一种压气机壳覆膜砂水平浇注方法与流程
本发明涉及压气机壳覆膜砂,具体为一种压气机壳覆膜砂水平浇注方法。
背景技术:
1、压气机壳,涡轮增压器壳体中为压气机叶轮提供输气通道的部分,而压气机壳在制作时,需要用到覆膜砂进行浇注制作;
2、覆膜砂。砂粒表面在造型前即覆有一层固体树脂膜的型砂或芯砂。有冷法和热法两种覆膜工艺:冷法用乙醇将树脂溶解,并在混砂过程中加入乌洛托品,使二者包覆在砂粒表面,乙醇挥发,得覆膜砂;热法把砂预热到一定温度,加树脂使其熔融,搅拌使树脂包覆在砂粒表面,加乌洛托品水溶液及润滑剂,冷却、破碎、筛分得覆膜砂。用于铸钢件、铸铁件,覆膜砂主要采用优质精选天然石英砂为原砂,热塑性酚醛树脂,乌洛托品及增强剂为原料。根据用户的不同技术需求,在固化速度、脱膜性、流动性、溃散性、铸件表面光洁度、储存等方面适当调整配比。是汽车、拖拉机、液压件等最佳造型材料之一。而覆膜砂是制作坭芯和砂型加工的重要原料之一。
3、目前,市面上在进行坭芯和砂型制作时,通常坭芯会采用覆膜砂,砂型采用树脂砂冷芯盒生产,在实际使用中,会把加工完成的坭芯和砂型放入到模具中,对模具进行金属液垂直浇注,因坭芯会采用覆膜砂加工制成,但砂型采用树脂砂冷芯盒生产,会使最终产品出现冲砂严重问题,且内部产品容易形成冷隔,致使产品废品率提高,当坭芯和砂型采用覆膜砂热芯盒时,情况得到大幅改善,但覆膜砂热芯盒内部温度不易控制,易出现坭芯和砂型外部焦化问题。
技术实现思路
1、本发明的目的在于提供一种压气机壳覆膜砂水平浇注方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种压气机壳覆膜砂水平浇注方法,包括以下步骤:
4、步骤一:搅拌,先将称取完成的原砂加热到200-300℃,然后将原砂分别与称取完成的树脂、乌洛托品水溶液和硬脂酸钙混合搅拌,经后续冷却破碎和筛分而成;
5、步骤二:破碎和筛分,将步骤一中制作完成的原料经过后续冷却,再经由后续破碎设备打碎,使打碎的原料经过筛分装置进行筛分,得到可使用的覆膜砂;
6、步骤三:制造坭芯和砂型,把制作完成的覆膜砂加热到200-300℃,装入到射砂机内部,覆膜砂通过射砂机进入到覆膜砂热芯盒内部,射砂压力在0.15-0.60mpa,当覆膜砂热芯盒内部射砂完成时,此时需要覆膜砂在覆膜砂热芯盒内部停留30-150s,当覆膜砂受热时包覆在砂粒表面的树脂熔融,在固化剂分解出的亚甲基的效果下,熔融的树脂由线性结构转变成不熔融的体型结构,从而使覆膜砂固化成型,致使覆膜砂可以在覆膜砂热芯盒内部成型;
