熔融沉积喷头的制作方法
本发明涉及一种3d打印技术,具体的是沉积铣制一体式双工位3d打印机的熔融沉积喷头。
背景技术:
1、 在使用电弧或等离子体为加热熔融热源的金属材料 3d打印技术中存在着很多缺陷具体包括以下四点:
2、一.由于电弧或等离子体的有着能量分布不均、能量不集中、能量供应不稳定的特点,导致各种复杂的缺陷包括;1.能量分布不均、能量不集中、能量供应不稳定、能量转换过程因素不确定导致的层间熔合不充分;2.能量分布不均(尖端放电),导致的成形组织有气孔;3.能量分布不均、金属导热等因素导致组织内应力,导致成形组织中有层间裂纹;4.能量分布不均、能量不集中、能量供应不稳定导致成形焊道有驼峰;
3、二.已经熔化金属液,由于表面张力的问题导致的金属液流淌不均匀,也能造成驼峰和厚度不均匀,导致成形失败;
4、三,在热熔沉积成形工作中由于电弧加热的过程中会产生的机械力的问题,导致被熔化金属液滴的飞溅;
5、四.电弧或等离子体为加热熔融热源的金属材料3d 打印技术的成形精度不高,层纹严重。
6、 以上缺陷和问题一般的处理办法是,通过使用多轴数控系统,在 3d成形的过程中通过沿成形路径规律的摆动焊枪,模拟手工 tig 焊接中的摇把过程,这虽然能解决一部分问题但是会导致编程困难、运动控制代码冗长、机械结构过于复杂等新的问题。
技术实现思路
1、沉积铣制一体式双工位3d打印机,其原理和流程具体包括:
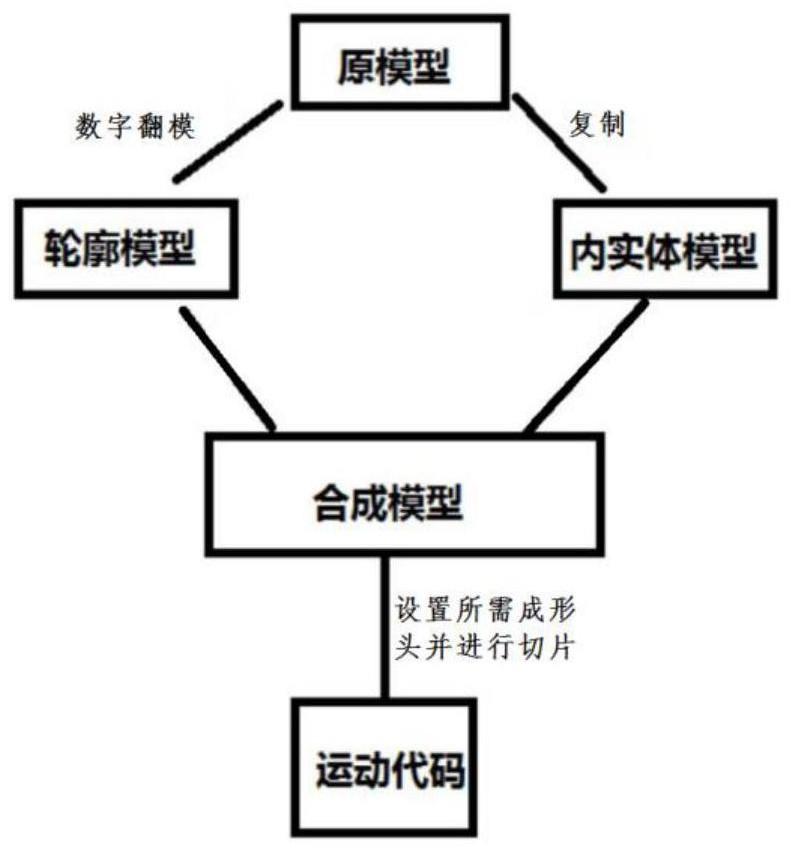
2、一.对三维模型进行处理:将一个三维成形物的成形过程分成形状相关但功能不同的两个部分进行不同原理的成形,具体是:将一个三维模型分成内实体模型和内外轮廓模型,内实体模型使用熔融沉积喷头进行增材成形,内外轮廓模型使用铣制模块进行减材成形,熔融沉积喷头和铣制模块在每一层的加工过程中进行交替工作,过程具体是:
3、1.在得到数字三维模型后将模型再编辑成两个部分,一个是通过原模型做数字翻模得到的轮廓模型,另一个是通过原模型复制得到的内实体模型;
4、2.再将这两个模型在切片软件中合成一个模型;
5、3.插入工位切换代码设置所需要的铣制模块或熔融沉积喷头;轮廓模型使用铣制模块进行成形,内实体模型使用熔融沉积喷头进行成形;
6、4.合成模型通过切片得到所需的运动控制代码;
7、二.导入数控系统:在得到运动控制代码后将该运动控制代码导入打印控制系统,所述导入打印控制系统,通过移动存储介质进行转移、使用有线或者是无线的方式将运动控制代码导入打印控制系统,然后开始成形工序;
8、三.内实体成形:先使用熔融沉积喷头在打印控制系统和摆动控制系统的控制下在成形台上或者工件上进行一层或多层内实体模型的定向能量沉积作业,进行内实体成形时熔融沉积喷头使用3d打印沉积能量控制技术进行定向能量沉积作业,所述 3d打印沉积能量控制包括电弧/等离子体控制技术和摆动送料控制技术;
9、四.轮廓成形:然后根据轮廓模型的数据,在打印控制系统的控制下使用铣制模块沿着已经成形好一层或多层内实体的边沿进行一层或多层轮廓的减材成形;
10、五.判断三维成形物是否制造完成:判断三维成形物是否制造完成,如果三维成形物没有完成制造,则继续进行返回内实体成形作业流程继续进行内实体成形作业,如果三维成形物完成制造,则结束。
