一种粉末床熔融成型装置
本发明属于粉末床熔融成型设备,涉及一种粉末床熔融成型装置。
背景技术:
1、slm技术在最近几年已经成为非常重要的用于制造复杂零部件的技术,具有制造几何精度较高,成型过程便捷,成型质量致密、多种材料复合的优点。但是目前slm技术和设备大多被垄断,设备和加工材料成本高,限制了slm技术的发展和推广;国内现有的slm设备的结构不够简洁,铺送粉精度低,致使成型零件精度差。
2、目前,国内研发的激光选区熔化设备主要是采用下送粉机构,下送粉机构主要组成有供料缸装置、回收缸装置、成型缸装置等组成,工作流程如下:首先成型缸传动系统电机运转通过滚珠丝杠带动成型平面下移所需粉末层厚度的距离,然后供料缸再次通过滚珠丝杠带动送粉平台竖直方向移动一定距离,为能够提供足够的铺粉所需要的粉末量,送粉缸的竖直方向移动主要有两种方式:1、如果成型缸的激光扫描平台平面面积小于送粉缸送粉层平面面积时,那么送粉缸通过滚珠丝杠的竖直方向运动的距离小于成型缸扫描平台下降距离;2、如果成型缸扫描平台面积与送粉缸面积等大时,那么上升距离等于送粉缸平台运动距离。在供料缸竖直方向上移一定等体积粉末的距离后,铺粉机构开始运动,辊筒从供料缸一端向另一端进行铺粉,多余的粉末则由辊筒推挤到平台末端的粉末回收箱。而后辊筒停止运动,高能激光通过振镜控制扫描出当前粉末层的成型轮廓,扫描加工完成后,进行下一将要激光扫描层的铺粉,再次进行激光扫描熔融成型,不断重复上述流程,最终打印出实体零件。
3、但是下送分方式存在不足:送粉结构复杂,仅仅一个储粉机构,只能一次粉末量足够才能打印出零件,占用空间大,成本较高;零件打印过程中,不能够进行粉末补充;供粉缸在激光扫描过程中不进行运动,需要铺粉机构复位后才进行供粉运动,增加额外的等待时间。下送粉方式目前市场上通常采用活塞缸式,此方式的优势是仅仅进行供粉缸内部的升降运动就能够实现供粉,供粉量容易控制。这种方式额外增加了铺粉机构复位时间,同时供粉缸容量应必须大于成型缸容量,增加了粉末床熔融设备的体积。
4、回收缸的作用是暂时存储辊筒推来的多余粉末,考虑到在加工过程中不能去除回收箱,因此回收箱的总体体积应大于成型缸的最大容积。文献“谭天汉.异质材料选区激光熔化的成形过程仿真研究及设备结构设计[d].北京理工大学,2015”采用了方形回收缸结构,在回收箱上开设一个和管道配合的孔,用来连接抽气结构,使粉末能够顺利送进回收箱,但是,此结构不能方便快捷地将回收粉末取出。