7、步骤四,浇注,将步骤三制成的坭芯和砂型分别放入到压气机壳模具中,使金属液水平浇注到压气机壳模具中,此时经覆膜砂热芯盒制作的坭芯和砂型不会出现冲砂问题;
8、步骤五,成型,将金属液冷却时,此时打开压气机壳模具,取出成品压气机壳模具,对坭芯和砂型进行去除,同时后续对成品压气机壳进行外部打磨即可。
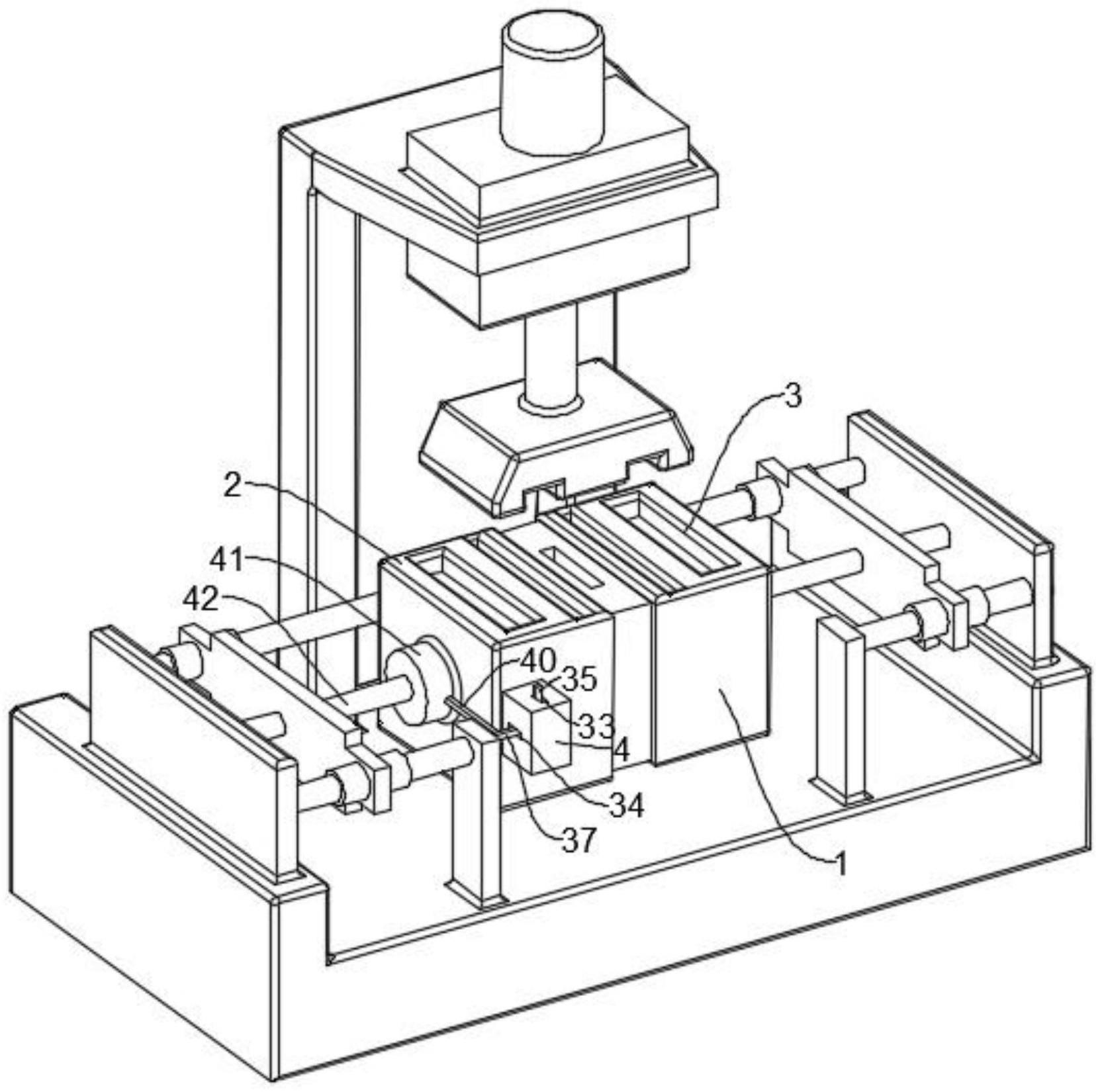
9、进一步的,所述步骤三中的覆膜砂热芯盒包括定模和动模,所述定模外壁固定连接有箱体,所述箱体内部固定连接有电机,所述电机输出轴一端固定连接有主动轴,所述主动轴一端固定连接有转板,所述转板外壁固定连接有滑块,所述箱体内部设有移动板,所述移动板外壁开设有滑槽,所述滑槽与滑块滑动连接,所述定模内部开设有第一凹槽,所述定模内部开设有第二凹槽,滑槽的加入,使滑块的运动轨迹得到限制。
10、进一步的,所述移动板外壁远离滑槽一侧固定连接有限位板,所述第一凹槽内部开设有限位槽,所述限位槽与箱体连通,所述限位板与限位槽滑动连接,所述限位板一端固定连接有齿条,移动板的加入,使滑块可以带动限位板运动。
11、进一步的,所述第一凹槽内部固定连接有转杆,所述转杆外壁固定连接有齿轮,所述转杆外壁固定连接有第一连接杆,所述第一连接杆一端铰接有第二连接杆,所述第二连接杆远离第一连接杆一端铰接有第三连接杆,所述第三连接杆一端贯穿于第二凹槽内部,所述第三连接杆与定模滑动连接,所述第三连接杆一端固定连接有挡板,第二连接杆的加入,使第一连接杆可以带动第三连接杆运动。
12、进一步的,所述第二凹槽内部固定连接有第一管道,所述第一管道一端贯穿于定模外壁,所述第一管道外壁固定连接有第一单向阀,所述第二凹槽内部固定连接有第二管道,所述第二管道外壁固定连接有第二单向阀,所述定模内部开设有环形槽,所述定模外壁固定连接有第三管道,第一单向阀的加入,仅允许气体从第一管道进入到第二凹槽内部。
13、进一步的,所述第二管道一端贯穿于环形槽内部,所述第三管道一端贯穿于环形槽内部,第二单向阀的加入,仅允许气体从第二凹槽进入到环形槽内部。
14、进一步的,所述主动轴外壁滑动连接有转盘,所述主动轴外壁固定连接有连接条,所述连接条一端贯穿于转盘内部,所述连接条与转盘滑动连接,所述转盘外壁固定连接有第一磁铁,所述第一磁铁一侧固定连接有移动杆,所述移动杆外壁固定连接有挤压杆,转盘的加入,使主动轴可以带动第一磁铁运动。