11、在本发明中所述的3d打印沉积能量控制包括电弧/等离子体控制技术和摆动送料控制技术,具体是通过电弧/等离子体控制技术是使用磁场或电场动态控制电弧/等离子进行定向能量沉积的过程,同时使用摆动送料控制技术以摆动或震动的方式向定向能量沉积位置输送 3d打印材料。
12、在本发明中所述电弧/等离子体控制技术,其特征在于:
13、1.在定向能量沉积的工作过程中,通过使用若干个动态变化的磁场和电场或恒定的磁场和电场干涉等离子体或电弧形态和位置,使得用于加热熔化金属物料的电弧/等离子体的形状、大小、加热范围、能量焦点和焦点数量可以被控,使得电弧/等离子体的能量集中,能量分布均匀,从而增加了电弧/等离子体的熔深,提高了沉积的速率;
14、2.在定向能量沉积的工作过程中,通过外加若干个动态变化的磁场和电场或恒定的磁场和电场对电弧/等离子体产生的电磁力,抵消高速沉积时电弧对熔池产生的水平分力,达到二力平衡,使得电弧/等离子体挺直,增加电弧/等离子体的熔深,提高了沉积的速率;
15、3.在定向能量沉积的工作过程中通过若干个动态变化的磁场和电场或恒定的磁场和电场控制用于加热熔化母材或 3d打印材料的电弧/等离子体进行一定规律的运动,以模拟手工焊接中的摇把动作,促进 3d 打印材料有序流动及其在熔点较高的金属材料表面破膜、润湿、铺展与扩散,促进3d 打印材料与工件表面材料充分的混合,提高 3d 打印成形部位金属成分的均匀化程度,减少成形缺陷,优化成形组织与性能,进入熔池的丝状或粉末状 3d 打印材料的母材充分的混合,提高沉积成分的均匀化程度,减少焊接缺陷,优化沉积组织与性能,提高层间熔合质量;
16、4.在定向能量沉积的工作过程中通过对磁场形态的动态控制形成电磁作用,改变焊接池态金属结晶过程中的传质和传热过程,从而改变晶粒的结晶方向,控制结晶组织,细化组织,减小偏析,提高成形部位的力学性能,降低产生气孔、层间裂纹和驼峰这些成形缺陷的可能性,有效的降低成形工件的残余应力,其原理在于,外加磁场使合金元素及硅、硫、氢元素沿树枝晶晶界的偏析都会减少、同时可使氧化物的数量和长度减小,降低了焊缝金属的化学不均匀性,使结晶组织得到控制,减少层间裂纹出现的概率,提高层间熔合质量;
17、5.在定向能量沉积的工作过程中,通过相位变化的交变电流产生多个变化的磁场,有效的抑制成形过程中焊接短路过渡中的飞溅从而获得较好的工艺效果,其原理在于,在磁场的作用下,电弧/等离子体中带电粒子产生绕电弧轴线的螺旋式旋转运动,限制了电弧的扩散,使电弧能量更加集中;同时纵向磁场对弧柱的压缩作用,增加了弧柱的能量密度及其电场强度,使短路液桥缩颈处受到径向向内的磁致压力的作用,加速了缩颈的断开,减少了能量的积累,熔滴过渡速度提高,短路过渡末期的电爆炸飞溅降低;同时在纵向外加磁场作用下,由于磁压增大的结果,提高了弧柱中心的温度,使得熔滴经过电弧区的过渡频率增加,熔滴尺寸和它们在焊丝端部的存在时间减少,熔滴可以在熔池表面铺展而不会被迅速增长的电磁力排斥出熔池,从而减少了短路初期的瞬时短路飞溅。
18、在本发明中,所述摆动送料控制技术,其特征在于:在定向能量沉积的工作过程中通过程序控制3d 打印材料输送设备使得3d 打印材料进入熔池的位置发生规律性的改变,或者是在定向能量沉积的工作过程中使得 3d 打印材料进入熔池的位置可以跟随加热熔化的电弧/等离子体进行运动,运动的震动促进3d 打印材料有序流动或运动及其在熔池中破膜、润湿、铺展与扩散,使得熔化的 3d 打印材料可以均匀铺开,促进3d 打印材料的母材充分的混合,提高沉积成分的均匀化程度,减少成形缺陷,优化沉积组织与性能,提高层间熔合质量。
