一种CSP产线600MPa级薄规格易焊接高强钢及其制造方法与流程
本发明涉及微合金化钢制造领域,具体地指一种利用短流程热轧产线制造厚度规格1.2~4.5mm的屈服强度≥600mpa,抗拉强度≥700mpa,断后延伸率≥20%的经济型易焊接高强度热轧薄钢板的生产制造方法。
背景技术:
1、通过提高钢板强度实现结构轻量化,从而达到降耗节能,减轻工人劳动强度等效果,已经成为现代钢铁材料发展的必然。对于一般结构用钢,随着材料强度的提升,其塑性水平呈下降趋势。塑性表征着材料变形能力,过低的塑性会直接影响到用户零件结构的成形,容易发生开裂等问题,导致材料不可用。同时,材料的可焊性也影响着材料在用户端的推广。如何采用极致低成本稳定批量生产同时具备强度、塑性以及较好焊接性能的产品,也成为钢铁行业研究的难点。
2、屈服强度600mpa级高强度钢在各钢厂及高校中都开展了研究和制造。cn103255342a公开了600mpa级高强度热连轧结构钢及其制造方法,cn107236905a公开了一种600mpa级高强度低屈强比结构钢板及其制造方法,cn101538680a公开了一种生产屈服强度600mpa级高强钢的方法,cn102766820a公开了一种屈服强度高于600mpa的矿井救生舱用热轧带钢及制备方法,cn115558845a公开了一种600mpa级农机机架用高强钢及其制备方法,其屈服强度都能达到600mpa级,但设计成分中含有cu、ni、v、mo、nb等贵重合金,导致整体生产成本居高不下。如何开发一种同时具备高强度、高塑性、易焊接,同时兼具经济性和实用性的低合金高强钢材料,具有相当难度。
技术实现思路
1、本发明主要的技术问题在于采用极致低成本的方法生产一种屈服强度≥600mpa级热轧高强钢,一方面保证高强度(屈服强度≥600mpa,抗拉强度≥700mpa),同时实现高塑性(断后延伸率≥20%)和较好的可焊性。
2、本发明为解决上述提出的问题所采用的技术方案为:
3、一种csp产线600mpa级薄规格易焊接高强钢的制造方法,生产工艺流程包括:转炉冶炼、lf钢包炉单精炼、薄板坯连铸连轧、层流冷却和卷取、轧后堆垛缓冷,具体步骤如下:
4、1)经过转炉冶炼后进入lf炉单精炼处理。精炼过程进行合金化处理后的钢水的化学成分重量百分比含量:c:0.03~0.05%,si:≤0.15%,mn:0.5~0.6%,p:≤0.020%,s:≤0.006%,ti:0.06~0.08%,als:0.02~0.05%,n≤0.006%,余量为fe及不可避免的杂质;
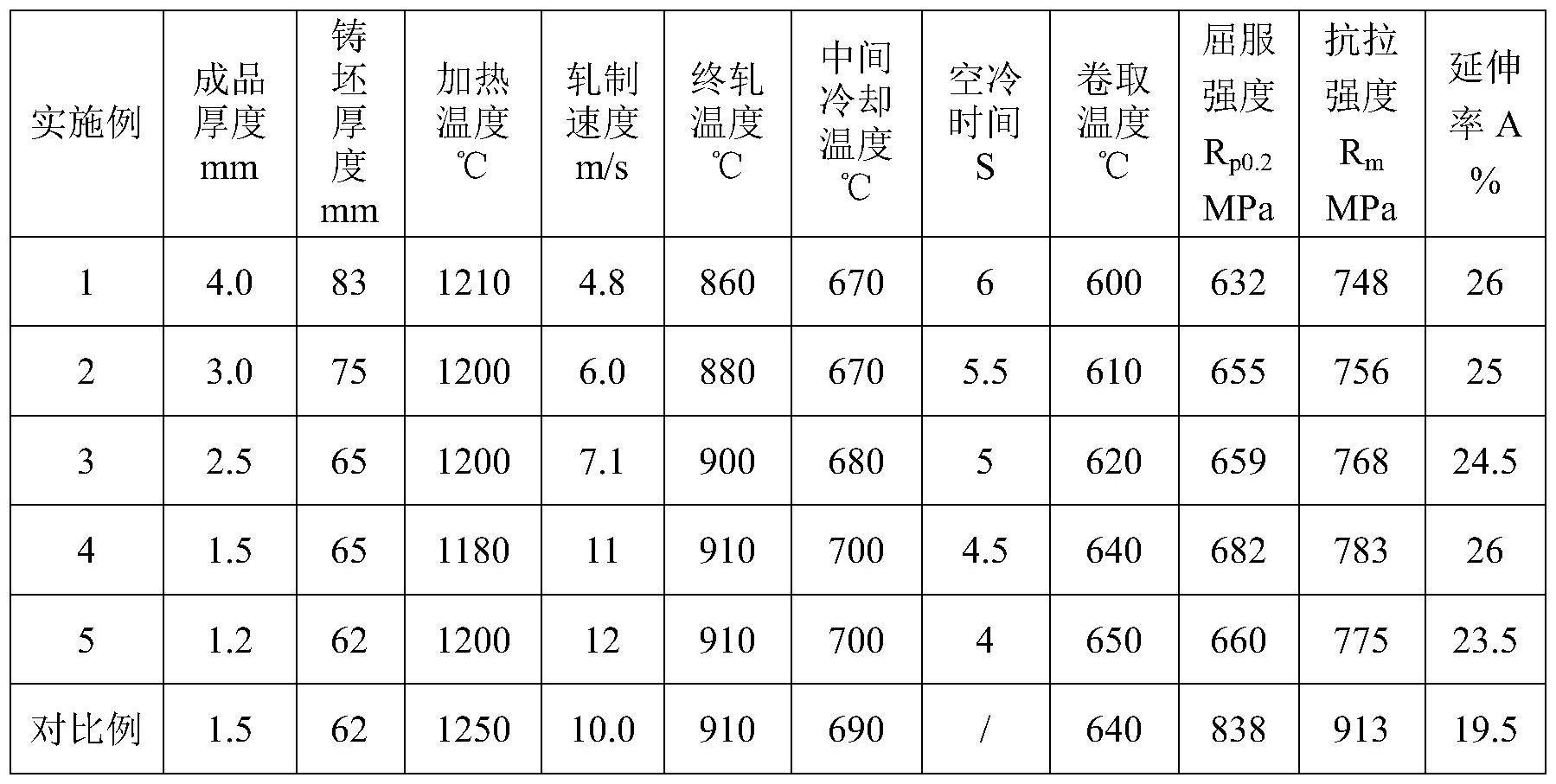