15、进一步的,所述箱体外壁固定连接有第一连接槽,所述第一连接槽与箱体内部连通,所述箱体外壁远离第一连接槽一侧开设有第二连接槽,所述第二连接槽与箱体内部连通,所述第一连接槽内部滑动连接有拉板,所述拉板底端固定连接有第二磁铁,第二磁铁的加入,使拉板可以带动第一磁铁运动。
16、进一步的,所述第二连接槽内部滑动连接有第一挤压板,所述第一挤压板外壁固定连接有挤压块,所述第一挤压板外壁与第二连接槽之间设有弹簧,所述第一挤压板外壁固定连接有第二挤压板,第一挤压板的加入,使挤压块可以带动第二挤压板运动。
17、进一步的,所述覆膜砂热芯盒外壁固定连接有筒体,所述第二挤压板一端贯穿于筒体内部,所述第二挤压板与筒体滑动连接,所述筒体内部滑动连接有输出杆,所述第二挤压板一端贯穿于输出杆内部,所述第二挤压板与输出杆滑动连接,弹簧的加入,使第一挤压板可以回到初始位置。
18、与现有技术相比,本发明的有益效果为:
19、1、本发明所述一种压气机壳覆膜砂水平浇注方法,可以使覆膜砂外壁不会出现焦化,通过在主动轴一端设置转板,在转板外壁设置滑块,在移动板外壁设置滑槽,在移动板外壁设置限位板,在第一凹槽内部设置限位槽,在第一连接杆一端设置第二连接杆,在第二连接杆一端设置第三连接杆,在第三连接杆一端设置挡板,在第一管道外壁设置第一单向阀,在第二管道外壁设置第二单向阀,使气体流向得到限制,本发明中,该方法会把加工完成的坭芯和砂型放入到模具中,对模具进行金属液水平浇注,因坭芯和砂型采用覆膜砂热芯盒生产,会使最终产品不出现冲砂严重问题,且内部产品不容易形成冷隔,致使产品废品率减少,同时该方法中的覆膜砂热芯盒内部温度易控制,不易出现坭芯和砂型外部焦化问题。
20、2、本发明所述一种压气机壳覆膜砂水平浇注方法,可以使定模方便更换,通过在主动轴外壁设置连接条,在主动轴外壁设置转盘,在转盘外壁设置移动杆,在移动杆外壁设置挤压杆,在拉板底端设置第二磁铁,在转盘外壁设置第一磁铁,在挤压块外壁设置第一挤压板,在第一挤压板一端设置第二挤压板,在第一挤压板与第二连接槽之间设置弹簧,在筒体内部设置输出杆,使输出杆可以从筒体内部移出,本发明中,当定模外部出现磨损和定模内部需要进行清理时,此时拉动拉板,启动电机,可以使定模方便从整个压模具中拆卸检修。
- 还没有人留言评论。精彩留言会获得点赞!