19、沉积铣制一体式双工位3d打印机,包括主控系统、多工位升降式切换滑车、熔融沉积喷头、铣制模块,主控系统主要由打印控制系统和摆动控制系统组成,打印控制系统主要包括打印控制器、运动控制单元、进给控制单元、切换控制单元,摆动控制系统主要包括电弧/等离子体摆动控制单元、送料摆动控制单元;
20、所述主控系统,是一种数控系统,是用于控制双工位 3d打印机的所有工作流程,主控系统主要由打印控制系统和摆动控制系统组成;
21、所述打印控制系统,是一种专用数控系统,具体控制的范围包括打印喷头的移动、加工材料定量输送、切削轴的转速、加工模式的转换,打印控制系统主要包括打印控制器、运动控制单元、进给控制单元、切换控制单元,具体是打印控制器连接并控制运动控制单元、进给控制单元、切换控制单元,在工作时打印控制器解析输入控制器的运动控制代码,将运动控制代码转换成电信号,分别发送到运动控制单元、进给控制单元、切换控制单元用以控制打印系统中的各种动作元件,完成 3d 打印工作,运动控制单元根据电信号带动多工位升降式切换滑车上安装的熔融沉积喷头和铣制模块运动;进给控制单元,根据电信号控制 3d打印材料的输送和铣制工序中铣制模块的转速;切换控制单元根据电信号进行沉积与铣制工序的机械性的切换;
22、所述摆动控制系统,是一种电子控制系统,用于控制电弧/等离子体和3d打印材料的形态/摆动,通过电弧/等离子体控制技术使用磁场或电场动态控制电弧/等离子进行定向能量沉积的过程,同时使用摆动送料控制技术以摆动或震动的方式向定向能量沉积位置输送3d 打印材料,包括电弧/等离子体摆动控制单元、送料摆动控制单元,具体的是通过微型电脑控制器连接控制电弧/等离子体摆动控制单元和送料摆动控制单元,微型电脑控制器中预设了多套电弧/等离子体摆动控制单元和送料摆动控制单元的控制逻辑,微型电脑控制器连接并控制多通道函数波/任意波发生器和运动控制器,通过内部储存的逻辑组合控制多通道函数波/任意波发生器和运动控制器,使得多通道函数波/任意波发生器和运动控制器可以选择内部存储的工作模式,以适应不同的工况;
23、熔融沉积喷头和铣制模块安装在多工位升降式切换滑车上,可以在主控系统的控制下通过打印控制系统的切换控制单元进行切换,熔融沉积喷头和铣制模块的位移和进给分别是通过打印控制系统的运动控制单元和进给控制单元进行控制执行的;熔融沉积喷头上安装有磁头装置和送料移动装置,摆动控制系统的电弧/等离子摆动控制单元连接控制并驱动磁头装置的工作,摆动控制系统的送料摆动控制单元连接控制并驱动送料移动装置的工作。
