现型腔内金属溶液在重力的作用下充分流动,可以有效的提高复杂产品的成型质量。
- 还没有人留言评论。精彩留言会获得点赞!