5、2)将钢水进行薄板坯连铸连轧生产:浇铸的钢坯厚度60~85mm;铸坯在均热炉内进行加热,加热温度控制在1180~1210℃;在7机架精轧机中进行轧制,精轧开轧温度≥1050℃,前三道次压下率≥50%,f4道次压下率≥35%,f5道次压下率≥30%,终轧温度控制在860~930℃,轧制厚度1.2~4.5mm;
6、3)层流冷却并卷取:采用两段式冷却,第一段冷却水冷速度为70~120℃/s,冷却至中间温度670~700℃,空冷4~6s,然后再水冷至590~650℃进行卷取;
7、4)钢卷下线后在钢卷库进行集中堆垛缓冷,避免放在风口。
8、按上述方案,步骤2)中,根据成品厚度,轧制速度控制在3.0~12.0m/s进行轧制,是为了保证通卷工艺的稳定性,保证整体性能稳定。
9、上述方法生产的600mpa级薄规格易焊接高强钢的实物性能如下:屈服强度≥600mpa,抗拉强度≥700mpa,延伸率≥20%,碳当量ceq<0.2;实物成品的厚度为1.2~4.5mm,优选1.2~2.5mm。
10、本发明中各组分及主要工艺的作用及控制的理由:
11、碳:碳是最经济的强化元素。但是如果碳含量大于0.07%,则不能满足材料的良好成形性能,同时还会使钢水在浇铸过程中发生包晶反应,增加连铸漏钢风险,同时碳含量会影响钢材的焊接性能。基于上述考虑,将碳含量限定在0.03~0.05%范围。
12、硅:硅可以净化铁素体,避免冷却时粗大碳化物的生成,但是硅也容易形成fe2sio4并在钢坯表面与feo形成共析产物,并凝固成锚状结构,使feo难以去除,影响最终表面质量。所以将硅含量限定在≤0.15%范围。
13、锰:锰是提高强度和韧性最有效的元素,可有效的推迟珠光体转变。如果其含量小于0.5%,则不能满足材料600mpa强度要求;但是添加过量的锰,同样容易导致钢水包晶反应,造成连铸裂纹等质量问题;锰元素对材料的焊接性能也有影响;在满足600mpa强度级别的基础上,同时具备良好的可焊性,将锰含量限定在0.5~0.6%范围。
14、钛:钛的析出强化效果突出,是保证钢材强度的经济有效元素,ti合金元素添加量过高容易产生过多的tin硬质颗粒,影响材料的成形性能,ti含量添加过少不能满足材料的强度要求,本发明在上述碳含量和锰含量一定的前提下,将钛含量范围设计在0.06~0.08%。
15、磷:磷容易产生中心偏析,影响成形性能;适当的p含量可以降低炼钢成本;经多方综合考虑,本发明中将磷含量控制在≤0.020%。
16、铝:作为冶炼过程有效的脱氧剂,同时具有一定的细化晶粒作用,提升钢材强度,但也容易形成al2o3夹杂物。在本发明中将铝含量控制在0.02~0.05%。
