一种高固相半固态前模转向局部挤压机构及其装配方法与流程
本发明涉及一种压铸模具的,尤其是涉及一种高固相半固态前模转向局部挤压机构及其装配方法。
背景技术:
1、目前,比较普遍的,高固相半固态压铸模具使用薄型油缸直接推动挤压销运动来实现对压铸件进行局部挤压。但是,因高固相半固态压铸模具的前模位置需要和压铸机半固态料管匹配的原因,其前模在厚度上会受到一定限制,这样可能会因前模空间不足问题,导致不能在前模内部直接安装薄型油缸推动挤压销运动来实现局部挤压技术或因空间较小问题限制了油缸的大小,致使使用的油缸压力不足,达不到局部挤压效果。同时也由于油缸安装在模框内部,会因半固态模温相对于普通压铸模的模温要求更高,温度越高密封件更易失效,油缸故障率会提高,使用寿命会明显下降。
2、授权公告号为cn104858388b的发明专利公开了模具前、后模仁之间设有产品成型型腔,模具前模仁内设有挤压通道,挤压通道内设有挤压头和滑动锁紧块,挤压头可沿挤压通道进行上下移动,挤压头的一端设有柱状的挤压头前端。柱状的挤压头前端与挤压头本体一体,在高温作用下容易发生弯曲变形,进而影响挤压效果。
技术实现思路
1、本发明所要解决的技术问题是提供一种高固相半固态前模转向局部挤压机构,该局部挤压转向机构通过斜面配合将运动方向90度转换,其中挤压销可以轻松地从机构整体中拆卸下来进行更换,从而模具维修更加经济、方便,使用寿命更长。
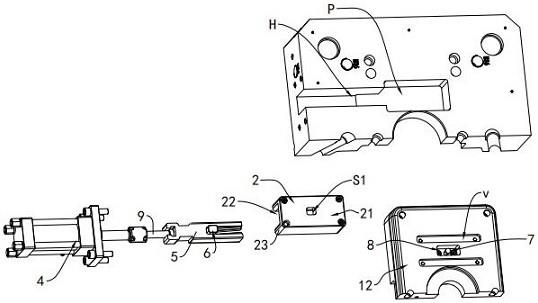
2、本发明解决上述技术问题所提供的技术方案为:一种高固相半固态前模转向局部挤压机构,包括前模组件、油缸组件和挤压销组件;
3、所述前模组件包括前模、第一导向块和第二导向块;所述第一导向块和第二导向块固定于前模上,所述第一导向块位于所述第二导向块的上侧;
4、所述第一导向块纵向设有第一导向通道,所述第二导向块纵向设有第二导向通道,所述第一导向通道和第二导向通道同轴上下间隔设置;
5、所述挤压销组件包括销连接件和可拆卸地连接在所述销连接件下端的挤压销,所述销连接件从上到下包括导向部、作用部和连接部;
6、所述导向部沿所述第一导向通道上下活动,所述挤压销沿所述第二导向通道上下活动;
7、所述连接部的下端设有限位孔槽;所述限位孔槽延伸自销连接件的侧面以形成侧向开口;所述限位孔槽的下端设有围绕孔口的限位凸部;所述挤压销的上端设有限位头,所述限位头可从所述侧向开口进入限位孔槽并被限制在限位凸部内侧;
8、所述油缸组件包括油缸和连接于所述油缸输出端的转向块;所述前模上设有横槽,所述第一导向块设于所述横槽的末端;所述转向块沿所述横槽在所述油缸驱动下横向运动并伸入所述第一导向块内与所述作用部配合;
9、所述转向块横向设有第一斜面,所述作用部横向设有与所述第一斜面匹配的第二斜面;所述转向块靠近或远离销连接件以使所述转向块的横向作用力通过斜面配合转换为推动挤压销方向垂直运动的力,第一状态下所述销连接件带动挤压销的末端伸入前模内侧,第二状态下所述销连接件带动挤压销的末端退回所述第二导向通道内并与前模内侧面齐平。
10、本发明解决上述技术问题所提供的技术方案的优选为:所述前模包括前模板和前模芯,所述前模芯固定于所述前模板内侧,所述第一导向块设于所述前模板,所述第二导向块设于所述前模芯;第一状态下所述挤压销的末端穿过所述第二导向块伸入至所述前模芯的内表面。
11、本发明解决上述技术问题所提供的技术方案的优选为:所述前模板设有容纳通孔,所述容纳通孔在所述前模板的上表面形成上侧开口,所述第一导向块从所述上侧开口进入所述容纳通孔中并与所述前模板固定。
12、本发明解决上述技术问题所提供的技术方案的优选为:所述第二导向块包括大直径部和小直径部,所述大直径部被限制在所述前模芯的上侧,所述小直径部位于所述前模芯内;所述第一导向块与第二导向块之间设有压块,所述压块紧压所述第二导向块。
13、本发明解决上述技术问题所提供的技术方案的优选为:所述第一导向块的下侧设有避空部,所述第一导向通道位于所述避空部的上侧;所述销连接件包括位于所述斜凹槽上侧的导向部,所述导向部位于所述第一导向通道内,所述斜凹槽始终位于所述避空部处。
14、本发明解决上述技术问题所提供的技术方案的优选为:所述转向块包括两相互间隔的两个分臂,每个分臂的内侧相对地设有斜凸棱,两斜凸棱之间形成供所述销连接件滑动的间隙槽;