24、在本发明中,所述多工位升降式切换滑车,具体的是:1.通过微型气缸或者微型液压缸带动升降台上下运动,完成加工方式或加工工具的快速切换;2.所述升降机构为杠杆结构,能将微型气缸或者微型液压缸产生的力放大,使得升降机构可以承受比较大的负载;3.所述多工位升降式切换滑车安装了闭锁机构,闭锁机构和升降机构联动,在升降机构到位时,闭锁机构动作,锁住升降台,使得升降机构承受比较大负载的时候升降台不会相对安装台板发生位移,从而保证了成形精度;4.所述多工位升降式切换滑车包括分体式滑车或一体式滑车;一体式滑车将两个或两个以上的工位通过一个大的安装台板连接在一起,使得两个工位可以同时移动,通过升降机构控制不同工位的升降台升降和多工位升降式切换滑车的位移进行工位的切换;分体式滑车通过若干个小的安装台板进行安装,将两个或者两个以上的工位安装在一个x轴或一个y轴上,通过升降机构控制不同工位的升降台升降和多工位升降式切换滑车的位移就可以进行工位的切换。
25、所述多工位升降式切换滑车包括升降台、线性导轨、线性滑块、安装台板、升降机构、闭锁机构、安装夹具、铣制模块、熔融沉积喷头,所述升降台通过线性导轨和线性滑块安装在安装台板正面,使得升降台可以在安装台板正面上做线性滑动;具体的为安装台板正面设置有线性导轨的安装槽,线性导轨设置在安装槽内并使用安装槽内设置的安装孔进行固定;线性导轨上安装有可以在线性导轨上滑动的线性滑块,线性滑块正面通过螺丝连接并固定在升降台背面设置的线性滑块安装槽内。
26、所述升降台上面通过升降机构与安装台板上面进行连接,升降机构为杠杆结构,包括有杠杆支点轴承、杠杆臂、升降气缸、连接轴、支撑板,连接轴的一端连接升降台另一端连接杠杆臂,杠杆臂上设置有安装孔用以安装杠杆支点轴承,杠杆支点轴承另一端安装在安装台板上面,使杠杆支点轴承形成支点,杠杆臂另一端设置有升降气缸,升降气缸缸体安装在杠杆臂上,活塞杆零通过连接轴连接支撑板上面,支撑板前面连接安装台板。
27、所述升降台上设置有闭锁机构,闭锁机构包括安装孔、气动活塞、锁舌、限位槽、锁孔,其结构具体的为: 升降台正面设置有贯穿于升降台正面和背面的安装孔,安装孔内安装有气动活塞,气动活塞的活塞杆一的端部安装有锁舌,锁舌可以在安装台板正面设置的限位槽中滑动或是在活塞杆一的带动下插入限位槽中设置的锁孔中。
28、在本发明中,所述安装台板是一块基板,与直线模组连接,还是升降机构和升降台结构的基础安装位。
29、所述线性导轨安装在安装台板上和线性滑块配合,用于安装升降台,使得升降台可以进行精确的上下位移;在本发明中,所述线性滑块安装在线性导轨上,并在线性导轨上进行上下滑动,线性滑块上安装有升降台,在线性导轨上下滑动时可以带动升降台上下滑动。
30、所述升降台安装在线性滑块上,升降台上安装闭锁机构、安装夹具、铣制模块和熔融沉积喷头,升降台可以由升降机构带动进行升降,通过闭锁机构在下降时与安装台板固定进行闭锁,其正面通过安装夹具安装有铣制模块或熔融沉积喷头,可以带动铣制模块或熔融沉积喷头进行上下运动,完成工位的切换,所述升降台的正面还安装有安装夹具,用于固定铣制模块或熔融沉积喷头。
31、所述升降台正面上设置有限位槽可以和安装夹具背面的限位突起相互配合,安装夹具上面设置有穿透上面和下面的安装孔用于安装铣制模块或熔融沉积喷头。
32、在本发明中,所述铣制模块是由电机带动的铣刀主轴,其尖端安装有铣刀,可以进行铣制加工。
