一种自适应连铸板坯宽度的电磁搅拌方法及装置与流程
本发明涉及连铸板坯生产技术,更具体地说,涉及一种自适应连铸板坯宽度的电磁搅拌方法及装置。
背景技术:
1、在金属板坯生产中,为了提高铸坯的表面和内部质量,通常对结晶器内的液态金属施加电磁搅拌。电磁搅拌的基本原理是通过在搅拌器内部通交流电后感应产生一个交变磁场,该交变磁场在液态金属中会感应产生电流,感应产生的电流与交变磁场之间产生洛仑兹力。液态金属在洛仑兹力作用下,沿着作用力的合外力方向进行流动,一方面,电磁搅拌作用下的流场对固-液界面进行冲刷,有利于夹杂物、气泡等缺陷的上浮去除,从而提高铸坯质量;另一方面,电磁搅拌作用下均匀了金属液的成分和温度,而且增加了固-液界面的凝固核心,有利于细化铸坯晶粒,提高等轴晶率。鉴于电磁搅拌对铸坯质量的促进作用,对电磁搅拌进行了广泛的研究,现有也提出了许多专利技术。
2、诸如中国专利申请号201080019323和201080019325提出了一种新的电磁搅拌方法,采用上下两对磁极,上端磁极对钢液进行电磁搅拌,下端磁极对钢液进行电磁制动。中国专利申请号201710013707.x提出了一种自适应拉速变化的电磁搅拌方法,结晶器采用上端电磁搅拌,下端电磁制动,电磁制动由多个独立控制部分组成,可根据拉速的变化,自动调整电磁搅拌和电磁制动的运行模式和电磁力大小,可实现拉坯速度的全覆盖。
3、上述几篇专利技术,优化了电磁搅拌控制模式,但未考虑连铸生产中的结晶器调宽控制。在同一条连铸坯生产线上,需生产多种规格的板坯,生产中会根据生产计划,对结晶器进行在线调宽。现有的电磁搅拌装置,通常按最大规格的板坯进行结构设计,当生产的连铸坯宽度变化时,电磁搅拌装置的作用区域一般不作调整。当结晶器宽度调窄时,调宽装置处于电磁搅拌区域,可能产生两种不利影响:一是调宽装置的机械结构,在电磁搅拌磁场作用下可能会受交变磁场的感应而发热,严重时会产生应力变形,不利于设备的稳定运行;二是调宽装置的信号线或传感器,在搅拌磁场的干扰下,可能会出现异常或设备故障,严重时可能无法实现结晶器在线调宽控制,影响连铸机的作业效率和产品质量的稳定。为了减轻电磁搅拌对调宽装置的信号干扰,一般需对调宽装置的电缆和信号线路由重新设计,绕开电磁信号干扰区域,这对调宽装置的结构设计提出了更多限制条件,对调宽装置的安装和应用维护造成诸多不便。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的是提供一种自适应连铸板坯宽度的电磁搅拌方法及装置,既能够取得较好的搅拌效果,又能够促进连铸设备稳定运行,有利于实现高质量铸坯的稳定生产。