17、硫、氮:容易与钢中ti结合,影响ti的强化效果,同时会极大影响钢材的塑性;较严格的硫和氮的要求会导致炼钢成本增加。在本发明中将硫控制在≤0.006%,氮控制在≤0.006%。既能够满足600mpa强度的要求又能以较低成本生产该材料。
18、除了对以上化学成分的范围作了限定以外,从提高材料成形性、经济性的观点出发,本发明未添加nb、cu、ni、mo等贵重合金元素。
19、对本发明主要工艺的控制进行说明如下:
20、将钢水进行薄板坯连铸连轧生产:浇铸的钢坯厚度60~85mm;铸坯在均热炉内进行加热,加热温度控制在1180~1210℃;在7机架精轧机中进行轧制,精轧开轧温度≥1050℃,前三道次压下率≥50%,f4道次压下率≥35%,f5道次压下率≥30%,终轧温度控制在860~930℃,轧制厚度1.2~4.5mm。其中,钢坯厚度设定为65-80mm,主要是结合产线轧机负荷和不同成品厚度进行考虑;铸坯在均热炉内进行加热,加热温度控制在1180~1210℃主要是结合本发明成分设计特点考虑合金碳化物的回熔以及防止奥氏体晶粒长大考虑;在精轧机中进行轧制,前三道次压下率≥50%,f4道次压下率≥35%,f5道次压下率≥30%,主要是结合成分特点和轧机负荷情况,采取尽可能大的累积变形,破碎铸态枝晶组织,起到均匀化和细化奥氏体晶粒的效果;终轧温度控制在860-930℃,在该温度区间形变可以使得奥氏体获得较大的形变储存能,为后续铁素体相变以及析出提供动力学条件以及形核点。
21、采用两段式冷却,第一段冷却水冷速度为70~120℃/s,冷却至中间温度670~700℃,空冷4~6s,然后再水冷至590~650℃进行卷取。第一段冷速定义在70~120℃/s,将奥氏体快速冷却到铁素体转变温度范围内,起到细化晶粒作用;冷却到中间温度670~700℃,空冷4~6s,是为了更多完成铁素体相变;第二段冷却到590~650℃进行卷取是为了ti充分析出,最大限度发挥析出强化效果。
22、本发明根据成品厚度,轧制速度控制在3.0~12.0m/s进行恒速轧制,是为了保证通卷工艺的稳定性,保证整体性能稳定。
23、相对于现有技术,本发明有益效果如下:
24、本发明与现有技术相比,所生产的屈服强度≥600mpa级的薄钢板带工艺成本和合金成本低,具备高强度、高塑性、易焊接等特性,可以满足用户辊压、折弯等多种成形工艺,同时具备优良的焊接性能,能够批量广泛应用于商用车上装车厢板和矩形管件、农用机械结构件等领域。
- 还没有人留言评论。精彩留言会获得点赞!