33、 在本发明中,所述熔融沉积喷头是用于一种 3d 打印的喷头,在供应金属物料的同时使用加热装置熔化金属物料,使之沉积在成形台或工件上。熔融沉积喷头包括电弧等离子体发生器、磁头装置、送料移动装置;电弧/等离子体发生器包括tig焊枪、mig焊枪、等离子焊枪、激光复合式 tig/mig焊枪或其它种类有电弧和等离子加热装置的焊枪;磁头装置包括线圈、导磁杆、电极板、水冷管,所述导磁杆上设置有水冷管路,导磁杆上安装有线圈,线圈和水冷管是为一体或分体的,电极板安装在线圈旁边,电极板和线圈连接电弧/等离子体摆动控制单元的多通道信号功率放大器;所述安装夹是一个环形夹具,安装在电弧/等离子体发生器发射能量的一端,安装夹上设置有若干个磁头装置,安装夹上还安装有若干个送料管,送料管指向熔池方向或电弧/等离子体发生器的轴线方向;所述送料移动装置包括摆动电机、安装夹、送料管,若干个摆动电机连接电弧/等离子体发生器和安装夹,安装夹上有安装有送料管,摆动控制单元的多轴电机驱动器控制摆动电机的带动送料管相对电弧/等离子体发生器进行一定范围的运动,从而带动送料管中的焊丝在一定范围的运动。
34、在本发明中,所述主控系统是一种数控系统,用于控制双工位 3d打印机的所有工作流程,主控系统主要由打印控制系统和摆动控制系统组成;所述打印控制系统,是一种专用数控系统,具体控制的范围包括打印喷头的移动、加工材料定量输送、切削轴的转速、加工模式的转换,打印控制系统主要包括打印控制器、运动控制单元、进给控制单元、切换控制单元,具体是打印控制器连接并控制运动控制单元、进给控制单元、切换控制单元,在工作时打印控制器解析输入控制器的运动控制代码,将运动控制代码转换成电信号,分别发送到运动控制单元、进给控制单元、切换控制单元用以控制打印系统中的各种动作元件,完成 3d 打印工作;运动控制单元根据电信号带动多工位升降式切换滑车上安装的熔融沉积喷头和铣制模块运动;进给控制单元根据电信号控制3d打印材料的输送和铣制工序中铣制模块的转速;切换控制单元根据电信号进行沉积与铣制工序的机械性的切换。
35、所述打印控制器,是一种数控专用计算机,可以解析运动控制代码,根据运动控制代码控制电机和其它的设备,以完成 3d 打印工作,在工作时打印控制器解析输入控制器的运动控制代码,将运动控制代码转换成电信号,分别发送到运动控制单元、进给控制单元切换控制单元用以控制打印系统中的各种动作元件,完成3d打印工作。
36、所述运动控制单元,包括多轴运动电机驱动器、直线模组,是一种电动的机械运动执行设备。运动控制单元可以通过打印控制器向多轴运动电机驱动器发送的电信号从而控制多轴运动电机驱动器连接的伺服电机、步进电机或其它种类的动力部件,通过这些运动部件带动驱动直线模组,从而带动多工位升降式切换滑车上安装的熔融沉积喷头和铣制模块运动,以进行3d打印加工。
37、 所述进给控制单元,具体是包括电机驱动器、送料电机、主轴驱动器、铣制模块,是一种电动的机械运动执行设备,执行打印控制系统发出的命令,用于控制 3d 打印材料的输送和铣制工序中铣制模块的转速;电机驱动器和主轴驱动器连接打印控制器,电机驱动器连接控制并驱动送料电机进行转动,主轴驱动器连接控制并驱动铣制模块。
38、所述切换控制单元,具体是包括继电器、电磁阀、动作切换元件,是一种电动/气动的机械运动执行设备,用于进行沉积与铣制工序的机械性的切换。打印控制系统识别运动控制代码中的工位切换代码,在识别代码后打印控制系统发送电信号到连接于其上继电器,继电器将信号输送到电磁阀,电磁阀动作通过气流控制连接在电磁阀上的切换动作元件,所述切换动作元件是气动活塞或是使用其它介质的活塞缸体。
