一种金属保温杯表面加工方法、设备、系统及存储介质与流程
本技术涉及保温瓶表面加工,尤其是涉及一种金属保温杯表面加工方法、设备、系统及存储介质。
背景技术:
1、金属保温杯是用于盛放饮用水的器具,金属保温杯在进行加工时,通过卷材进行收卷、焊接后形成瓶身,并对瓶身进行焊接加工,使得瓶身形成具有一侧开口的瓶体。
2、相关技术中,卷材焊接形成瓶体后,会在瓶身表面形成沿瓶身的长度方向延伸设置的焊道,需要进一步对焊道进行打磨,以保持瓶身的周向外侧壁保持处于较小的圆柱度误差范围内,打磨时通过夹具对瓶身夹紧,再采用打磨带轮进行打磨,当焊道上的多余焊料多磨完成后,再进一步进行打磨抛光加工。
3、针对上述中的相关技术,在打磨过程中,由于焊道突出瓶身的周侧表面,使得瓶身在打磨前,需要优先打磨焊道,再对瓶身其他表面进行打磨,但进行焊道位置调节时,需要工作人员进行人为位置调整,以使得焊道朝向打磨带轮一侧,增加了工作人员的劳动量,且不利于提高瓶身的表面加工效率。
技术实现思路
1、为了使得保温杯进行瓶身表面加工时,能够减少工作人员的劳动量,本技术提供一种金属保温杯表面加工方法、系统、智能终端及存储介质。
2、第一方面,本技术提供一种金属保温杯表面加工方法,采用如下的技术方案:
3、一种金属保温杯表面加工方法,包括:
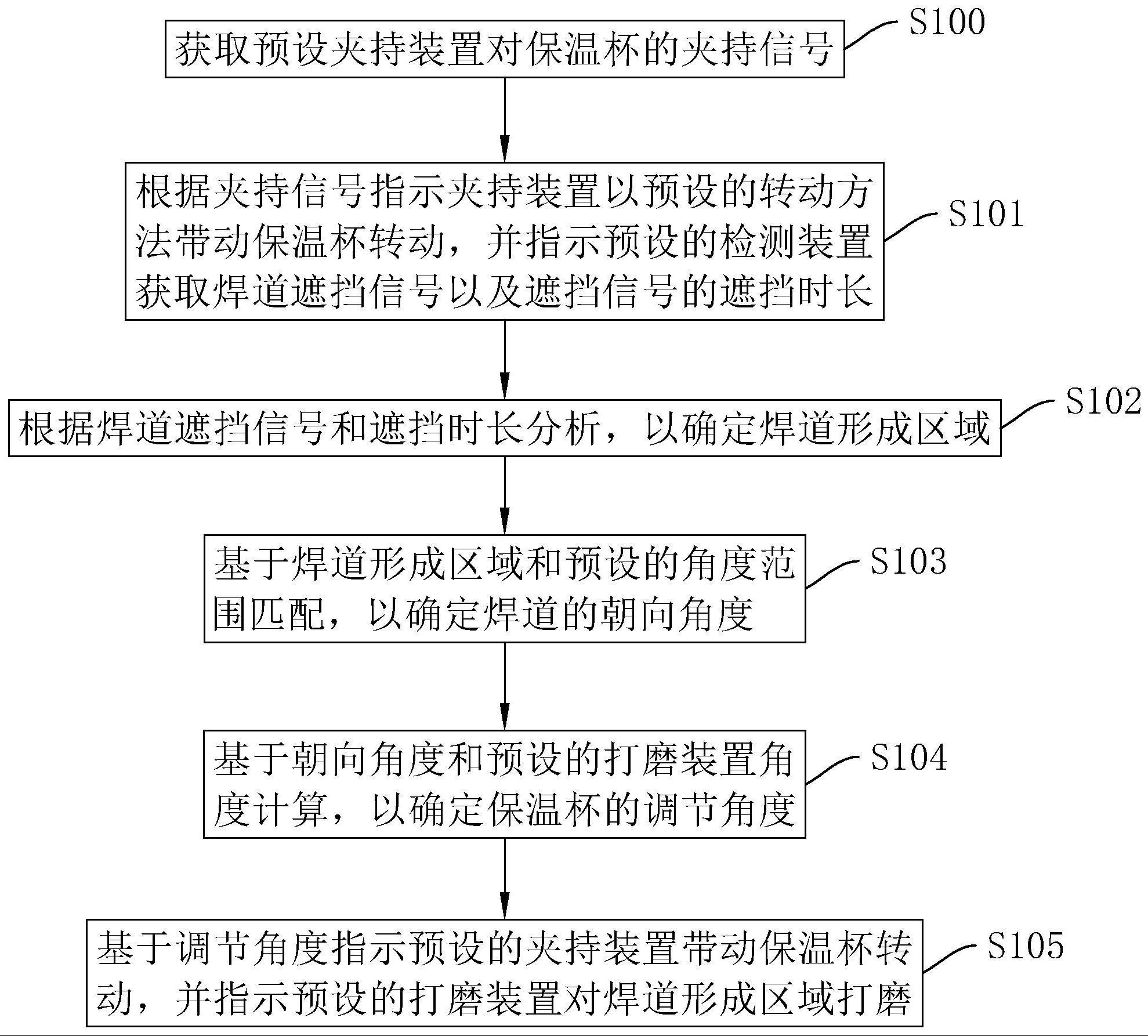
4、获取预设夹持装置对保温杯的夹持信号;
5、根据夹持信号指示夹持装置以预设的转动方法带动保温杯转动,并指示预设的检测装置获取焊道遮挡信号以及遮挡信号的遮挡时长;
6、根据焊道遮挡信号和遮挡时长分析,以确定焊道形成区域;
7、基于焊道形成区域和预设的角度范围匹配,以确定焊道的朝向角度;
8、基于朝向角度和预设的打磨装置角度计算,以确定保温杯的调节角度;
9、基于调节角度指示预设的夹持装置带动保温杯转动,并指示预设的打磨装置对焊道形成区域打磨。
10、通过采用上述技术方案,对保温杯进行打磨时,通过夹持装置对焊道进行转动调节,从而使得焊道朝向打磨装置一侧自动调节转动,不需要人为进行焊道位置的调节,能够降低工作人员的劳动量,且有助于提高保温杯的加工自动化效率。
11、可选的,设的打磨装置对焊道形成区域打磨时,包括:
12、获取保温杯的焊道表面图像;
13、根据焊道表面图像和预设的焊道特征对比分析,以确定焊道打磨起始点和焊道打磨终点;
14、根据焊道打磨起始点和焊道打磨终点进行连线,以确定打磨移动轨迹;
15、基于打磨移动轨迹指示打磨装置进行往复移动打磨,并获取焊道的打磨图像;
16、根据打磨图像和预设的焊道剩余厚度特征对比分析,以确定焊道剩余打磨厚度;
17、基于焊道剩余打磨厚度和预设的基准厚度对比分析,以确定指示打磨装置继续打磨焊道或指示打磨装置停止打磨。
