一种铝合金叶片钎焊缝表面气孔损伤修复方法与流程
本发明属于激光熔覆焊接领域,具体涉及一种铝合金叶片钎焊缝表面气孔损伤修复方法,即针对铝合金叶片钎焊缝表面气孔损伤的激光熔覆修复方法。
背景技术:
1、发动机导向叶片由锻造铝合金(ld2)制成。ld2合金是铝-镁-硅系可热处理强化的铝合金,含有少量的铜合金元素,在进行固溶热处理和时效后,具有中等强度和较高的塑性,硬度为107hb~110hb。为保证导向叶片的整流作用,叶片设计有内腔结构,并采用钎焊方法进行连接。但在使用过程中,由于叶片长期处于冷热循环的环境,并承受较大的振动应力,导致叶片钎焊缝位置出现连续的气孔,降低了热空气对叶片的加热效率;同时,钎料的缺失也降低了叶片的结构强度。气孔数量、深度和长度均超过了工艺范围,漏气故障率超15%,严重影响发动机的使用安全。
2、原叶片钎焊缝采用氧乙炔火焰钎焊制备,在钎焊缝的内部带有气孔。叶片在使用的过程中,由于受到振动应力、离心应力以及腐蚀的作用,气孔持续扩大,甚至延展至表面,形成与内腔相连的通道,导致漏气故障。首先,钎焊缝无法再次采用火焰钎焊的方法进行修复,因为钎焊缝气孔内壁附着了大量氧化物、油污,会严重阻碍原钎料与新钎料的熔合;其次,钎焊缝也无法采用氩弧焊进行修复,因为钎料熔点较低,但氩弧焊热输入量大,在受热的过程中会发生钎料重熔,并出现整条钎焊缝脱离基体的情况,反而损伤叶片。因此,现有铝合金叶片常使用备件或进行串件修复,成本较高。
3、目前,研究人员对激光熔覆技术用作修复和表面改性等方面做了大量的研究,但是大都集中在钢铁材料、高温合金和钛合金领域。由于铝合金在熔覆的过程中容易产生裂纹和气孔,因此对铝合金的研究较少,且均停留在工艺验证、理论试验方面,未见工程化应用的报道,距离工业应用阶段仍缺少数据支撑及验证。
4、因此,迫切需要寻求一种安全有效的修复手段,确保叶片使用的安全性与可靠性,鉴于上述问题,提供了一种铝合金叶片钎焊缝表面气孔损伤修复方法。
技术实现思路
1、为解决上述背景技术中提出的问题,本发明提供一种铝合金叶片钎焊缝表面气孔损伤修复方法,采用热输入量较小的激光熔覆技术对钎焊缝表面气孔进行修复。
2、为实现上述发明目的,本发明的技术方案为:
3、一种铝合金叶片钎焊缝表面气孔损伤修复方法,其特征在于,包括以下步骤:
4、步骤1:化学处理
5、步骤1.1:将铝合金叶片的待修复部位放入cro3+h3po4溶液中静置,去除硬质阳极化膜;
6、所述待修复部位为包含钎焊缝表面气孔损伤的部位;
7、步骤1.2:使用流动的清水将步骤1.1处理后的铝合金叶片冲洗干净;