39、在本发明中所述,摆动控制系统,是一种电子控制系统,用于控制电弧/等离子体和3d打印材料的形态/摆动,具体是包括电弧/等离子体摆动控制单元、送料摆动控制单元,具体的是通过微型电脑控制器连接控制电弧/等离子体摆动控制单元和送料摆动控制单元,微型电脑控制器中预设多套了电弧/等离子体摆动控制单元和送料摆动控制单元的控制逻辑,微型电脑控制器连接并控制多通道函数波/任意波发生器和运动控制器,通过内部储存的逻辑组合控制多通道函数波/任意波发生器和运动控制器,使得多通道函数波/任意波发生器和运动控制器可以选择内部存储的工作模式,以适应不同的工况。
40、所述电弧/等离子体摆动控制单元,是一种电子控制系统,用于控制电弧/等离子体的形态和摆动,包括多通道函数波/任意波发生器、多通道信号功率放大器、磁头装置,多通道函数波/任意波发生器连接多通道信号功率放大器,多通道信号功率放大器连接着多个磁头装置,在工作时微型电脑控制器连接控制多通道函数波/任意波发生器,多通道函数波/任意波发生器根据微型电脑控制器的信号选择内部存储的其中一套波形信号,将该信号发送给多通道信号功率放大器,多通道信号功率放大器将该信号的功率放大,然后通过连接在多通道信号功率放大器输出端的磁头装置,磁头装置将放大后的信号转化成变化的磁场和电场。
41、 所述送料摆动控制单元,是一种机电控制系统,用于 3d 打印材料的送料摆动,包括运动控制器、多轴电机驱动器、摆动电机,运动控制器连接并控制多轴电机驱动器,多轴电机驱动器连接控制送料移动装置中的摆动电机,在工作时微型电脑控制器连接控制运动控制器,运动控制器根据微型电脑控制器的信号选择内部存储的其中一套运动控制代码或者是其它的电机控制信号,将该套代码/信号变成多轴电机驱动器可以识别的电信号发送给多轴电机驱动器,并将这段信号重复回放,多轴电机驱动器接收到信号后将根据该信号驱动摆动电机进行运动。
42、所述多通道函数波/任意波发生器,是一种电子信号发生器,用于发生控制电弧/等离子体的信号,由微型电脑控制器操控,可以向多通道信号功率放大器发送电信号,多通道函数波/任意波发生器是一种集函数信号发生器、任意波形发生器、脉冲信号发生器、ttl信号发生器、vco、扫频仪、计数器和频率计功能的多功能的信号发生器,有完全独立的多通道输出,能够同步工作,相位差精确可调,有波形存储功能。
43、所述多通道信号功率放大器,是一种信号功率放大器,连接着多通道函数波/任意波发生器和磁头装置,用于放大控制电弧/等离子体的信号,可以将多通道函数波/任意波发生器发送来的电信号的功率进行放大,然后发送到磁头装置。
44、所述运动控制器,是一种单片机,设置有存储装置,存储有多套运动控制代码或其它的电机控制信号,运动控制器连接微型电脑控制器和多轴电机驱动器,由微型电脑控制器操控向多轴电机驱动器发送信号控制多轴电机驱动器连接的摆动电机转动。
45、所述多轴电机驱动器是一种数控电机驱动器,连接着运动控制器和摆动电机,可以根据运动控制器发送来的电信号控制摆动电机的运动。
46、所述磁头装置是一种电磁/电场转化装置,是一种信号发射装置,用于发射控制电弧/等离子体的信号,包括线圈、电极板、导磁杆,电极板和线圈并联,磁头装置连接多通道信号功率放大器,将多通道信号功率放大器输送来的信号变成磁场和电场,所述导磁杆安装在线圈中,可以增大磁感应强度,也使得磁场的力更加集中的作用于定向能量沉积部位和电弧/等离子体上。
