HRB400E高速棒材生产工艺的制作方法
本发明涉及棒材,尤其涉及一种hrb400e高速棒材生产工艺。
背景技术:
1、螺纹钢产品是国家基础设施、铁路桥梁及水利等发展的重要需求,其生产技术及装备的先进性是长材轧钢发展水平的重要标志。我国每年螺纹钢需求约2亿吨以上,小规格的用量在螺纹钢产品的占比约70%,以往小规格螺纹钢采用以低于18m/s速度、多线切分的普通棒轧制的方式生产。随着我国螺纹钢新国标标准的执行及市场的需求,螺纹钢产品的质量要求提升,采取高速棒材生产工艺近几年开始被广泛使用,相比普通棒材具有成品单线高速轧制、产品精度及外观质量高等优点。根据轧钢生产工艺智能化发展成为技术发展的趋势,提升高速棒材生产线的智能水平已成为钢企迫切的需求。
2、公开号为cn109365541a的专利文献公开了一种高速棒材生产线高速上钢区域设备的全自动控制方法,该方法包括:高速飞剪以工艺要求的超前轧件速度高速旋转,转辙器和转鼓处于等待位置。轧件从高速飞剪前精轧机出口移动,高速飞剪把轧件分断成设定的倍尺长度,同时转辙器动作配合飞剪剪切,剪切后,转辙器转到另一侧的等待位置。制动辊和转鼓有a线和b线两组设备,当高速飞剪剪切完成,飞剪后热金属检测器检测到钢尾信号后,制动辊夹持住钢尾,当高速飞剪后热金属检测器检测到钢尾信号时,制动辊打开。每次飞剪剪切完成后,a线和b线上的转鼓交替转动往冷床上送钢。
3、现有技术中对高速棒材打磨时采取同一种打磨方式,造成在打磨过程中能源消耗,效率低的问题。
技术实现思路
1、为此,本发明提供一种hrb400e高速棒材生产工艺,可以解决打磨效率低的问题。
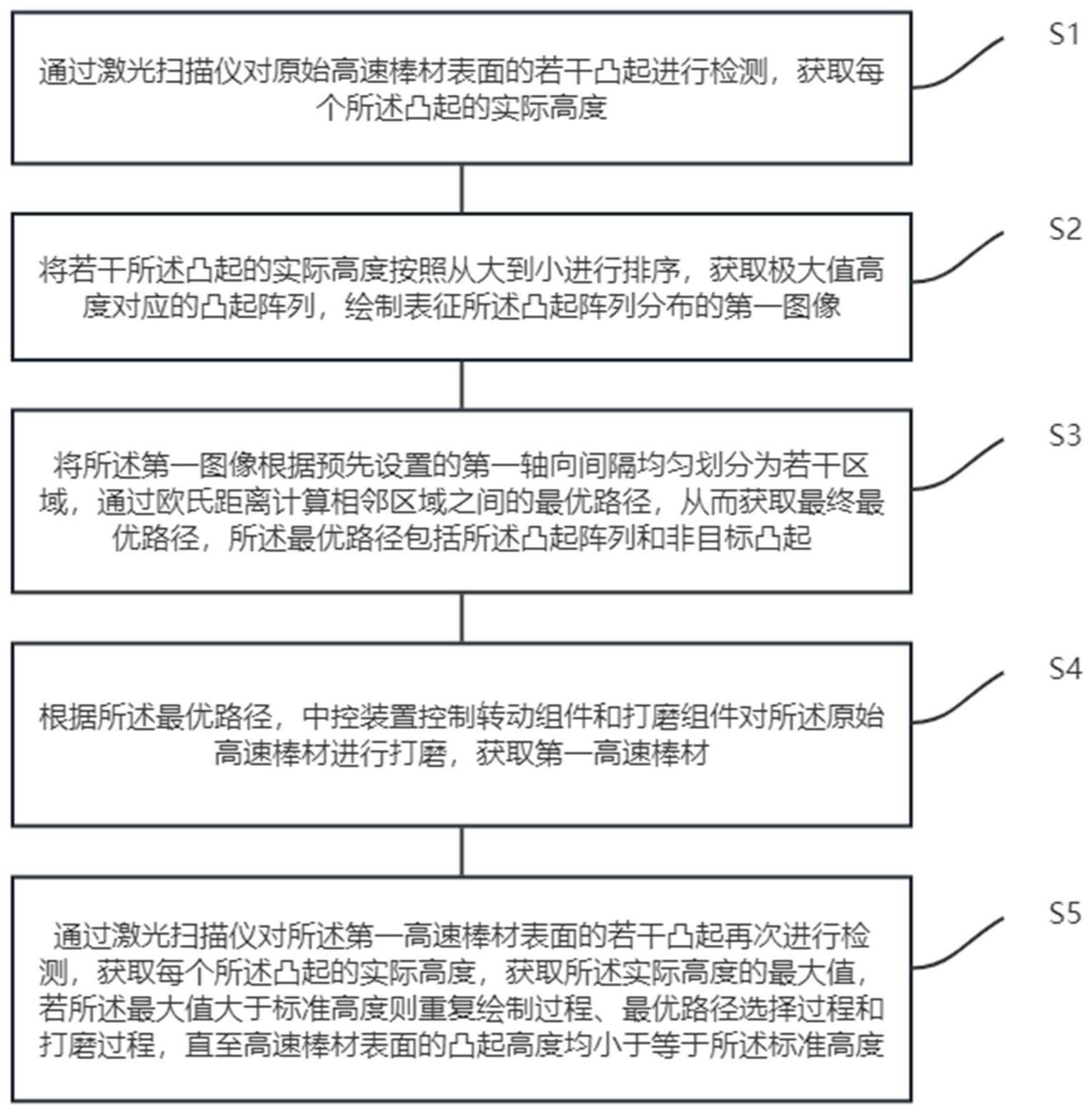
2、为实现上述目的,本发明提供一种hrb400e高速棒材生产工艺,包括:步骤s1,通过激光扫描仪对原始高速棒材表面的若干凸起进行检测,获取每个所述凸起的实际高度;
3、步骤s2,将若干所述凸起的实际高度按照从大到小进行排序,获取极大值高度对应的凸起阵列,绘制表征所述凸起阵列分布的第一图像;
4、步骤s3,将所述第一图像根据预先设置的第一轴向间隔均匀划分为若干区域,通过欧氏距离计算相邻区域之间的最优路径,从而获取最终最优路径,所述最优路径包括所述凸起阵列和非目标凸起;
5、步骤s4,根据所述最优路径,中控装置控制转动组件和打磨组件对所述原始高速棒材进行打磨,获取第一高速棒材;
6、步骤s5,通过激光扫描仪对所述第一高速棒材表面的若干凸起再次进行检测,获取每个所述凸起的实际高度,获取所述实际高度的最大值,若所述最大值大于标准高度则重复绘制过程、最优路径选择过程和打磨过程,直至高速棒材表面的凸起高度均小于等于所述标准高度。
7、进一步地,绘制表征所述凸起阵列分布的第一图像包括:
8、选择所述原始高速棒材上的任一轴向侧边为所述原始高速棒材展开后的横边,将所述横边左端点绕着所述原始高速棒材的轴线旋转一周走过的位移作为所述原始高速棒材展开后的侧边,将所述原始高速棒材展开;
9、建立以所述原始高速棒材的横边为横坐标,所述原始高速棒材的侧边为纵坐标,所述横边与所述侧边相交处为原点的坐标系;
