一种表面抛光装置的制作方法
本技术涉及机械设备的,尤其是涉及一种表面抛光装置。
背景技术:
1、自动上下料装置广泛应用于工业生产和制造中,由于目前很多是高度自动化的设备,自动化设备对精密度的要求高,自动化设备在生产过程中较为复杂,导致设备的原件成本与制造成本高,对于很多小型企业来说,负担不起高度自动化设备的高成本,因此很多小型企业还是采用人工进行上下料;而人工进行上下料就需要工作人员一直在设备前将工件进行上料和下料的操作,在对长条状的工件进行抛光的过程中,工作人员需要将工件对准抛光轮进行上料,工件加工完成后,又需要对工件进行下料,工作人员需要不停地来回走动进行上下料,增加了工人的负担,导致工件整个加工过程效率较慢的问题,因此需要改进。
技术实现思路
1、为了降低工人的负担,提高工件整个加工过程的效率,本技术提供一种表面抛光装置。
2、本技术提供一种表面抛光装置,采用如下的技术方案:
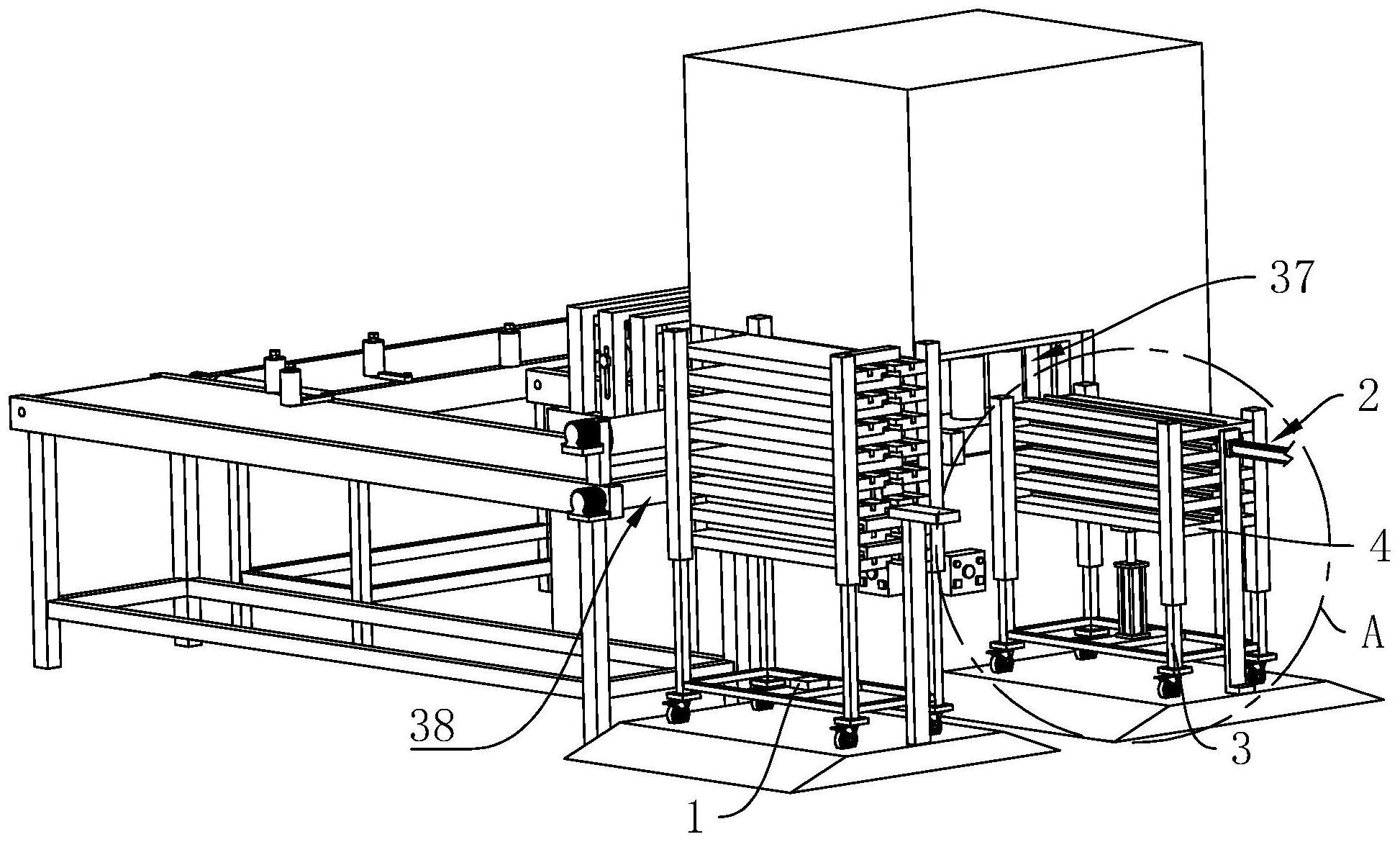
3、一种表面抛光装置,包括抛光机构、上料机构、下料机构、感应器、第一推料件以及第二控制器;
4、抛光机构包括进料口与出料口;
5、上料机构包括上料架与第一支撑件,第一支撑件与第一推料件均安装于上料架上,第一推料件用于推送工件,第一推料件的推料方向朝向抛光机构的进料口;
6、下料机构包括下料架、第二支撑件以及固定件,第二支撑件设置至少两个,第二支撑件上下滑动连接于下料架上,固定件用于定位第二支撑件;
7、感应器设置于下料机构上,感应器用于感应第二支撑件与感应器之间的距离;
8、感应器与第二控制器连接,第二控制器与第一推料件连接,第二控制器根据感应器发送的感应信号控制第一推料件进行推料。
9、通过采用上述技术方案,将第一个工件放置在抛光机构上进行加工,第一个工件经过加工被传送至下料机构,当第一个工件被传送至下料机构的第二支撑件上时,第二支撑件由于重力作用下滑,第二支撑件下滑一定距离后通过固定件固定,此时感应器感应到第二支撑件的距离改变,感应器发送信号,第二控制器接收到感应器发送的信号后,控制第一推料件推送第一支撑件上的第二个工件进入抛光机构进行加工;以此循环,第二支撑件每一层分别对一个工件进行收集,根据第二支撑件的下滑来控制第一推料件对工件的上料;上料架与下料架之间通过感应器与第一推料件的配合,能够减少设备制造成本的同时,工人无需不停地进行上料和下料操作,能够有效减少工人的工作强度,提高工件整个加工过程的效率。
10、可选的,第二控制器设置于抛光机构上,第二控制器包括第一端口和第二端口,第一端口与感应器的信号输出端口信号连接,第二端口与第一推料件的控制端口信号连接。