47、所述磁头装置,单独安装固定在电弧/等离子体发生器上,不与送料管进行同步的位移;或设置在安装夹上,与送料管进行同步的位移。
48、所述导磁杆是一根金属杆或金属开口环,安装在线圈中,用于增大磁感应强度也使得磁场的力更加集中。
49、所述线圈连接多通道信号功率放大器,将多通道信号功率放大器输送来的信号变成磁场。
50、所述电极板连接多通道信号功率放大器,将多通道信号功率放大器输送来的信号变成电场。
51、所述水冷管,安装在导磁杆上或集成在线圈上。
52、所述送料移动装置,具体是一种可以进行输送方向调节的送料喷头,包括摆动电机、安装夹、送料管,所述送料摆动控制单元控制若干个摆动电机进行运动,摆动电机带动安装夹进行运动,使得安装具上的送料管可以和安装夹一起进行运动。
53、所述摆动电机是一种带定位的电机,包括步进电机、伺服电机或舵机;所述安装夹是一种固定夹具,安装在电弧/等离子体发生器上,安装夹上有安装有送料管,送料管在安装夹上的位置可以进行调节。
54、 所述送料管,是喷出 3d 打印材料的喷口,安装在安装夹上,随着安装夹进行一定范围的运动,能将3d打印材料输送到沉积位置。
55、 所述3d 打印材料是金属,其形态包括丝状、颗粒状、粉末状。
56、有益效果:
57、一、增材与减材复合方式的加工中通过在定向能量沉积过程中插入铣制工序,在完成一层或几层的沉积时,使用铣刀对这几层和其前一层的轮廓进行铣制,去除层纹、毛刺、流淌,使得成形物尺寸精准,表面光滑。
58、二、通过磁场/电场控制电弧模拟手动焊接中焊枪的摆动和位移,从而降低3d打印中的运动控制代码编程难度;通过磁场/电场控制电弧模拟手动焊接中焊枪的摆动和位移,从而降低3d打印机中机械结构设计的难度;通过送料摆动控制单元,在3d 打印过程中通过对送料位置的进行一定的改变和移动,使得 3d 打印材料可以被均匀的铺开。在工作的过程中通过对磁场形态的动态控制形成电磁搅拌作用,改变焊接熔池液态金属结晶过程中的传质和传热过程,从而改变晶粒的结晶方向,细化组织,减小偏析,提高成形部位的力学性能,降低气孔、层间裂纹、驼峰等成形缺陷的敏感性,有效的降低成形工件的残余应力。在工作的过程中通过对磁场形态的动态控制形成电磁搅拌作用,使得打印材料有序流动及其在熔点较高的金属材料表面破膜、润湿、铺展与扩散,促进熔化的丝状或粉末状 3d 打印材料的母材充分的混合,提焊缝成分的均匀化程度,减少焊接缺陷,优化焊缝组织与性能,提高层间熔合质量。通过磁场的作用减小工作中金属液滴的飞溅。通过外加若干个动态变化的磁场和电场或恒定的磁场和电场对电弧产生的电磁力,抵消高速沉积时电弧对熔池产生的水平分力,达到二力平衡,使电弧/等离子体挺直,增加了电弧/等离子体的熔深,提高了沉积的速率。
59、三、通过微型气缸或者微型液压缸带动安装的熔融沉积喷头或是其它的加工模块上下运动,完成加工方式或加工工具的快速切换;所述升降机构为杠杆结构,能将微型气缸或者微型液压缸产生的力放大,使得升降机构可以承受比较大的负载。所述升降机构上安装闭锁机构,在升降机构到位时,闭锁机构动作,锁住升降机构,使得升降机构承受比较大负载的时候不会发生微小的位移,保证了成形精度。
- 还没有人留言评论。精彩留言会获得点赞!