一种螺丝生产用高效高稳定性拉丝装置的制作方法
一种螺丝生产用高效高稳定性拉丝装置
1.技术领域:本发明涉及螺丝生产技术领域,特别涉及一种螺丝生产用高效高稳定性拉丝装置。
2.
背景技术:
表面拉丝处理是通过研磨产品在工件表面形成线纹,起到装饰效果的一种表面处理手段。由于表面拉丝处理能够体现金属材料的质感,所以得到了越来越多用户的喜爱和越来越广泛的应用。应客户需求,需要对螺钉的六角头的六侧壁进行拉丝处理,但由于螺钉的六角头的六侧壁较小,现有的拉丝机不能自动完成对螺钉的六角头的六侧壁拉丝工作,而手工拉丝则效率极为低下,因此亟需一种用于螺丝的高效高稳定性拉丝装置。
3.
技术实现要素:
本发明的目的是提供一种螺丝生产用高效高稳定性拉丝装置,解决了现有拉丝机不能对螺钉的六角头的六侧壁高效稳定拉丝的问题,且它可以对螺钉进行逐个进料、夹持、转移、出料工作,且可同时对三个螺钉进行拉丝工作,可有效提高拉丝效率。
4.本发明的上述技术目的是通过以下技术方案得以实现的:一种螺丝生产用高效高稳定性拉丝装置,包括固定在主机架上两根左右方向延伸的支撑条,支撑条的左侧连接有逐个输送螺钉的进料机构,两根支撑条之间设有三个左右方向线性均布的v型定位块,左侧的v型定位块正对进料机构的v型推送块,右侧的两个v型定位块的左侧对应设置有一个可左右移动的v型夹紧块,v型定位块和v型夹紧块设置在可上下移动的第一升降板上;每个v型定位块的前后两侧各设有一个拉丝砂带,主机架上设有两个砂带推压机构,两个砂带推压机构分别对应前侧的三个拉丝砂带和后侧的三个拉丝砂带;两根支撑条的上方设有转移及旋转螺钉的驱动机构。
5.所述进料机构还包括与主机架固定连接的进料通道,所述进料通道包括左高右低设置的倾斜通道、圆弧过渡通道、左右方向延伸的横向通道及与横向通道相连接的纵向通道,纵向通道的后端设有推块,推块固定在前后方向设置的第一伸缩缸的伸缩杆上,第一伸缩缸固定在进料通道外壁上;所述纵向通道的前端与两根支撑条之间形成一个直角通道,所述直角通道的前侧设有定位挡板,定位挡板与进料通道的外壁固定连接;所述v型推送块位于直角通道的左侧,v型推送块固定在左右方向延伸的第二伸缩缸的伸缩杆上,第二伸缩缸固定在进料通道外壁上。
6.所述倾斜通道、圆弧过渡通道和横向通道的横截面的截面呈台阶矩形孔状,倾斜通道、圆弧过渡通道和横向通道的大端部分在前后方向上的宽度w与螺钉的六角头的两对边之间的距离l间隙配合。
7.所述两根支撑条在前后方向上的最大距离h小于螺钉的六角头的两对边之间的距离l。
8.每个拉丝砂带张紧在两个上下设置的带轮上;
