高速公路护栏用低铬铁素体不锈钢及其制备方法与流程
本发明属于铁素体不锈钢,具体涉及一种高速公路护栏用低铬铁素体不锈钢及其制备方法。
背景技术:
1、高速公路是国家现代化的重要标志。中国路网规模已居世界前列,特别是高速公路里程位居世界第一。中国高速公路正加速经历着从起步建设到拥有规模网络的巨大变化。全国新的大规模路网规划、基础设施建设即将全面展开,公路新建工程、改扩建工程和优化完善工程规模巨大,公路护栏市场应用前景广阔。
2、随着我国道路交通体系不断完善,公路通车里程不断增加,当前汽车保有量不断上升,物流车辆呈现大型化重载化趋势,公路安全隐患日益突出,道路交通事故易发多发。波形梁护栏作为高速公路上的基本安全设施,是发生事故后降低人员伤害程度的一道重要屏障,对促进交通安全起着积极而重要的作用。高速公路波形梁护栏是通过碰撞过程中护栏结构自身的塑性变形吸收肇事车辆的动能,达到拦阻车辆的目的。为了防止车辆越出路外,同时最大程度降低乘客受伤害程度,要求护栏材料应具有高强度、高韧性以及良好的抗动态冲击性能。
3、我国针对高速公路护栏用钢有明确的技术要求:屈服强度≥235mpa、抗拉强度≥375mpa、延伸率≥26%、冲击功akv(纵向,-20℃~20℃)≥27j)。然而,我国目前广泛采用q235碳素结构钢作为波形梁护栏的基底材料,由于q235钢强度相对较低,在中大型车辆和重型车辆的碰撞事故中并不能完全满足实际的防护需求,车辆越出护栏、骑跨护栏甚至翻越护栏的情况时有发生。另外,碳钢护栏采用热浸镀锌工艺防腐,会造成严重的环境污染和职业健康问题。
4、随着我国对高速公路护栏防护等级要求的不断提升,现有碳钢护栏材料存在强度和韧性偏低的问题以及因镀锌防腐工艺带来的环保问题。为满足高速公路防撞护栏安全性能升级改造及打造绿色交通体系的迫切要求,亟需开发具有高强度、高韧性、环保型高速公路护栏用不锈钢材料。
技术实现思路
1、为解决上述现有技术中存在的技术问题,本发明提供一种高速公路护栏用低铬铁素体不锈钢及其制备方法。
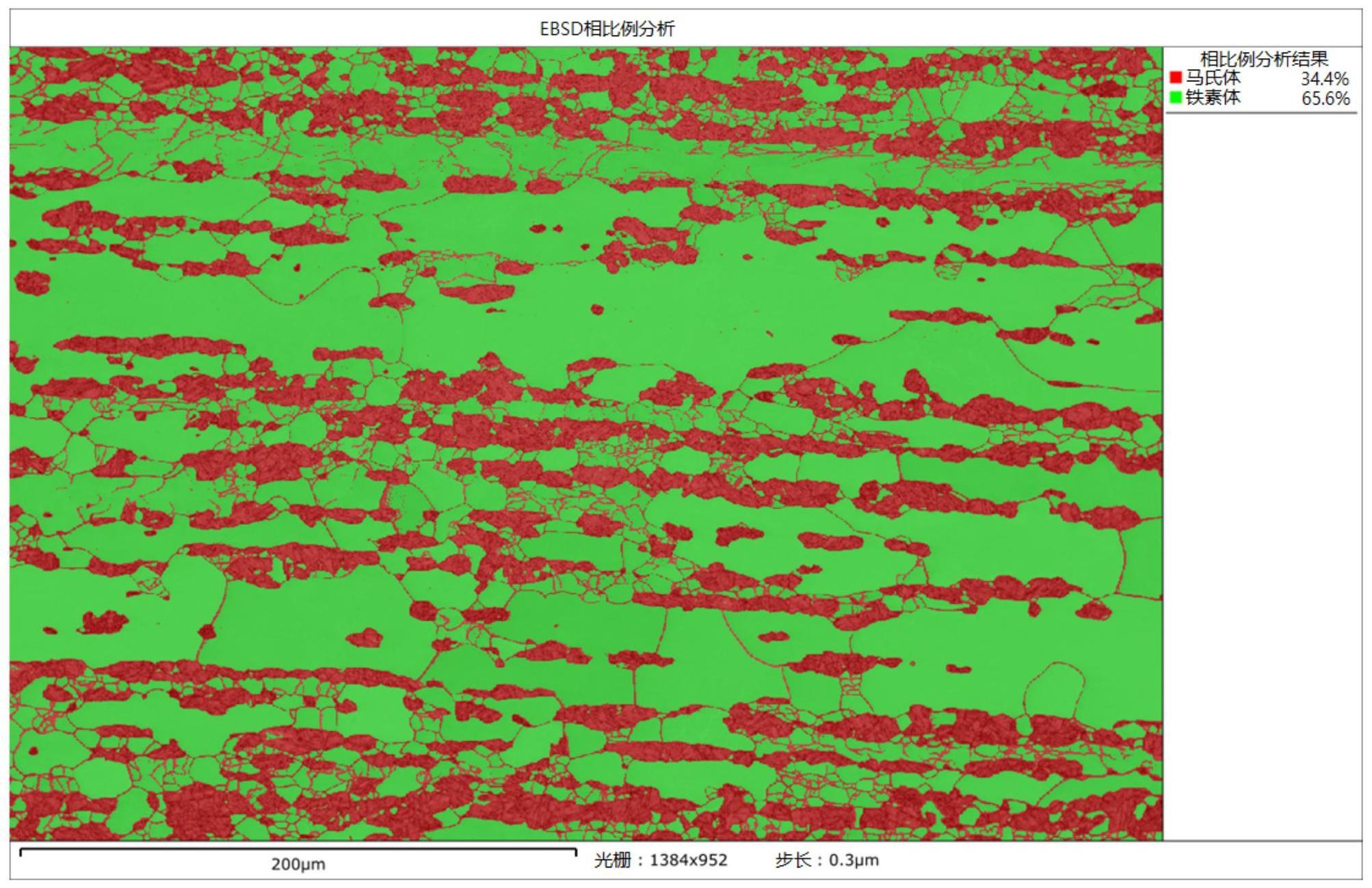
2、本发明提供的高速公路护栏用低铬铁素体不锈钢的基体组织为铁素体+马氏体,其化学成分按质量百分比控制为:c≤0.030%、si≤0.45%、mn≤1.20%、p≤0.015%、s≤0.005%、cr 11.50~13.50%、ni≤0.60%、n≤0.015%、b 0.001~0.003%、余量为fe。