8、步骤1.3:因为铝合金在硝酸中会产生钝化效果,且不会腐蚀铝合金基体材料,因此将铝合金叶片进行硝酸出光并静置,进一步去除步骤1.1中未彻底去除的旧硬质阳极化膜,直至露出铝合金基体材料;
9、步骤2:机械打磨
10、将步骤1化学处理后的铝合金叶片的钎焊缝表面气孔内壁表面充分打磨,并将叶片基体和钎焊缝表面打磨至光亮,再使用丙酮或酒精清洁钎焊缝表面气孔和钎焊缝表面的打磨部位;
11、步骤3:对钎焊缝表面气孔单点填充
12、步骤3.1:利用激光熔覆工艺,采用单点出光的方式将激光熔覆粉末填充在钎焊缝表面气孔内;
13、所述激光熔覆粉末为与铝合金叶片基体材料热膨胀系数和抗裂性相匹配的材料,可通过材料手册查找,与铝合金叶片基体材料热膨胀系数相近的,以及抗裂性能较好的材料;
14、步骤3.2:将单点填充高于基体部位的熔覆层打磨至与基体齐平;
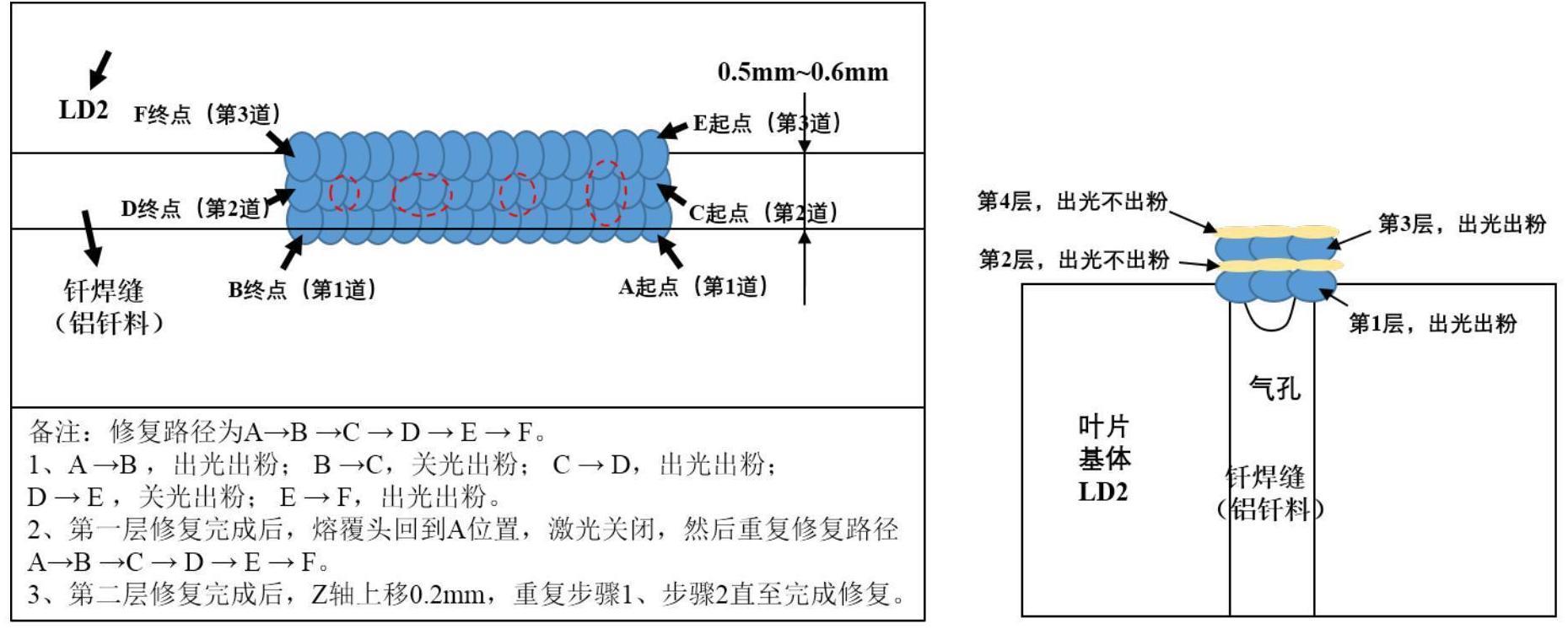
15、步骤4:采用多层多道搭接的方式,对叶片基体、钎焊缝以及单点填充的熔覆层进行块状熔覆:
16、步骤4.1:根据钎焊缝的宽度,确定熔覆层数,其中奇数层为出光出粉模式,偶数层为出光不出粉模式,两种模式交替熔覆;
17、根据钎焊缝表面气孔的孔径大小,确定每一层熔覆层中的搭接通道数量;其中,熔覆头在扫描通道中扫描时为出光出粉模式,熔覆头在切换扫描通道时为关光出粉模式;
18、步骤4.2:熔覆头进行出光出粉模式,从第一条扫描通道的起点出发,沿扫描通道扫描至终点,扫描结束后,熔覆头从扫描通道的终点出发,切换到第二条扫描通道的起点,然后再沿扫描通道进行扫描,直至将该熔覆层的全部搭接通道扫描完成,完成第一层修复;
19、步骤4.3:熔覆头进行返程,返回最初的扫描通道起点,返程过程出粉不出光;
20、步骤4.4:熔覆头进行出光不出粉模式,重复步骤4.1的路径,完成第二层修复;
21、步骤4.5:熔覆头z轴上移,依次重复上述步骤4.1至步骤4.3,直至完成修复;
22、步骤5:将高出铝合金叶片基体的熔覆层打磨至于基体齐平,使其符合叶片型面设计;
23、步骤6:对铝合金叶片(含熔覆区域)重新进行铬酸阳极化处理,并使用流动的清水冲洗干净,提高叶片表面耐腐蚀性。
24、进一步地,步骤1.1中,cro3+h3po4溶液中,cro3的质量浓度为20g/l~30g/l,h3po4的质量浓度为50g/l~80g/l;
25、静置时间为2-3分钟。
26、进一步地,为了防止在熔覆过程中产生裂纹和气孔类缺陷,在步骤3.1中,所述激光熔覆粉末的牌号为alsi10mg,粉末粒径为50μm~150μm;在使用前采用120目筛网对粉末进行筛分,目的是将粗大的粉末颗粒进行筛分。该粉末铸造性能、焊接性能良好,成型后室温强度较高,组织稳定性较好,成型后其硬度能达到107hb,与基体硬度相当,能够满足使用要求;