前侧上方的三个带轮插套并固定在前侧上方的带轮轴上,前侧下方的三个带轮插套并固定在前侧下方的带轮轴上,后侧上方的三个带轮插套并固定在后侧上方的带轮轴上,后侧下方的三个带轮插套并固定在后侧下方的带轮轴上;四个带轮轴的两端分别通过轴承铰接在主机架上,下方的两个带轮轴上各固定有一个大锥齿轮,每个大锥齿轮啮合有一个小锥齿轮,小锥齿轮固定在对应的一个第一电机的电机轴上,第一电机固定在主机架上。
9.所述砂带推压机构包括两根上下设置的转轴,转轴的两端通过轴承铰接在主机架上,转轴的中部固定有三个左右方向线性均布的与其偏心设置的压带轮,压带轮经调质处理且表面光滑设置,可降低压带轮与拉丝砂带内侧之间的摩擦力;压带轮设置在对应的一根拉丝砂带的内侧竖直段的外侧;转轴的一端固定有同步齿轮,两个上下设置的同步齿轮与同一根齿条啮合,齿条的一端固定在第三伸缩缸的伸缩杆上,第三伸缩缸固定在主机架上;所述齿条上成型有腰型导向长槽,腰型导向长槽的一端插套在腰型柱上,腰型柱固定在主机架上。
10.所述v型定位块固定在第一升降板上,v型夹紧块的下端压靠在升降板上,v型夹紧块的左端固定在第四伸缩缸的伸缩杆上,第四伸缩缸固定在第一升降板上;所述第一升降板的下端固定在第五伸缩缸的伸缩杆端部,第五伸缩缸固定在主机架上;所述第一升降板的下端固定有与第五伸缩缸的伸缩杆平行设置的导向杆,导向杆滑动连接在主机架上。
11.所述驱动机构包括三根左右方向线性均布的上下方向延伸的吸管,吸管的下端成型有大径部,大径部上固定有内部中空的橡胶垫圈;吸管向上依次穿过第二升降板和移动板,每个吸管上固定有挡环,第二升降板活动夹持在大径部和挡环之间;所述移动板插套在主机架上的导向孔内;所述移动板的左端固定有左右方向设置的齿条,齿条与固定在第二电机的电机轴上的第二齿轮啮合,第二电机固定在主机架上;左侧的两个吸管的上端固定有旋转支臂,旋转支臂远离吸管的一端插套在竖直设置的推拉杆上,两个推拉杆的上端分别固定在推拉臂的两端,推拉臂的中部成型有矩形通孔,矩形通孔内套接有腰型块,腰型块的下端固定在驱动块上,驱动块的下底面贴靠在移动板上;驱动块固定在左右方向设置的第六伸缩缸的伸缩杆端部;所述吸管的上端通过软管与电磁阀的一端连接,电磁阀的另外两端分别连接有真空泵及大气;所述第二升降板固定在第七伸缩缸的伸缩杆端部,第七伸缩缸固定在移动板上。
12.本发明的突出效果是:通过进料机构可对螺钉进行逐个有序进料,通过v型定位块与v型推送块或v型定位块配合可夹紧螺钉,通过驱动机构可对螺钉进行转移及转动,降低人为参与度,从而提高拉丝稳定性;通过设置三组拉丝砂带可同时对三个螺钉进行拉丝,从而有效提高拉丝效率。
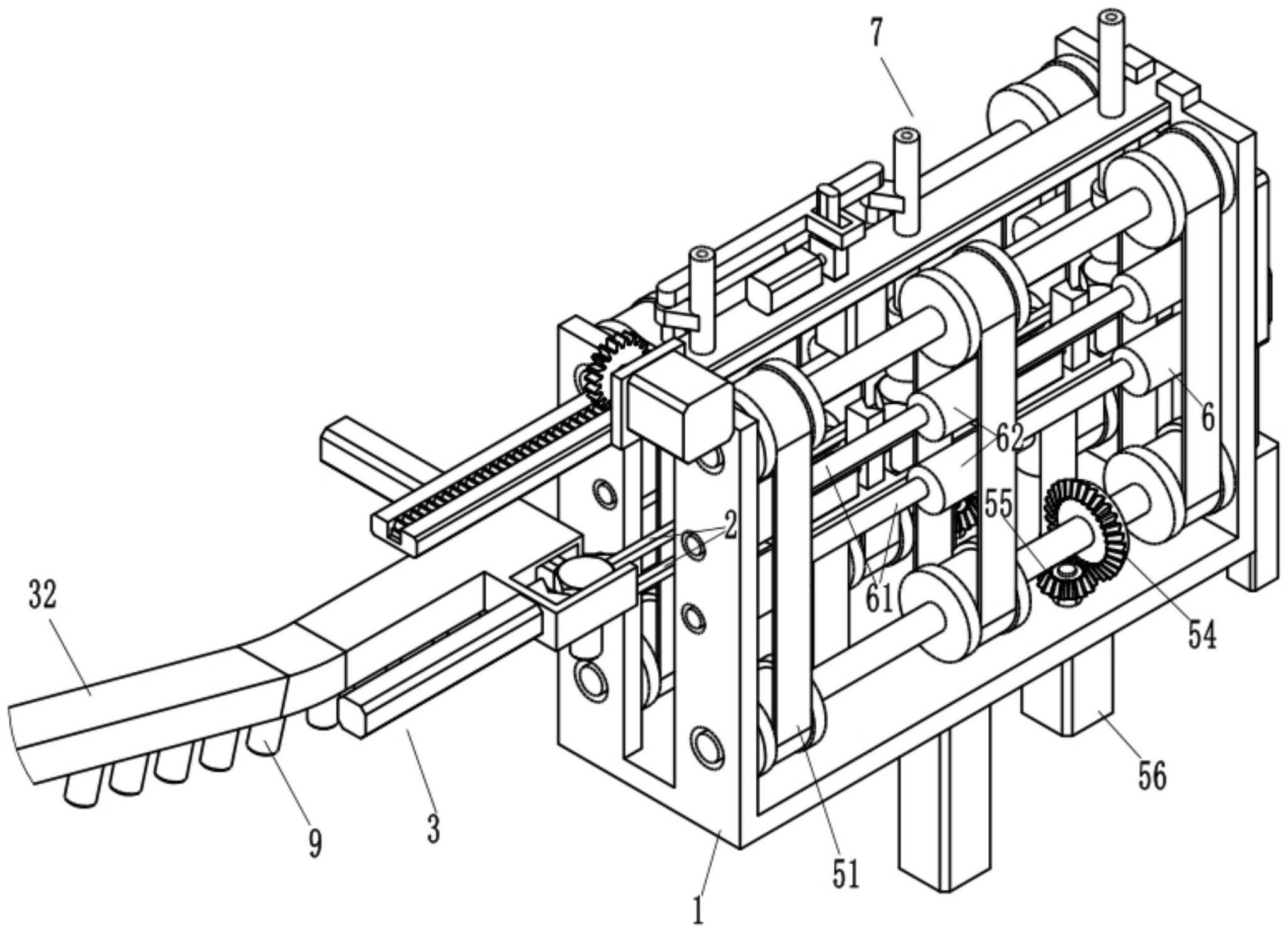
13.附图说明:图1为本发明的三维示意图;图2为本发明的另一侧示意图;图3为本发明前视方向的剖视图;
图4为图3关于a-a的剖视图;图5为图3关于b-b的剖视图(顺时针转过90
°