10、将极大值高度对应的凸起阵列作为点,根据所述凸起阵列在所述原始高速棒材上的分布情况对应表示在所述坐标系上,获取第一图像。
11、进一步地,获取最终最优路径包括:
12、将所述第一图像根据横坐标按照第一间隔的距离划分,以此将所述第一图像划分为若干区域;
13、将沿横坐标正方向的若干所述区域中包含所述凸起阵列中任意点的第一个区域作为第一区域,沿横坐标正方向的若干所述区域中包含所述凸起阵列中任意点的第二个区域作为第二区域,以此类推对剩余若干所述区域进行标号;
14、通过欧氏距离计算所述第一区域和所述第二区域之间的路径数值,选取路径数值最小对应的路径作为第一最优路径,通过欧氏距离计算所述第三区域和第四区域之间的路径数值,选取路径数值最小对应的路径作为第二最优路径,将所述第一最优路径的终点与所述第二最优路径的起点相连接,以此类推,最终获取所述第一图像的最终最优路径。
15、进一步地,选取路径数值最小对应的路径作为第一最优路径包括:
16、选取所述第一区域内任意一点为起点,通过欧氏距离计算所述起点与所述第一区域和所述第二区域中剩余点之间的距离,获取若干第一计算结果,选取若干所述第一计算结果中最小值对应的点为所述第一最优路径的第二点;
17、通过欧氏距离计算所述第一最优路径的第二点与所述第一区域和所述第二区域中除所述第一最优路径中包含点之外的其他点之间的距离,获取若干第二计算结果,选取若干所述第二计算结果最小值对应的点为第一最优路径的第三点;
18、重复上述步骤,当所述第二区域内剩余一点时,将此点作为所述第一最优路径的终点,根据欧氏距离计算出所述第一区域内除所述第一最优路径中包含点之外的其他点之间的最优路径,在所述第一区域内所有点均归入所述第一最优路径后,将所述第一最优路径的终点与所述第一区域内最优路径的最后一点连接,获取所述第一最优路径。
19、进一步地,选取路径数值最小对应的路径作为第二最优路径包括:
20、通过欧氏距离计算所述第一最优路径的终点与所述第三区域内任意点间的距离,获取若干第三计算结果,选取若干所述第三计算结果中最小值对应的点作为所述第二最优路径的起点;
21、通过欧氏距离计算所述起点与所述第三区域和所述第四区域中除第二最优路径中包含点之外的其他点之间的距离,获取若干第四计算结果,选取若干所述第四计算结果中最小值对应的点为所述第二最优路径的第二点;
22、通过欧氏距离计算所述第二最优路径的第二点与所述第三区域和所述第四区域中除所述第二最优路径中包含点之外的其他点之间的距离,获取若干第五计算结果,选取若干所述第五计算结果最小值对应的点为第二最优路径的第三点;
23、重复上述步骤,当所述第四区域内剩余一点时,将此点作为所述第二最优路径的终点,根据欧氏距离计算出所述第三区域内除所述第二最优路径中包含点之外的其他点之间的最优路径,在所述第三区域内所有点均归入所述第二最优路径后,将所述第三最优路径的终点与所述第四区域内最优路径的最后一点连接,获取所述第二最优路径。
24、进一步地,中控装置控制转动组件和打磨组件对所述原始高速棒材进行打磨包括:
25、将所述最终最优路径传输至中控装置,根据所述最终最优路径中各个点的坐标信息计算所述最终最优路径中相邻点之间的偏移角度和水平偏移距离;