18、通过采用上述技术方案,打磨装置在对焊道打磨区域进行打磨时,沿移打磨移动轨迹往复移动,从而能够对焊道在打磨过程中,在打磨移动轨迹的长度方向上保持打磨厚度处于同一水平面上,从而不会因为局部的焊道较厚而导致打磨后,保温杯表面出现不平整的情况,有助于提高保温杯的周侧外壁圆柱度。
19、可选的,确定焊道剩余打磨厚度时,还包括:
20、将打磨图像和预设的缺陷特征对比分析,以确定保温杯表面的缺陷区域;
21、根据缺陷区域和预设的有效缺陷面积对比分析,并判断缺陷区域的面积是否等于或大于有效缺陷面积;
22、若缺陷区域的面积等于或大于有效缺陷面积,则对缺陷区域所对应的保温杯进行标记,并指示预设的夹持装置将标记的保温杯进行卸料;
23、若缺陷区域的面积小于有效缺陷面积,则根据打磨图像和预设的扩散缺陷特征对比分析,以判断缺陷特征是否为扩散缺陷;
24、当缺陷特征为扩散缺陷时,将剩余打磨厚度和预设的扩散面积匹配,以确定缺陷扩散面积;
25、判断缺陷扩散面积是否等于或大于有效缺陷面积;
26、若缺陷扩散面积小于有效缺陷面积,则指示预设的打磨装置继续打磨焊道;
27、若缺陷扩散面积等于或大于有效缺陷面积,则指示预设的夹持装置对保温杯进行卸料。
28、通过采用上述技术方案,分析焊道打磨区域在打磨过程中出现缺陷区域时,缺陷区域的面积是否大于有效缺陷面积,从而判断缺陷是否会对保温杯的外层造成影响,并对缺陷的类型进一步分析,以查找出缺陷会随着打磨的进行而逐渐变大的扩散缺陷特征,并对相应的保温杯进行标记,从而筛选出需要进一步修复加工的保温杯并进行卸料,以便于后续进行修复,节约成本。
29、可选的,指缺陷扩散面积小于有效缺陷面积时,还包括:
30、获取打磨装置上预设打磨带轮的打磨震动力;
31、将打磨震动力和预设的正常打磨震动力范围比较分析,以判断打磨震动力是否落入正常打磨震动力范围内;
32、若打磨震动力落入正常打磨震动力范围内,则提示打磨装置正常;
33、若打磨震动力未落入正常打磨震动力范围内,则将打磨震动力和预设的打磨损耗振动力匹配,已确定打磨装置的损耗比例;
34、根据损耗比例和预设的损耗上限比例比较,以判断损耗比例是否落入损耗上限比例的预设临近范围内;
35、当损耗比例落入损耗上限比例的预设临近范围内时,提示更换打磨带轮。
36、通过采用上述技术方案,对打磨装置上的打磨带轮进行打磨震动力的检测,从而分析打磨带轮在逐渐打磨过程中,是否即将超过预设的损耗比例,从而提示工作人员及时对打磨带轮进行更换,以保持对保温杯的打磨效率。
37、可选的,确定打磨移动轨迹时,还包括:
38、获取保温杯表面图像;
39、根据保温杯表面图像和预设的曲面打磨特征对比分析,以确定曲面打磨区域以及打磨转动位置;