后的视图);图6为图3关于c的向视图;图7为图5关于d-d的剖视图。
14.具体实施方式:以下所述仅是本发明的优选实施方式,保护范围并不仅局限于该实施例,凡属于本发明思路下的技术方案应当属于本发明的保护范围。同时应当指出,对于本技术领域的普通技术人员而言,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
15.见图1至图7,一种螺丝生产用高效高稳定性拉丝装置,包括固定在主机架1上两根左右方向延伸的支撑条2,支撑条2的左侧连接有逐个输送螺钉9的进料机构3,两根支撑条2之间设有三个左右方向线性均布的v型定位块41,左侧的v型定位块41正对进料机构3的v型推送块31,右侧的两个v型定位块41的左侧对应设置有一个可左右移动的v型夹紧块42,v型定位块41和v型夹紧块42设置在可上下移动的第一升降板43上;每个v型定位块41的前后两侧各设有一个拉丝砂带51,主机架1上设有两个砂带推压机构6,两个砂带推压机构6分别对应前侧的三个拉丝砂带51和后侧的三个拉丝砂带51;两根支撑条2的上方设有转移及旋转螺钉9的驱动机构7。
16.更进一步地说,所述进料机构3还包括与主机架1固定连接的进料通道32,所述进料通道32包括左高右低设置的倾斜通道321、圆弧过渡通道322、左右方向延伸的横向通道323及与横向通道323相连接的纵向通道324,纵向通道的后端设有推块33,推块33固定在前后方向设置的第一伸缩缸34的伸缩杆上,第一伸缩缸34固定在进料通道32外壁上;所述纵向通道324的前端与两根支撑条2之间形成一个直角通道300,所述直角通道300的前侧设有定位挡板35,定位挡板35与进料通道32的外壁固定连接;所述v型推送块31位于直角通道300的左侧,v型推送块31固定在左右方向延伸的第二伸缩缸36的伸缩杆上,第二伸缩缸36固定在进料通道32外壁上。
17.更进一步地说,所述倾斜通道321、圆弧过渡通道322和横向通道323的横截面的截面呈台阶矩形孔状,倾斜通道321、圆弧过渡通道322和横向通道323的大端部分在前后方向上的宽度w与螺钉9的六角头91的两对边之间的距离l间隙配合。
18.更进一步地说,所述两根支撑条2在前后方向上的最大距离h小于螺钉9的六角头91的两对边之间的距离l。
19.更进一步地说,每个拉丝砂带51张紧在两个上下设置的带轮52上;前侧上方的三个带轮52插套并固定在前侧上方的带轮轴53上,前侧下方的三个带轮52插套并固定在前侧下方的带轮轴53上,后侧上方的三个带轮52插套并固定在后侧上方的带轮轴53上,后侧下方的三个带轮52插套并固定在后侧下方的带轮轴53上;四个带轮轴53的两端分别通过轴承铰接在主机架1上,下方的两个带轮轴53上各固定有一个大锥齿轮54,每个大锥齿轮54啮合有一个小锥齿轮55,小锥齿轮55固定在对应的一个第一电机56的电机轴上,第一电机56固定在主机架1上。