5、上送粉方案是将储粉机构放置在成型缸成型平面的上面,此时送粉不需要外力作用,仅仅在重力作用下就能够进行撒粉,不在需要供料缸的滚珠丝杠等上升驱动机构。上送粉方式按照送粉位置分为外置送粉漏斗和送粉盒的两种方案。外置送粉漏斗方案的供粉机构位于成型仓外,不在选区激光熔化设备的内部腔体,而且在激光熔化粉末进行成型过程中能够进行供粉。然而,粉末颗粒较小,质量较低,容易飞扬,在激光熔化过程中会造成无法监测,成型腔体内较为混杂,此种供粉方案缺陷太大,需要额外安装粉末收集装置。送粉盒方案是将送粉盒安装在成型腔体内部,此种方案没有粉末飞扬溢出,但是会使成型腔体体积增大。
6、文献“李志伟.激光选区熔化快速成型设备结构设计[d].南京理工大学,2016”设计出储粉料斗,该装置能够储存成型零件所需要的足够的粉末量,但是不能够在成型过程中进行添加粉末,增大了选区激光熔化设备的制造体积和制造成本。
技术实现思路
1、本发明要解决的技术问题是:提供一种粉末床熔融成型装置,以解决现有技术中存在的技术问题。
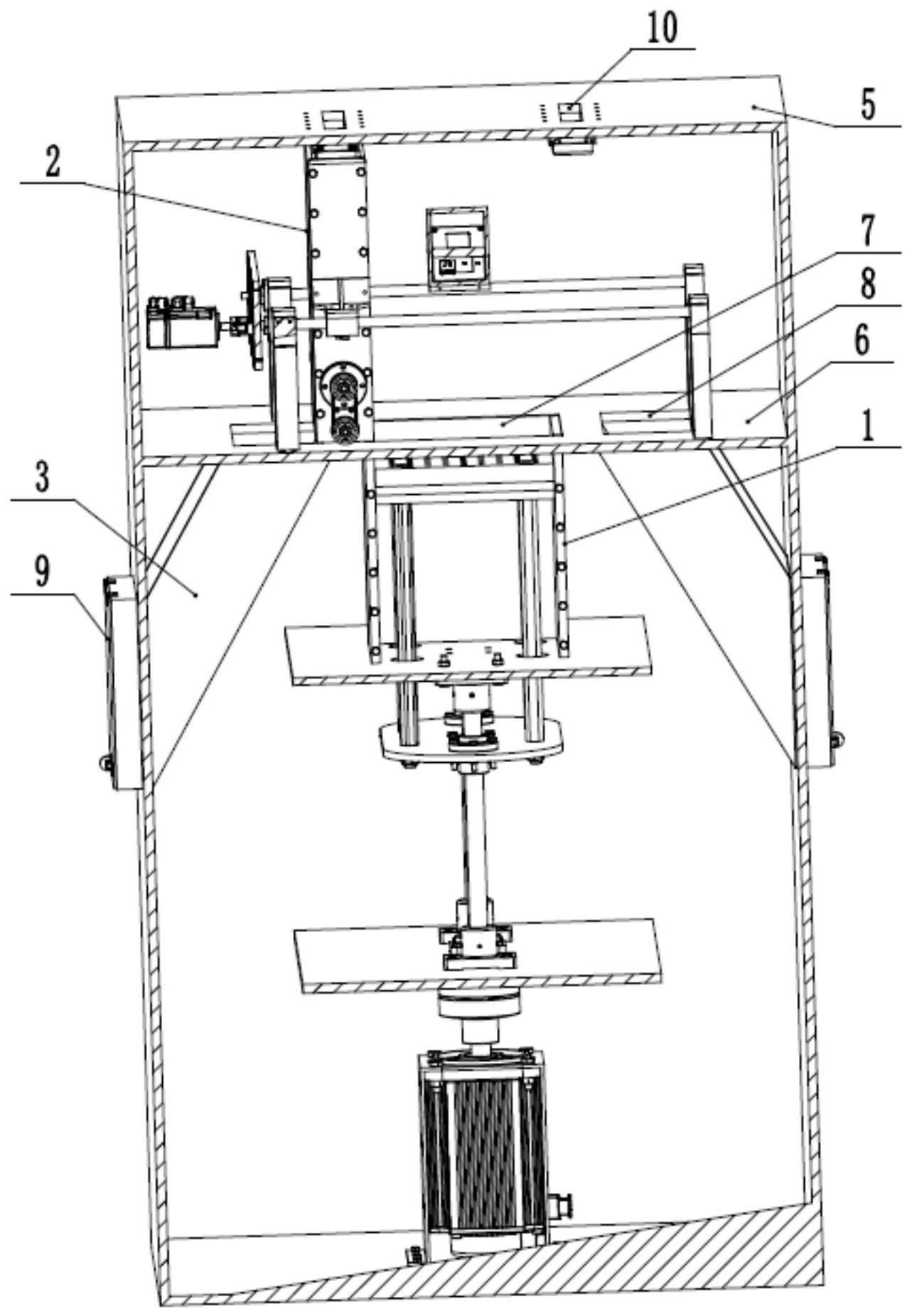
2、本发明采取的技术方案为:一种粉末床熔融成型装置,包括成型缸系统、双向供粉铺粉机构和粉末回收箱,成型缸系统上方安装有左右移动的双向供粉铺粉机构,成型缸系统两侧设置有粉末回收箱,成型缸系统正上方还安装有融化粉末成型的激光束扫描系统。
3、进一步地,上述双向供粉铺粉机构包括粉末盒、粉末送料辊压机构和粉末盒驱动机构,粉末盒为上下两端开口的盒体,下端内部安装有粉末送料辊压机构,粉末盒连接有驱动其左右移动的粉末盒驱动机构。
4、进一步地,上述一种粉末床熔融成型装置还包括两个上料仓,两个上料仓安装在成型缸系统上方两侧,且能够对接到双向供粉铺粉机构的粉墨盒上端。
5、进一步地,上述粉末送料辊压机构包括供粉辊和辊筒,供粉辊沿其柱面长度方向设置有多条条形凹槽,粉末盒内下部设置有出料口,出料口下发设置为弧形面,弧形面与供粉辊柱面密封贴合,供粉辊下方两侧分别设置有一下料通道且与两下料通道之间封堵块上端的弧形凹槽密封贴合,辊筒旋转连接在封堵块下方且辊筒的柱面高出粉末盒下端,辊筒和供粉辊共同连接到一个动力机构或独立驱动机构。
6、进一步地,上述条形凹槽长度方向的两侧面为喇叭口结构。
7、进一步地,上述动力机构包括送料驱动电机,送料驱动电机通过电机架安装在粉末盒后侧且电机轴与供粉辊的转轴一端固定连接,转轴另一端通过同步带机构连接到辊筒的旋转轴。
8、进一步地,上述成型缸系统的成型缸安装在安装箱中上部设置的安装板上且安装板处设置粉末铺设通孔,安装板左右两侧分别设置有两个回收粉料通孔,粉末回收箱正对回收粉料通孔安装,双向供粉铺粉机构安装在安装板上。
9、进一步地,上述粉末回收箱下端连接到安装箱侧壁的开孔处,粉末回收箱下端设置有能够打开的封盖板。
10、进一步地,上述上料仓安装在安装箱顶部的上料口处,上料仓为条形方框结构,底部一周套接有上料凸环,上料凸环两侧设置有外凸条,上料凸环上端嵌入到连接在安装箱顶部设置的卡槽内,上料凸环上端通过弹簧弹性伸缩安装箱顶部,上料凸环底部侧壁为弧形结构,粉末盒上端侧壁为截面弧形结构,上料凸环一周能够密封嵌入到粉墨盒内。