15、所述销连接件的两侧分别设有与所述斜凸棱匹配的斜凹槽,所述销连接件穿设在所述间隙槽内,所述斜凹槽与所述斜凸棱配合以使所述销连接件沿所述转向块倾斜运动。
16、本发明解决上述技术问题所提供的技术方案为:一种高固相半固态前模转向局部挤压机构的装配方法:
17、其装配的对象包括前模组件、油缸组件和挤压销组件;所述前模组件包括前模、第一导向块和第二导向块;所述油缸组件包括油缸和连接于所述油缸输出端的转向块;所述挤压销组件包括销连接件和挤压销;
18、所述前模包括前模板和前模芯,所述前模板设有横槽和容纳通孔,所述容纳通孔在所述横槽的末端,所述容纳通孔在所述前模的上表面形成上侧开口;
19、所述第一导向块内纵向地设有第一导向通道,所述第二导向块内纵向地设有第二导向通道;
20、所述第一导向通道自所述第一导向块的上表面延伸至第一导向块下表面;第二导向通道自所述第二导向块的上表面贯穿至所述第二导向块的下表面;所述第一导向通道的内径大于所述第二导向通道;
21、所述销连接件从上到下包括导向部、作用部和连接部;所述连接部的下端设有限位孔槽;所述限位孔槽的下端设有围绕孔口的限位凸部;所述限位孔槽延伸至销连接件的侧面以形成侧向开口;所述挤压销的上端设有限位头;
22、其装配的方法包括如下步骤:
23、步骤a:将所述第二导向块固定至前模芯,所述第二导向通道自所述前模芯的上表面贯穿至所述前模芯的下表面;
24、步骤b:将所述前模芯与所述前模板固定;
25、步骤c:将所述第一导向块从所述前模板的上侧开口装配至所述容纳通孔中并固定;
26、步骤d:将所述挤压销的限位头从所述侧向开口进入限位孔槽并被限制在限位凸部内侧,所述挤压销装配至销连接件的连接部形成挤压销组件;
27、步骤e:将所述挤压销组件从所述第一导向块的第一导向通道内插入,所述挤压销的销本体进入所述第二导向块的第二导向通道,所述销连接件的导向部位于所述第一导向通道内,所述销连接件的作用部位于第一导向块下侧的避空部处;
28、步骤f:将所述油缸组件的转向块从所述前模板的横槽伸入并进入第一导向块的避空部,所述转向块与所述销连接件的作用部配合连接。
29、本发明解决上述技术问题所提供的技术方案的优选为:其装配的对象包括压块,所述压块用来固定所述第二导向块,所述第二导向块包括大直径部和小直径部;
30、其装配的方法的步骤a中,所述大直径部被限制在所述前模芯的上侧,所述小直径部穿过所述前模芯;所述压块紧压在所述大直径部上且用紧固件与所述前模芯固定。
31、本发明解决上述技术问题所提供的技术方案的优选为:其装配的对象中,所述转向块包括两相互间隔的两个分臂,每个分臂的内侧相对地设有斜凸棱,两斜凸棱之间形成供所述销连接件滑动的间隙槽;
32、所述销连接件的两侧分别设有与所述斜凸棱匹配的斜凹槽,所述斜凹槽所在处形成所述作用部;
33、其装配的方法的步骤f中,所述销连接件的作用部穿过所述间隙槽内,所述斜凹槽与所述斜凸棱相配合,进而限制所述挤压销组件脱离前模。
34、本发明解决上述技术问题所提供的技术方案的优选为:还包括挤压销更换步骤:
35、步骤g:将所述油缸组件的转向块退出第一导向块的避空部,以使所述转向块与所述销连接件脱离;
36、步骤h:所述挤压销组件整体自下往上从所述第一导向通道内取出;
37、步骤j:所述挤压销从销连接件的连接部的侧向开口中退出而与所述销连接件分离;
38、步骤j后继续按顺序执行步骤d、步骤e、步骤f,完成挤压销更换。
39、与现有技术相比,本发明的优点是:
40、销连接件的限位孔槽延伸自侧面以形成侧向开口。挤压销的上端设有限位头,限位头可从侧向开口进入限位孔槽的容纳空腔中,并且限位头被限位凸部限制而位于限位凸部内侧,实现销连接件和挤压销可拆卸连接。第二导向通道对挤压销的上下活动起到导向作用,限制其横向偏移,更为重要的是因为横向偏移被限制,从而在装配状态下挤压销不能从销连接件的侧向开口中脱离。通过这样的装配方式,实现挤压销的拆卸和更换,提高模具有效使用寿命。
41、在不解除整体装配关系的情况下,直接将挤压销组件整体取出,进行挤压销更换后,又将更换了挤压销的新挤压销组件整体装入到整体装配关系中,挤压销的更换非常方便快捷,可操作性强。
- 还没有人留言评论。精彩留言会获得点赞!