20.更进一步地说,所述砂带推压机构6包括两根上下设置的转轴61,转轴61的两端通过轴承铰接在主机架1上,转轴61的中部固定有三个左右方向线性均布的与其偏心设置的
压带轮62,压带轮62经调质处理且表面光滑设置;压带轮62设置在对应的一根拉丝砂带51的内侧竖直段的外侧;转轴61的一端固定有同步齿轮63,两个上下设置的同步齿轮63与同一根齿条64啮合,齿条64的一端固定在第三伸缩缸65的伸缩杆上,第三伸缩缸65固定在主机架1上;所述齿条64上成型有腰型导向长槽641,腰型导向长槽641的一端插套在腰型柱66上,腰型柱66固定在主机架1上。
21.更进一步地说,所述v型定位块41固定在第一升降板43上,v型夹紧块42的下端压靠在升降板上,v型夹紧块42的左端固定在第四伸缩缸44的伸缩杆上,第四伸缩缸44固定在第一升降板43上;所述第一升降板43的下端固定在第五伸缩缸45的伸缩杆端部,第五伸缩缸45固定在主机架1上;所述第一升降板43的下端固定有与第五伸缩缸45的伸缩杆平行设置的导向杆46,导向杆46滑动连接在主机架1上。
22.更进一步地说,所述驱动机构7包括三根左右方向线性均布的上下方向延伸的吸管71,吸管71的下端成型有大径部711,大径部711上固定有内部中空的橡胶垫圈72;吸管71向上依次穿过第二升降板73和移动板74,每个吸管71上固定有挡环75,第二升降板73活动夹持在大径部711和挡环75之间;所述移动板74插套在主机架1上的导向孔11内;所述移动板74的左端固定有左右方向设置的齿条76,齿条76与固定在第二电机78的电机轴上的第二齿轮77啮合,第二电机78固定在主机架1上;左侧的两个吸管71的上端固定有旋转支臂79,旋转支臂79远离吸管71的一端插套在竖直设置的推拉杆80上,两个推拉杆80的上端分别固定在推拉臂81的两端,推拉臂81的中部成型有矩形通孔811,矩形通孔811内套接有腰型块82,腰型块82的下端固定在驱动块83上,驱动块83的下底面贴靠在移动板74上;驱动块83固定在左右方向设置的第六伸缩缸84的伸缩杆端部;所述吸管71的上端通过软管与电磁阀的一端连接,电磁阀的另外两端分别连接有真空泵及大气;所述第二升降板73固定在第七伸缩缸85的伸缩杆端部,第七伸缩缸85固定在移动板74上。