11、进一步地,上述粉末盒驱动机构包括一对丝杠丝母副、同步带轮、同步带和铺粉驱动电机,一对丝杠丝母副通过两对轴承座旋转连接在安装箱内的安装板上且对称布置,其中一个丝杠丝母副的丝杆连接有铺粉驱动电机,铺粉驱动电机通过电机架安装在安装箱内,一对丝杠丝母副的两个丝母固定连接在两个驱动臂上,两个驱动臂不到连接在粉墨盒两侧壁中部。
12、工作原理为:首先将供粉盒输入适量的金属粉末,启动双向供粉铺粉机构,供粉辊上带有凹槽结构,由电机旋转带动金属粉末落下,通过带传动,供粉辊将旋转运动传递到辊筒,辊筒将落在成型缸基板上的成型层金属粉末进行压实,然后根据成型层的工艺流程进行激光束扫描,在扫描过程中,采用工业相机进行成型质量的检测,成型出当前层的实体,辊筒推动多余金属粉末进入粉末回收箱,降低原材料成本,而后成型缸传动系统带动基板下降一个图层厚度,双向供粉铺粉机构进行反方向铺粉,如此循环往复。
13、本发明的有益效果:与现有技术相比,本发明的效果如下:
14、1)本发明采用上方双向供粉铺粉,提高熔融成型效率,而且移动到一侧不影响激光束扫描系统的成型,等待时间能够进行加粉,提高整个设备的作业效率;
15、2)设置集成的供粉铺粉机构,条形的粉末盒,在粉末送料辊压机构的送粉和辊压下采用驱动机构进行行走,完成来回运行,送粉铺粉精确可靠;
16、3)双侧上粉仓能够提升输入储存粉末的粉末盒粉末的效率,减少送粉时间,且设计了安装有弹簧的自动伸缩上料凸环,能够在铺粉完成后,激光扫描过程中将外部粉末输送到粉末盒中。相比通常的上送粉方式机构,极大减少了粉末盒的体积,提升了零件的成型效率,上料凸环密封粉末盒进粉口,避免粉末飞出的问题;
17、4)根据目前铺粉方式的缺点,同时为提升送粉和铺粉效率,改变以往设备中单向铺粉需要复位时间较长,导致成型效率低的缺点,设计出能够双向铺粉的辊筒、供粉辊传动集成的送粉铺粉装置,根据计算得出送粉盒底部与成型粉末层的最佳距离,计算出供粉辊和辊筒的合适直径;采用共用一个动力机构,减少设备占用空间,节省成本,便于控制;采用同步带带动辊筒和供粉辊,能够起到一定的隔离振动传递的作用,避免因震动导致的扬尘问题;采用独立的驱动机构,方便进行铺粉产生凹坑重新铺粉和多次重复辊压,提高密实度更好;
18、5)为避免铺粉机构在平动时应受力不平衡影响铺粉效果,采用同步带传动和滚珠丝杠结合的方式进行电机到铺粉装置的运动转换;
19、6)倾斜回收箱结构,并通过封盖板封闭下端,便于回收粉末后取出;
20、7)双丝杠驱动,双丝杠一方面起到支撑导向作用,另一方面起到动力传送,安装在侧壁中部,整体设备重心下移,行走更加稳定。
- 还没有人留言评论。精彩留言会获得点赞!