3、优选地,在上述高速公路护栏用低铬铁素体不锈钢中,所述高速公路护栏用低铬铁素体不锈钢的化学成分按质量百分比控制为:c 0.020%、si 0.35%、mn 0.85%、p0.005%、s 0.001%、cr 12.00%、ni 0.22%、n 0.010%、b 0.0018%、余量为fe。
4、优选地,在上述高速公路护栏用低铬铁素体不锈钢中,所述高速公路护栏用低铬铁素体不锈钢的化学成分按质量百分比控制为:c 0.025%、si 0.30%、mn 0.90%、p0.003%、s 0.001%、cr 11.70%、ni 0.20%、n 0.012%、b 0.0025%、余量为fe。
5、优选地,在上述高速公路护栏用低铬铁素体不锈钢中,所述高速公路护栏用低铬铁素体不锈钢的化学成分按质量百分比控制为:c 0.022%、si 0.40%、mn 0.95%、p0.004%、s 0.001%、cr 11.85%、ni 0.45%、n 0.010%、b 0.0020%、余量为fe。
6、本发明提供的高速公路护栏用低铬铁素体不锈钢制备方法包括如下步骤:
7、s1:通过“铁水预处理+k-obm-s转炉+vod炉+板坯连铸+修磨”工艺制得连铸板坯,其中,连铸板坯的化学成分按质量百分比控制为:c≤0.030%、si≤0.45%、mn≤1.20%、p≤0.015%、s≤0.005%、cr 11.50~13.50%、ni≤0.60%、n≤0.015%、b 0.001~0.003%、余量为fe;
8、s2:连铸板坯经加热、除鳞、粗轧、精轧、卷取,制得厚度为2.0~6.0mm的热轧卷,其中,连铸板坯的加热温度控制为1130~1170℃,驻炉时间控制为200~240min,终轧温度控制为880~920℃,轧后投入层流冷却,卷取温度控制为660~700℃;
9、s3:热轧卷在连续退火炉中进行高强化连续退火热处理,所述高强化连续退火热处理包括:热轧卷送入退火炉预热区进行预热,预热温度控制为500~650℃;预热后钢板送入退火炉工艺温度控制区进行退火,退火温度控制为850~880℃,过线速度控制为20~40m/min;退火后钢板通过退火炉冷却区,以50~70℃/s的平均冷却速率冷却至室温。
10、优选地,在上述高速公路护栏用低铬铁素体不锈钢制备方法中:
11、在步骤s1中,连铸板坯的化学成分按质量百分比控制为:c 0.020%、si 0.35%、mn 0.85%、p 0.005%、s 0.001%、cr 12.00%、ni 0.22%、n 0.010%、b 0.0018%、余量为fe;