40、根据保温杯表面图像和预设的保温杯类型对比分析,以确定保温杯的打磨转动角度;
41、指示预设的打磨装置于打磨转动位置按照打磨转动角度进行转动,并对曲面打磨区域进行打磨;
42、根据打磨转动位置指示打磨装置对曲面打磨区域进行贴合打磨。
43、通过采用上述技术方案,对保温杯打磨过程中的曲面打磨区域进行分析,并对不同类型的保温杯进行曲面打磨时,打磨装置的对应打磨角度进行查找,从而能够准确对曲面打磨区域进行贴合打磨,有助于提高曲面区域的打磨效果,通过对曲面区域的打磨,以减少保温杯的棱角区域,降低保温杯边沿侧壁受到磕碰时,导致应力集中引起凹陷损坏的概率。
44、可选的,打磨装置对曲面打磨区域进行打磨时,还包括:
45、获取保温进行曲面打磨时的保温杯姿态图像;
46、根据保温杯姿态图像和保温杯姿态特征对比分析,以确定保温杯的倾斜角度值;
47、将倾斜角度值和预设的稳定倾角值比较分析,以确定倾斜角度值是否大于预设的稳定倾角值;
48、若倾斜角度值大于预设的稳定倾角值,则指示预设的端部压紧装置对保温杯远离夹持装置的端部转动抵紧;
49、若倾斜角度值小于或等于预设的稳定倾角值,则指示打磨装置保持对曲面打磨区域进行打磨。
50、通过采用上述技术方案,对打磨过程中保温杯的姿态进行分析,以对倾斜姿态所对应的倾斜角度值和预设的稳定角度值进行比较,从而确定保温杯在打磨过程中是否是否受到打磨装置的挤压力较大,造成保温杯出现倾斜的情况,进而通过端部压紧装置对保温杯进行压紧,使得保温杯不易因为倾斜角度值过大而造成曲面打磨区域的打磨效果下降,增加打磨装置对曲面打磨区域的打磨稳定性。
51、可选的,端部压紧装置对保温杯远离夹持装置的端部转动抵紧时,还包括:
52、获取端部压紧装置对保温杯的端部抵紧压力值;
53、根据倾斜角度值和预设的基准抵紧压力值进行匹配,以确定倾斜角度值所对应的最小基准压力值;
54、将端部抵紧压力值和最小基准压力值进行差值计算,以确定压力差值;
55、基于压力差值指示预设的端部压紧装置调节对保温杯端部的端部抵紧压力值。
56、通过采用上述技术方案,端部压紧装置在对保温杯的端部进行抵紧时,根据倾斜角度进行匹配对应的抵紧压力值,并指示端部压紧装置调节对保温杯的抵紧压力值,从而使得端部压紧装置能够保持对保温杯压紧,同时不会导致抵紧压力过大而造成保温杯发生凹陷损坏。
57、第二方面,本技术提供一种金属保温杯表面加工系统,采用如下的技术方案:
58、一种金属保温杯表面加工系统,包括:
59、获取模块,用于获取夹持信号、焊道遮挡信号和遮挡时长;
60、存储器,用于存储任一项的一种金属保温杯表面加工方法的程序;
61、处理器,存储器中的程序能够被处理器加载执行且实现任一项的金属保温杯表面加工方法。
