本发明属于冶金,涉及一种ksi125级页岩气井焊接套管用钢及其制造方法。
背景技术:
1、据统计,我国可采页岩气的总量为31.57万亿立方米,排名世界第一位,占全世界可采储量的15%,是常规天然气储量的近10倍。但相关统计显示,2021年,我国页岩气产量仅为230亿立方米,占全年天然气总产量的11.1%。分析其主要原因在于我国页岩气藏主要分布在中西部地区,具有储层深、地层压力高、天然裂缝复杂及页岩气井水平段长、压裂作业压力高、作业周期长等特点,对套管抗挤毁和非均匀变形能力提出更为严格的要求。
2、目前国内套管选型以125ksi钢级的无缝管为主,存在套管柱套损严重问题,导致桥塞等工具无法下入,延迟后续的压裂施工和生产,造成巨大的时间和经济损失,影响页岩气开发产能建设。随着国内高频电阻焊制管技术的发展,高性能焊接套管产品越来越受到认可,其相比无缝管具有材料性能、几何尺寸均匀性好等优点,具有抗挤毁强度高的天然优势。
3、近年来,中低级别牌号j55、n80、p110等已实现焊管替代无缝管,但随着开采深度的不断增大,开发高钢级、高抗压溃性能的焊管油井管成为了行业研究的前沿方向,现阶段首要难题是套管生产用钢的性能达不到制管生产要求。钢厂急需制造出成分体系、力学性能、微观组织均能良好匹配制管环节成型、焊接、热处理要求的热轧卷板,来解决屈服强度高难成型、带状组织高焊接质量差、热处理后性能不足等制管难题,从而实现成品焊接套管高强度、高韧性和高抗挤毁能力的性能特点。
4、公开号为cn109023120a的专利文献公开了“一种页岩气井用高强度高韧性焊接套管及其制造方法”,化学成分按重量百分比包括:c:0.16~0.28%,si:0.15~0.35%,mn:0.60~1.00%,cr:0.20~1.20%,mo:0.30~1.00%,s≤0.002%,p≤0.010%,ni:0.15~0.55%,v:0.01~0.15%,ti:0.005~0.05%,al:0.01~0.03%,稀土re:0.0005~0.020%,b:0.001~0.0015%,余量为fe和不可避免的杂质。该专利提出产品的合金成分中包含稀土元素和贵重合金镍,生产成本高;其主要集中于焊接、热张力减径、热处理及热矫直工艺,并未充分关注套管加工原料热轧卷板的生产工艺,且未公开热轧卷板的力学性能、显微组织,其成型性、焊接性对目前ksi125级页岩气井焊接套管产线适用程度未知。
技术实现思路
1、本发明提供一种ksi125级页岩气井焊接套管用钢及其制造方法,所生产的套管用钢热轧态屈服强度适中、带状组织极低、冲击韧性稳定,能够良好满足制管过程对原材料的成型、焊接要求;经制管热处理后成品套管性能符合api标准ksi125级套管要求,成品套管焊缝探伤检测合格、压扁试验无开裂。
2、为实现上述发明目的,本发明采用如下技术方案:
3、一种ksi125级页岩气井焊接套管用钢,其化学成分组成及质量百分含量为c:0.16~0.28%,si:0.10~0.40%,mn:0.80~1.60%,p≤0.012%,s≤0.005%,als:0.010~0.060%,nb:0.010~0.060%,v:0~0.08%,ti:0.005~0.030%,,cr:0.20~0.90%,mo:0.10~0.60%,b:0.0005~0.0025%,余量为fe和不可避免的杂质;其化学成分的质量百分含量满足:
4、c+mn/6+(cr+v+mo)/5+(cu+ni)/15:0.48~0.54%;
5、mo+5v:0.20~0.70%;
6、c+si+mn/4+mo+cr+10b:1.00~1.70%。
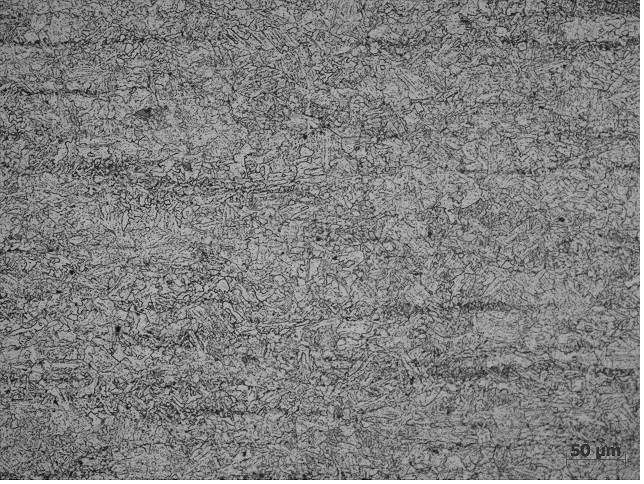
7、进一步的,所述套管用钢热轧态屈服强度rt0.5在330~480mpa,通卷强度差异≤30mpa,0℃横向冲击功akv≥40j,显微组织晶粒度≥9级,带状组织≤1.5级。
8、上述ksi125级页岩气井焊接套管用钢的制造方法,包括板坯连铸、加热、轧制、层流冷却和卷取工序;
9、板坯连铸工序:二冷段铸坯凝固末端在第n段,则第n-3段、n-2段、n-1段和n段的辊缝总压下量6~8mm,该4段喷淋水流量根据拉速设定,具体为:当拉速为1.0mm/min时,喷淋水流量50~60l/min;当拉速为1.1mm/min时,喷淋水流量80~90l/min;当拉速为1.2mm/min时,喷淋水流量115~130l/min;
10、轧制工序:采取粗轧+精轧两阶段tmcp控制轧制,粗轧末道次压下率25~35%;精轧阶段,精轧入口温度1000~1050℃,终轧温度860~900℃;
11、层流冷却工序:冷却模式采用前段集中冷却,带钢冷却速率30~60℃/s;
12、卷取工序:卷取温度520~580℃。
13、进一步的,所述板坯连铸工序,中包钢水过热度10~15℃。
14、进一步的,所述加热工序,板坯下线冷却至≤150℃后送加热炉加热,总加热时间200~280min,板坯在预热段停留时间占总加热时间的15~25%,出炉温度1250±20℃,同板差≤30℃。
15、进一步的,所述轧制工序,精轧阶段采用7机架连轧。
16、进一步的,所述冷却及卷取工序,冷却速率30~60℃/s。
17、上述所得钢卷经开卷纵剪、铣边、高频焊接、整管热处理后,所得成品焊接套管屈服强度rt0.65≥862mpa,抗拉强度rm≥931mpa,延伸率a50.8≥20%,0℃横向冲击功akv≥160j,压扁试验焊缝无开裂,抗挤毁强度≥200mpa。
18、所述整管热处理采用淬火+回火,淬火温度900±20℃,回火温度530±20℃。
19、目前国内页岩气井焊接套管加工产线在研发试制ksi120级套管时主要面临三个突出问题亟待解决,一是热轧态原材料强度高制管成型困难,二是原材料带状引起焊后局部组织差异导致的焊缝质量不合格,三是原材料韧性差纵剪和成型时易开裂。
20、针对上述限制问题,本发明通过特定的化学成分体系设计、炼钢-轧制全流程的带状组织协同控制、tmcp工艺和钢卷下线控温工艺结合,制造出材料强度比国内现有产线装备制管成型极限低30mpa以上、显微带状组织1.5级以内、韧塑性稳定的ksi125级页岩气井焊接套管用钢,能够良好满足制管过程对材料的成型焊接要求。
21、同时,成分mo-v和成分c-si-mn-mo-cr-b均按特定方式组合添加,保证了的调质后成品焊管的强度水平,以及厚度方向组织、性能的均匀一致性。套管经调质热处理后强度达到api标准125ksi级套管要求,屈服强度rt0.65≥862mpa,抗拉强度rm≥931mpa,且韧塑性显著优于api标准,延伸率a50.8≥20%,0℃横向冲击功akv≥160j,压扁试验焊缝无开裂,抗挤毁强度≥200mpa,具有高强度、高韧性和高抗挤毁能力,适用于复杂服役环境的页岩气井。