27、进一步地,为了防止在熔覆过程中产生裂纹和气孔类缺陷,使微观组织更加致密,获得更高的强度和性能,步骤3.1中,将激光熔覆头定位于钎焊缝表面气孔上方,在单点填充时保持激光熔覆粉末持续稳定送出,并使用多次单点填充的方式以保证熔覆层与基体或钎焊缝搭接;
28、具体工艺参数为:
29、送粉速率为0.6r/min~0.8r/min,送粉气5l/min~6l/min,约束气8l/min~10l/min,镜头保护气7l/min~9l/min激光功率为900w~950w,单点出光时间为300ms~500ms;根据表面气孔大小,调整激光功率大小和出光时间。
30、进一步地,为了防止在熔覆过程中产生裂纹和气孔类缺陷,使微观组织更加致密,获得更高的强度和性能,步骤4的具体工艺参数为:
31、送粉速率为0.6r/min~0.8r/min,送粉气5l/min~6l/min,约束气8l/min~10l/min,镜头保护气7l/min~9l/min,激光功率950w~980w,扫描速率为140mm/min~200mm/min,返程速率为300mm/min,搭接率为30%~50%,返程过程出粉出气不出光,熔覆头复位返程结束后将z轴抬高0.2mm,进行下一层熔覆。
32、进一步地,步骤2与步骤3之间间隔不超过5分钟。
33、进一步地,步骤1.3中,在硝酸出光槽中静置4-5分钟。
34、进一步地,步骤2中,采用顶针对钎焊缝表面气孔内壁进行打磨;
35、采用砂纸对铝合金基体和钎焊缝表面进行打磨。
36、进一步地,步骤5中,使用砂轮抛光机进行打磨。
37、同时,本发明还提供了一种铝合金叶片,其采用上述的方法对其钎焊缝表面气孔损伤进行修复。
38、本发明的构思及原理:
39、待维修铝合金叶片钎焊缝气孔故障形式如图1所示,因为待维修的铝合金叶片钎焊缝气孔内壁附着了大量氧化物、油污,会影响熔覆层结合。此外,钎焊缝表面和叶片基体表面存在硬质阳极化膜也会影响激光熔覆结合;所以,本发明第一步采用化学处理+机械打磨的方法使铝合金叶片待熔覆部位露出金属光泽,保证激光熔覆结合质量。
40、为保证粉末受热熔化后能顺利流入气孔内部,并与气孔内壁实现冶金结合,本发明第二步采用单点出光的方法,将气孔填充起来,因为单点出光能够保证气孔的准确填充,并且其热输入量小,因而能够有效防止钎焊缝受热后熔化,防止气孔尺寸进一步扩大。