26、根据所述偏移角度计算结果所述中控装置发出调整指令,调整所述转动组件的转动角度,所述转动组件初始位置为所述最终最优路径的起点位置所在水平面与所述打磨组件的下平面相对;
27、根据所述水平偏移距离计算结果所述中控装置发出调整指令,调整所述打磨组件的水平移动距离,所述打磨组件初始位置为所述最终最优路径的起点位置与所述打磨组件在同一平面;
28、根据所述最优路径中各个相邻点之间计算的偏移角度和水平偏移距离,对所述原始高速棒材进行打磨过程。
29、进一步地,根据所述最终最优路径中各个点的坐标信息计算所述最终最优路径中相邻点之间的偏移角度和水平偏移距离包括:
30、设所述最终最优路径起点为(x1,y1),所述最终最优路径起点的相邻点为(x2,y2),则所述最终最优路径的第一偏移角度α1为所述最终最优路径的第一水平偏移距离d1为d1=x2-x1。
31、进一步地,根据所述最终路径规划通过中控装置调整转动组件的转动角度和所述打磨组件的水平移动距离还包括:
32、根据所述打磨组件的打磨速率,所述极大值对应的凸起阵列与标准高度的差值得出所需打磨时间;
33、根据所述中控装置计算所述最终最优路径中相邻点之间的偏移角度和水平偏移距离的计算时间,以及中控装置接收指令和发送指令所需的传输时间,计算出所述中控装置需要的总时间;
34、根据所述打磨时间和所述中控装置需要的总时间计算出发送指令时间。
35、进一步地,若所述最大值大于标准高度则重复绘制过程、最优路径选择过程和打磨过程包括:
36、获取所述最大值高度对应的凸起阵列,绘制表征所述凸起阵列分布的第二图像;
37、将所述第二图像根据预先设置的第一轴向间隔均匀划分为若干区域,通过欧氏距离计算相邻区域之间的最优路径,从而获取最终最优路径,所述最优路径包括所述凸起阵列和非目标凸起;
38、根据所述最优路径,中控装置控制转动组件和打磨组件对所述第一高速棒材进行打磨,获取第二高速棒材;
39、通过激光扫描仪对所述第二高速棒材表面的若干凸起再次进行检测,获取每个所述凸起的实际高度,获取所述实际高度的最大值,若所述最大值大于标准高度则重复绘制过程、最优路径选择过程和打磨过程。
40、进一步地,获取每个所述凸起的实际高度包括:
41、将所述高速棒材通过限位装置传送至激光扫描仪;
42、将所述高速棒材均匀通过所述激光扫描仪,获取每个所述凸起的实际高度。
43、与现有技术相比,本发明的有益效果在于,通过激光扫描仪对原始高速棒材表面的若干凸起进行检测,获取每个所述凸起的实际高度对所述原始高速棒材表面凸起进行详细了解,对于凸起不同的地方采取不同的打磨措施,提高对所述高速棒材的打磨精度,通过获取所述极大值高度对应的凸起阵列,对应于所述高速棒材凸起最大的地方,对此地方进行打磨使其符合标准凸起的要求,通过绘制所述第一图像,使所述凸起在所述高速棒材上的分布清晰明了,便于对所述棒材后续打磨过程的计算分析,通过所述欧式距离计算最优路径,使得所述最优路径的结果精确,使得后续打磨过程按照所述最优路径执行时,打磨效率为最优结果,通过中控装置按照所述最优路径控制所述转动组件的转动角度和所述打磨组件的水平位移使得打磨过程精确,提高打磨过程的精度和效率,通过对所述第一棒材进行再次检测,使得对于所述高速棒材的打磨效果进行评估,通过打磨效果与标准高度进行比较,使得对所述高速棒材进行再次打磨优化,使得所述高速棒材的表面粗糙度得到改善,提高了打磨过程的效率和精度。