62、通过采用上述技术方案,对保温杯在转动过程中进行焊道的朝向角度进行分析确定,根据朝向角度和打磨装置角度进行计算,从而确定出对应的调节角度,以对打磨保温杯进行转动调节,使得焊道自动朝向打磨装置转动,有助于减少工作人员劳动量的同时,能够提高自动化加工效率。
63、第三方面,本技术提供一种金属保温杯表面加工设备,能够执行上述任一种金属保温杯表面加工方法,采用如下的技术方案:
64、一种金属保温杯表面加工设备,包括:传送装置,设置有传送链轮,所述传送链轮上固定设有夹持装置,所述夹持装置供保温杯套设,并对保温杯内壁进行支撑抵紧;
65、打磨装置,与所述传送链轮相邻设置,设置有打磨带轮和竖直升降机构,所述竖直升降机构用于驱使打磨带轮在竖直方向移动,当保温杯在所述链轮的驱动下移动至所述打磨带轮下方时,所述竖直升降机构驱使所述打磨带轮启动,并对保温杯的表面进行打磨;
66、端部压紧装置,与所述传送链轮相邻设置,用于抵紧保温杯的端部,并与保温杯保持保持同步转动。
67、通过采用上述技术方案,传送装置对保温杯进行夹紧并转动至焊道朝向打磨装置一侧的位置,再将保温杯传送至打磨装置处,打磨装置对保温杯的焊道以及表面进行打磨时,端部压紧装置对保温杯端部进行抵紧,使得保温杯处于不易倾斜的姿态,以便于保温杯进行均匀打磨。
68、第四方面,本技术提供一种计算机存储介质,能够存储相应的程序,具有减少工作人员的劳动量,并提高自动化生产效率的特点,采用如下的技术方案:
69、一种计算机可读存储介质,存储有能够被处理器加载并执行上述任一种金属保温杯表面加工方法的计算机程序。
70、通过采用上述技术方案,存储介质中有金属保温杯表面加工方法的计算机程序,执行计算机程序时,对保温杯在转动过程中进行焊道的朝向角度进行分析确定,根据朝向角度和打磨装置角度进行计算,从而确定出对应的调节角度,以对打磨保温杯进行转动调节,使得焊道自动朝向打磨装置转动,有助于减少工作人员劳动量的同时,能够提高自动化加工效率。
71、综上所述,本技术包括以下至少一种有益技术效果:
72、1.对保温杯进行打磨时,通过夹持装置对焊道进行转动调节,从而使得焊道朝向打磨装置一侧自动调节转动,不需要人为进行焊道位置的调节,能够降低工作人员的劳动量,且有助于提高保温杯的加工自动化效率;
73、2.在对焊道打磨区域进行打磨时,沿移打磨移动轨迹往复移动,从而能够对焊道在打磨过程中,在打磨移动轨迹的长度方向上保持打磨厚度处于同一水平面上,降低保温杯表面出现不平整的情况概率,有助于提高保温杯的周侧外壁圆柱度;
74、3.对保温杯打磨过程中的曲面打磨区域进行分析,并对不同类型的保温杯进行曲面打磨时,打磨装置的对应打磨角度进行查找,从而能够准确对曲面打磨区域进行贴合打磨,有助于提高曲面区域的打磨效果。
- 还没有人留言评论。精彩留言会获得点赞!