11、通过采用上述技术方案,感应器感应第二支撑板靠近,感应器的信号输出端口发送信号至第二控制器的第一端口接收,第二控制器根据感应信号检测到第二支撑板靠近时,第二控制器的第二端口发送信号至第一推料件,第一推料件接收信号进行推料。
12、可选的,还包括动力件,动力件用于推动工件;
13、固定件包括弹性件、插接件以及推动件,弹性件的一端安装于下料机构上,插接件连接于弹性件朝向抛光机构的一端,推动件连接于插接件上且推动件与插接件呈夹角设置,插接件的宽度大于推动件的宽度;
14、第二支撑件一侧开设有插接槽,插接槽沿第二支撑件的厚度方向贯穿,插接槽沿第二支撑件厚度方向划分有第一插接段与第二插接段,第一插接段的宽度大于第二插接段的宽度,当固定件固定第二支撑件时,弹性件处于自然状态,插接件置于第一插接段内与第二支撑件抵接,推动件置于第二插接段内与第二支撑件抵接。
15、通过采用上述技术方案,工件通过抛光机构的加工后被传送到第二支撑件上,当工件的一部分被传送到第二支撑件上时,动力件对工件进行推动,工件的一端推动推动件以对插接件进行推动,工件被传送到第二支撑件的过程中通过动力件推动插接件并压缩弹性件,直至工件完全被传送至第二支撑件上时,工件正好将插接件推出插接槽,此时第二支撑件失去插接件的支撑,第二支撑件沿着下料架滑落,插接件由于弹性件的弹力,反弹回弹性件的自然状态,同时第二支撑件下降,插接件插接下一个第二支撑件,以对第二支撑件再次固定,同时下一个第二支撑件对准抛光机构的出料口,进行下一个工件的下料。
16、可选的,动力件包括转辊、第二推料件以及第二驱动件,转辊设置于下料架进料的一侧,第二推料件设置于转辊上用于推动工件,第二驱动件的输出端与转辊连接,第二驱动件驱使转辊转动。
17、通过采用上述技术方案,当工件通过抛光机构到第二支撑件上时,第二驱动件驱使转辊转动至使第二推料件推动工件,使工件通过第二推料件压缩弹性件。
18、可选的,下料机构还包括滑动件,滑动件滑动连接于第二支撑件上,滑动件的宽度大于推动件的宽度。
19、通过采用上述技术方案,工件通过抛光机构传送至第二支撑件上,工件对滑动件进行推动,由于滑动件的宽度大于推动件,使得工件能够更好地对滑动件进行推动,从而通过滑动件对推动件进行推动。
20、可选的,下料机构还包括导向件,导向件连接于滑动件贴合第二支撑件的一侧,第二支撑件开设有导向槽,导向件滑动于导向槽内。
21、通过采用上述技术方案,通过导向件的设置,使得滑动件被工件推动的过程中,滑动件向推动件方向推动的距离更加均匀,使得滑动件能够更好地对推动件进行推动;两个导向件能够使得滑动件的滑动方向更加准确。
22、可选的,第一支撑件沿上料架间隔设置至少两个。