44、尤其,通过绘制横纵坐标轴,可以清晰地展示所述高速棒材展开后的形状,使得对所述高速棒材上凸起分布观测清晰明了,通过将极大值高度对应的凸起阵列作为点绘制在所述第一图像上,可以直接看出高速棒材上的凸起最大值的位置,便于后续最优路径的分析和判断,通过获取所述第一图像,对所述高速棒材上最大凸起位置有所了解,提高了对最优路径的判断,使得对于后续打磨过程效率提高。
45、尤其,通过将所述第一图像分割为若干区域,对相邻两区域进行最优路径计算,根据每个区域的分布点不同,获取不同的最优路径,使得对于所述高速棒材表面处理更加地精细,通过欧氏距离计算相邻区域之间的最优路径,避免在打磨过程中打磨组件不必要的损耗,使得提高了对所述高速棒材表面打磨的效率和质量,通过获取第一图像的最终最优路径,使得在打磨过程中减少了机器的能量消耗,降低了打磨成本。
46、尤其,通过使用欧氏距离计算,可以获取最短路径,即将起点和下一点之间的距离最小化,使得打磨过程的效率提高,节约打磨过程的能源消耗,通过所述欧氏距离计算最优路径,使得对于所述第一区域和所述第二区域内点的分布情况进行判断,避免在打磨过程中绕远路,使得路径更加流畅和自然,通过欧氏距离规划最优路径,使得复杂的路径规划问题简化为一系列距离比较问题,提高了路径规划的效率,使得打磨过程精确且快速。
47、尤其,通过欧氏距离计算所述第一最优路径的终点与所述第三区域内任意点间的距离将所述第一路径与所述第三区域连接起来,使得最终生成的最终最优路径为连续不间断的,选取若干所述第三计算结果中最小值对应的点作为所述第二最优路径的起点,使得所述第一最优路径与所述第二最优路径连接距离为最小值,减少了路径的长度,并减少了打磨过程依据所述最优路径的打磨时间,提高了后续对所述高速棒材打磨的效率。
48、尤其,根据最终最优路径中的坐标信息计算相邻点之间的偏移角度和水平偏移距离,使得对于所述转动组件和所述打磨组件的偏移位置可以精确控制,从而提高对所述高速棒材的打磨精度,通过设置所述转动组件和所述打磨组件,使得对所述高速棒材的进行全方位的打磨,确保棒材表面的质量和平整度,通过设置转动组件的初始位置和所述打磨组件的初始位置,使得后续打磨过程依据所述最终最优路径有所参照,使得打磨过程精度提高,通过设置中控装置发送指令,使得所述打磨过程机器组件控制精确,提高了打磨过程的效率,避免不必要的时间消耗。
49、尤其,通过将第二检测结果进行排序并获取排序第一的第二最大值,可以快速确定高速棒材表面的最大凸起高度,使得准确判断是否需要进行打磨,节省了打磨过程判断的时间,当所述第二最大值大于所述标准高度,重复进行打磨的步骤,直到检测结果中最大值小于等于标准高度时才停止打磨,使得打磨的效果和质量为最优结果,确保高速棒材表面的粗糙度符合要求。
- 还没有人留言评论。精彩留言会获得点赞!