2、为实现上述目的,本发明采用如下技术方案:
3、本发明第一方面提供了一种自适应连铸板坯宽度的电磁搅拌方法:
4、将电磁搅拌器设为多个独立的搅拌器模块,每个所述搅拌器模块独立接入、断开;
5、在结晶器窄面的外侧采用位移传感器实时测量所述结晶器窄面的位置,以计算当前连铸板坯的宽度;
6、根据测量所述连铸板坯的宽度选择接入所述搅拌器模块的数量,使所述电磁搅拌器的作用区域覆盖述连铸板坯的宽度区域。
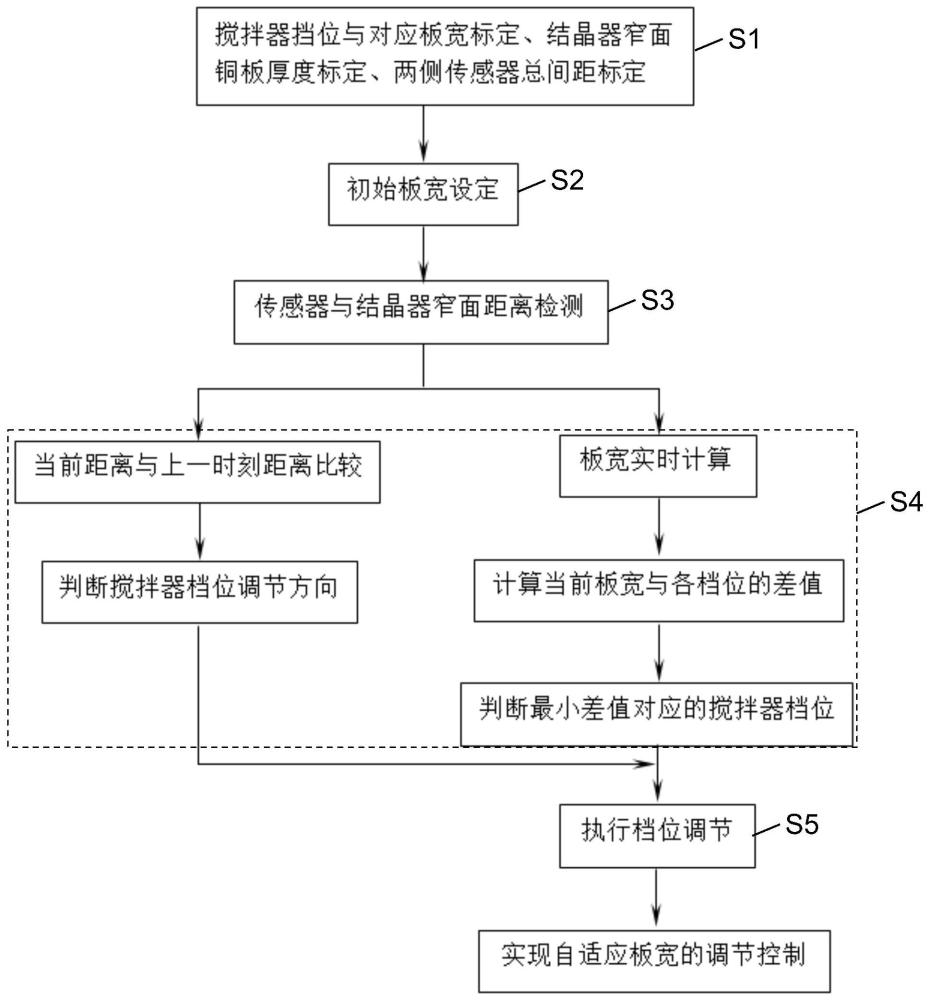
7、较佳的,所述电磁搅拌方法具体包括以下步骤:
8、s1、标定所述电磁搅拌器的档位与对应所述连铸板坯的宽度间的总宽度l_stir、所述结晶器窄面的厚度lz、所述结晶器窄面两侧所述位移传感器间的总间距l;
9、s2、对初始所述连铸板坯的宽度进行设定;
10、s3、实时检测所述位移传感器与所述结晶器窄面的间距ls;
11、s4、实时计算当前所述位移传感器与所述结晶器窄面的间距ls与上一时刻的间距差δls,给出档位调节方向;同时实时计算当前所述连铸板坯的宽度,选择投入所述搅拌器模块的作用区域宽度;
12、s5、执行档位调节控制。
13、较佳的,所述步骤s3中,实时计算当前所述位移传感器与所述结晶器窄面的间距ls与上一时刻的间距差δls具体包括:
14、所述位移传感器测量当前与所述结晶器窄面的距离ls(t),与上一时刻的距离ls(t-δt),得间距差δls。
15、较佳的,所述步骤s3中,给出档位调节方向具体包括:
16、若δls<0,为所述连铸板坯的宽度由窄向宽调节,则档位调节为增加所述搅拌器模块的数量;
17、若δls>0,为所述连铸板坯的宽度由宽向窄调节,则档位调节为减少所述搅拌器模块的数量;
18、若δls=0,为所述连铸板坯的宽度无变化,则无需执行档位调节。
19、较佳的,所述步骤s3中,实时计算当前所述连铸板坯的宽度l_slab具体计算如下:
20、l_slab=l-2(lz+ls)。
21、较佳的,所述步骤s3中,选择投入所述搅拌器模块的作用区域宽度具体包括:
22、实时计算当前所述连铸板坯的宽度l_slab与所有档位对应的所述电磁搅拌器的总宽度l_stir间的差值δl,计算公式如下:
23、δl=|l_stir-l_slab|
24、所述电磁搅拌器的档位设有7个,分别为0~6档,对应的所述电磁搅拌器的总宽度l_stir有7个,采用函数查找差值δl最小值对应的档位,选择该档位作为当前所述电磁搅拌器的目标档位。
25、本发明第二方面提供了一种自适应连铸板坯宽度的电磁搅拌装置,包括:
26、电磁搅拌器,具有2套,分别设于结晶器宽面的外侧面上;
27、位移传感器,具有2个,分别设于结晶器窄面的外侧;
28、智能处理单元,获取所述位移传感器的测量数据,实时计算当前所述位移传感器与所述结晶器窄面的间距ls与上一时刻的间距差δls,给出档位调节方向;同时实时计算当前所述连铸板坯的宽度,选择投入所述搅拌器模块的作用区域宽度;
29、所述自适应连铸板坯宽度的电磁搅拌装置实现所述的自适应连铸板坯宽度的电磁搅拌方法。
30、较佳的,所述电磁搅拌器包括外壳体和设于所述外壳体内的多个搅拌器模块。
31、较佳的,所述搅拌器模块包括设于所述外壳体内中间位置的基本搅拌器和设于所述基本搅拌器的侧部依次排列的多个模块化搅拌器。
32、较佳的,所述模块化搅拌器的数量为2~12个。
33、较佳的,所述电磁搅拌器具有7个档位,分别对应所述电磁搅拌器的总宽度l_stir具体如下:
34、所述电磁搅拌器的档位为0档时,对应所述电磁搅拌器的总宽度l_stir=l0;
35、所述电磁搅拌器的档位为1档时,对应所述电磁搅拌器的总宽度l_stir=l0+2l1;
36、所述电磁搅拌器的档位为2档时,对应所述电磁搅拌器的总宽度l_stir=l0+2(l1+l2);
37、所述电磁搅拌器的档位为3档时,对应所述电磁搅拌器的总宽度l_stir=l0+2(l1+l2+l3);
38、所述电磁搅拌器的档位为4档时,对应所述电磁搅拌器的总宽度l_stir=l0+2(l1+l2+l3+l4);
39、所述电磁搅拌器的档位为5档时,对应所述电磁搅拌器的总宽度l_stir=l0+2(l1+l2+l3+l4+l5);
40、所述电磁搅拌器的档位为6档时,对应所述电磁搅拌器的总宽度l_stir=l0+2(l1+l2+l3+l4+l5+l6),
41、l0是所述基本搅拌器的宽度,l1、l2、l3、l4、l5、l6分别是所述模块化搅拌器的宽度。
42、较佳的,所述位移传感器通过固定支架设于所述结晶器窄面的外侧。
43、本发明所提供的一种自适应连铸板坯宽度的电磁搅拌方法及装置,具有以下几点有益效果:
44、1)本发明自适应连铸板坯宽度的电磁搅拌方法可实现全板宽规格的电磁搅拌自动控制,提高结晶器调宽过程的搅拌工艺稳定性;
45、2)本发明自适应连铸板坯宽度的电磁搅拌方法装置产生的磁场主要作用于液态钢液的搅拌,对周围设备和仪表的干扰较小,提高了电磁搅拌装置的工艺兼容性;
46、3)电磁搅拌器采用多个模块化设计,可根据铸坯板宽来自动选择投入的搅拌器模块,非铸坯区域无电磁搅拌作用,提高了电磁搅拌的作用效率,易于实现自动控制。
- 还没有人留言评论。精彩留言会获得点赞!