12、在步骤s2中,连铸板坯的加热温度控制为1145℃,终轧温度控制为910℃;
13、在步骤s3中,预热温度控制为580℃,退火温度控制为860℃,过线速度控制为35m/min,冷却速率控制为62℃/s。
14、优选地,在上述高速公路护栏用低铬铁素体不锈钢制备方法中:
15、在步骤s1中,连铸板坯的化学成分按质量百分比控制为:c 0.025%、si 0.30%、mn 0.90%、p 0.003%、s 0.001%、cr 11.70%、ni 0.20%、n 0.012%、b 0.0025%、余量为fe;
16、在步骤s2中,连铸板坯的加热温度控制为1150℃,终轧温度控制为920℃;
17、在步骤s3中,预热温度控制为615℃,退火温度控制为860℃,过线速度控制为25m/min,冷却速率控制为56℃/s。
18、优选地,在上述高速公路护栏用低铬铁素体不锈钢制备方法中:
19、在步骤s1中,连铸板坯的化学成分按质量百分比控制为:c 0.022%、si 0.40%、mn 0.95%、p 0.004%、s 0.001%、cr 11.85%、ni 0.45%、n 0.010%、b 0.0020%、余量为fe;
20、在步骤s2中,连铸板坯的加热温度控制为1160℃,终轧温度控制为880℃;
21、在步骤s3中,预热温度控制为600℃,退火温度控制为875℃,过线速度控制为27m/min,冷却速率控制为60℃/s。
22、本发明的高速公路护栏用低铬铁素体不锈钢及其制备方法具有如下优点和有益效果:
23、通过合金成分优化设计得到高速公路护栏用低铬铁素体不锈钢新钢种tgr-h;通过合理控制轧制工艺参数,确保连铸铸坯在高温阶段生成单一奥氏体组织;通过高强化连续退火热处理工艺,调控钢中马氏体相比例,使得退火态钢板基体成为铁素体+一定比例马氏体的复相组织,材料兼具高强度、良好塑韧性及低温冲击韧性,综合性能优异,且无需实施镀锌防腐工艺即可用于生产高速公路护栏,完全满足高速公路护栏用钢的技术要求:屈服强度≥235mpa、抗拉强度≥375mpa、延伸率≥26%、冲击功akv(纵向,-20℃~20℃)≥27j。因此,使用本发明的高速公路护栏用低铬铁素体不锈钢生产的高速公路护栏,可在确保高强度、高韧性的同时,实现护栏结构轻量化设计,具有节省材料、节能降耗、降低成本及绿色环保的有益效果,在未来高速公路护栏庞大的市场规模效应下,将产生显著的经济效益、社会效益和环保效益。
- 还没有人留言评论。精彩留言会获得点赞!