23、通过采用上述技术方案,通过多个第一支撑件的设置,能够将工件放置在不同的第一支撑件上,使得第一驱动件能够驱使不同的第一支撑件上升到相应的位置,能够增加上料架的工件承载量,能够减少工人的上料次数,提高效率。
24、可选的,上料机构还包括若干定位条,每一第一支撑件上间隔连接有两个定位条。
25、通过采用上述技术方案,通过定位条的设置使得工作人员可以直接将工件放置于两定位条之间,使得工作人员能够更方便地将工件进行摆放的同时,使得工件的上料位置更加准确。
26、可选的,第一支撑件上下滑动连接于上料架上;
27、上料机构还包括传感器、第一驱动件以及第一控制器,传感器和第一驱动件均与第一控制器信号连接;传感器安装于第一支撑件与第一驱动件之间,用于感应第一支撑件上工件的重量;第一驱动件用于驱动第一支撑件的滑动;第一控制器根据传感器发送的传感信号控制第一驱动件驱动第一支撑件滑动。
28、通过采用上述技术方案,当第一推料件将工件推向抛光机构后,第一支撑件上工件的重量减少,传感器感应到第一支撑件上工件的重量减少后,发射传感信号至第一控制器,第一控制器收到传感信号,第一控制器发出信号控制第一驱动件驱使第一支撑件向上移动相应距离使下一个工件对准抛光机构的位置,使得第一推料件能够对下一个工件准确地上料。
29、可选的,还包括上料底座与下料底座,上料底座设置于抛光机构的进料口处,下料底座设置于出料口处,上料架推送至上料底座上与上料架可拆卸连接,下料架推送至下料底座上与下料底座可拆卸连接。
30、通过采用上述技术方案,当上料架上的工件全部被推送后,可以将上料架拆卸下来更换下一个预放满产品的上料架,在下料架装满后,可以将下料架拆卸下来,更换新的下料架用于收集工件,可以及时地进行上下料的衔接,以提高工件的加工效率。
31、综上所述,本技术包括以下至少一种有益效果:
32、1.将第一个工件放置在抛光机构上进行加工,第一个工件经过加工被传送至下料机构,当第一个工件被传送至下料机构的第二支撑件上时,第二支撑件由于重力作用下滑,第二支撑件下滑一定距离后通过固定件固定,此时感应器感应到第二支撑件的距离改变,感应器发送信号,第二控制器感应到感应器发送的信号后控制第一推料件推送第一支撑件上的工件进行加工;以此循环,第二支撑件每一层分别对一个工件进行收集,通过第二支撑件的下滑来控制第一推料件对工件的上料;上料架与下料架之间通过感应器与第一推料件的配合,能够减少设备制造成本的同时,工人无需不停地进行上料和下料操作,能够有效减少工人的工作强度,提高工件整个加工过程的效率;
33、2.感应器感应第二支撑板靠近,感应器的信号输出端口发送信号至第二控制器的第一端口接收,第二控制器根据感应信号检测到第二支撑板靠近时,第二控制器的第二端口发送信号至第一推料件,第一推料件接收信号进行推料。
- 还没有人留言评论。精彩留言会获得点赞!