41、在气孔填充完成后,为保证局部填充材料在发动机振动应力作用下不会发生脱落,本发明在单点填充的基础上,将单点填充高于基体部位的熔覆层打磨至与基体齐平,第三步采用多层多道搭接的方式进行块状熔覆。块状熔覆接触面包括单点填充的熔覆层、钎焊缝以及单点填充熔覆层周围的叶片基体,目的是防止局部填充脱落,并增加结合强度,块状熔覆后叶片形貌如图5所示。
42、块状熔覆完成后,为保证维修后的叶片符合叶片型面设计以及提高叶片表面耐腐蚀性,本发明最后将高出铝合金叶片基体的熔覆层打磨至与基体齐平;并将铝合金叶片重新进行铬酸阳极化处理,恢复铝合金叶片的保护膜。
43、与现有技术相比,本发明具有以下有益效果:
44、1.本发明针对铝合金叶片钎焊缝表面气孔类缺陷,提出一种行之有效、可操作性强、操作工艺简单、修复效果良好的激光熔覆修复方法,对叶片钎焊缝表面气孔损伤的适应性较强,不仅能保证钎焊缝与基体的强度不受影响,还能保证修复层与原叶片基体结合良好,两者硬度相当。
45、2.本发明克服了铝合金钎焊缝表面缺陷修复技术瓶颈,恢复导向叶片的结构性能,解决备件紧缺难题,降低了叶片修复成本;同时,提高了发动机的使用稳定性、质量稳定性和使用可靠性。
46、3.为保证修复质量,本发明的焊前处理采用了化学处理和机械打磨的方法,更大程度上去除钎焊缝内孔表面氧化物以及腐蚀产生的污染物,避免影响熔覆质量,提升产品修理的安全可靠性。
47、4.本发明采用激光熔覆技术对钎焊缝表面气孔进行修复,相较于氩弧焊热输入量小,避免了钎焊缝的重熔,不会导致修复部位钎料重熔与基体脱离。熔覆后表面阳极化无裂纹和断层,气孔数量较少,也不会损伤基体强度,保证熔覆层与基体、熔覆层与钎焊缝的结合良好。
48、5.本发明优化了激光熔覆修复路径,采用了单点填充与块状搭接熔覆相结合的方法,保证熔覆粉末受热熔化后能流入气孔,与气孔内部充分结合,并填充气孔,在现有技术上进行了创新。在块状搭接中奇数层为出光出粉模式,偶数层为出光不出粉模式,两种模式交替搭接,使微观组织更加致密,熔覆质量更好,节约了焊接修复成本、缩短了修复时间,有效保证了叶片的使用安全。
49、6.本发明突破了铝合金自身对激光(白光)的吸收率较低,工艺窗口较窄、导热系数大、散热快等难点,摸索出一套工艺参数,并进行应用,为国内铝合金叶片激光熔覆修理工程化应用提供了工程化应用案例。
50、7.本发明优选牌号为alsi10mg的激光熔覆粉末,其铸造性能、焊接性能良好,成型后室温强度较高,组织稳定性较好,成型后其硬度能达到107hb,与基体硬度相当。
51、8.本发明也可推广至其他铝合金结构表面划伤和磨损类故障的修复。
- 还没有人留言评论。精彩留言会获得点赞!