23.工作原理:第一,螺钉通过上游的振动盘等依次进入到倾斜通道321、圆弧过渡通道322、横向通道323、纵向通道324,由于倾斜通道左高右低设置,倾斜通道内的螺钉对圆弧过渡通道322、横向通道323、纵向通道324内的螺钉提供一个向右的推力;以下以一颗螺钉为例进行说明;第二,第一伸缩缸34带动推块33前移,推块带动横向通道内最右侧的螺钉9沿纵向通道324向前移动,定位挡板35可对螺钉9的前移幅度进行限制;然后第二伸缩缸36带动v型推送块31右移,v型推送块31将该螺钉9推向左侧的v型定位块41,从而将该螺钉夹紧在v型推送块31和v型定位块41之间;第三,两个电机56带动对应的小锥齿轮转动,小锥齿轮通过大锥齿轮带动带轮轴转动,带轮轴带动带轮转动,带轮带动拉丝砂带转动;然后两个第三伸缩缸带动齿条64下移,齿条64带动对应的两个同步齿轮63转动,同步齿轮63带动对应的转轴61转轴,转轴带动压带轮转动,由于压带轮将拉丝砂带的内段向内推并压靠在螺钉9的侧壁上,由于两个拉丝
砂带同步推进,从而可一次完成螺钉六角头的两对称的侧壁的拉丝工作;然后第三伸缩缸带动齿条上移复位,压带轮回转复位;第四,第二伸缩缸36带动v型推送块31左移复位,第五伸缩缸45带动第一升降板下移,升降板带动v型定位块41和v型夹紧块下移;然后,第七伸缩缸带动第二升降板73下移,第二升降板通过大径部带动吸管71下移,橡胶垫圈72压靠在该螺钉的端面上,橡胶垫圈的作用是缓冲及密封;吸管将该螺钉9吸住,然后第七伸缩缸带动第二升降板73上移,第二升降板通过挡环75带动吸管上移,吸管带动该螺钉上移脱离支撑条2;然后第二电机带动第二齿轮77转动,第二齿轮77通过齿条76带动移动板74向右移动一定距离(该距离为相邻两个v型定位块41之间的距离);在移动板74移动的同时,第六伸缩缸带动驱动块83右移,驱动块通过腰型块82带动推拉臂81向右移动一定距离,推拉臂通过推拉杆带动旋转支臂79以吸管为中心转过60
°
;然后第七伸缩缸再次带动第二升降板73下移,该螺钉压靠在支撑条上;然后通过电磁阀使真空泵与吸管断开,使大气与吸管相通,第七伸缩缸再次带动第二升降板73上移复位,吸管上移复位;第五,第五伸缩缸45带动第一升降板上移复位,升降板带动v型定位块41和v型夹紧块上移复位;而该螺钉刚好位于中间的v型定位块41和左侧的v型夹紧块之间,然后第四伸缩缸44带动左侧的v型夹紧块右移,从而将该螺钉夹住;然后重复上述第三、第四步骤,从而完成对螺钉六角头的另外两个侧面的拉丝工作;第六,重复第五步骤,将该螺钉再次旋转60度并送至右侧的v型定位块41和右侧侧的v型夹紧块之间,从而完成螺钉六角头最后两个侧面的拉丝工作;第七,然后重复步骤第四,最右侧的吸管下移将螺钉吸住、最右侧的吸管上移脱离支撑条、移动板带动最右侧的吸管右移并移动外界的收集箱上方、吸管带动螺钉下移、吸管与大气相通从而松开螺钉,该螺钉可自动落到相应收集箱内;从而完成一个螺钉的拉丝工作。
24.由于三个v型定位块41处的三个螺钉可同时加工,从而可有效提高螺钉的拉丝效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1