一种集成式多激光定向扫描的3D打印系统及方法与流程
本发明涉及激光熔化增强材料制造,具体涉及一种集成式多激光定向扫描的3d打印系统及方法。
背景技术:
1、选区激光熔化成形技术(也称slm技术),是金属材料增材制造中的一种主要技术途径,该技术选用激光作为能量源,按照三维cad切片模型中规划好的路径在金属粉末床层进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。
2、slm工艺是一种快冷快热的加工过程,对于金属材料,受激光照射熔化后快速冷却,其内部往往伴随内应力,这种应力的存在会造成零件变形,内外裂纹甚至开裂;传统的主流解决方案是对打印平台底部电加热,提高粉末床温度,减少温度梯度,弱化热应力的影响结果,具体的实施方式是将打印基板安装在一个可以加热的平台上,打印前通过平台预热提高基板的工作温度;但是存在以下缺陷:电加热不均匀;电加热会引发基板变形,特别是厚度普遍较大的钛合金基板;加热和冷却过程均需要花费时间,造成取件等待时间长;电加热随着打印不断进行,热源距离打印面越来越远,加热的效果在递减弱化;电加热存在漏电风险,存在操作安全隐患;电加热属于整体加热,可加热温度有限,市场普遍最高200℃;整体电加热容易造成粉末结块,导致打印平台运动不畅甚至卡缸,打印精度无法得到保证。
3、扫描振镜作为控制激光选区扫描的核心光学元件,其通过高速变换镜片角度,将激光快速反射到打印平面的指定位置,随着slm设备的发展,设备打印尺寸越来越大,打印效率要求越来越高,单台slm设备的激光数量不断增加,依据公开报道,目前单台slm设备最多使用16路激光打印;目前,市场上多激光打印的方式主要分为两种,第一种为固定区域打印,即每个激光负责整个幅面的一部分,采用多激光拼接方式最终实现全幅面打印,以静态聚焦居多;第二种为全域打印,即每个激光可以覆盖整个打印区域,从而实现更高效打印和搭接设置更灵活,但每个扫描头独立存在;也存在以下缺陷:a、第一种方式二维扫描头空间体积大,造成多个扫描振镜重叠区小,要实现更大重叠区,则需要增大整个光学系统的工作高度,但这对于振镜扫描精度达到0.05mm甚至更高非常不利;现有的扫描策略受硬件限制较多;b、现有第二种方式每个扫描头独立存在,整体拼接精度严重依赖后期设备装配,校准难度大,多激光系统聚焦平面难共面,系统刚性差,振镜扫描精度稳定性差,容易存在搭接精度快速丢失;光斑大小单一,无法更高效生产;波长单一,限制打印材料。
4、基于上述现有的问题,研发涉及了一款集成式多激光定向扫描的3d打印系统及方法。
技术实现思路
1、本发明的目的在于提供一种集成式多激光定向扫描的3d打印系统及方法,有效地解决了残余应力问题,解决了打印材料范围限制问题,提高了生产的效率。
2、为解决上述技术问题,本发明采用的技术方案是:
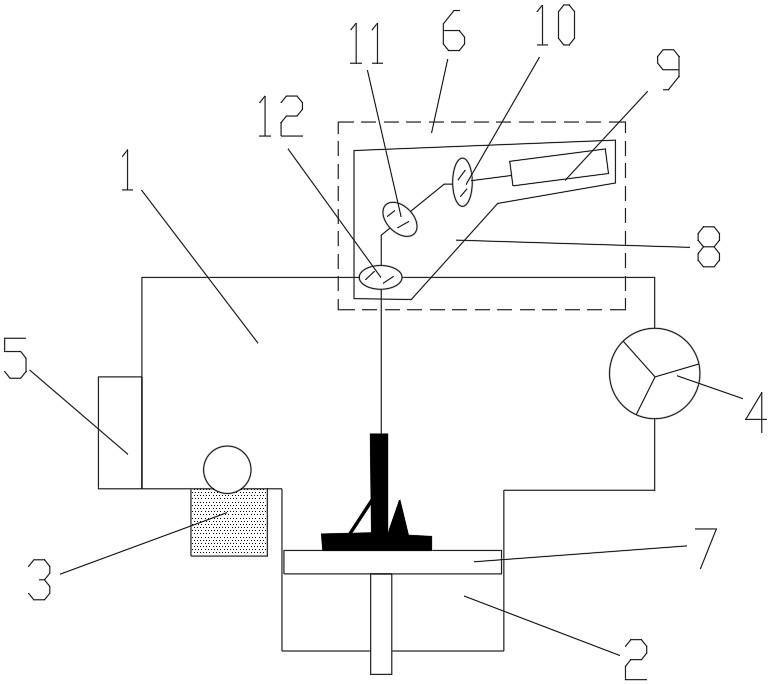
3、一种集成式多激光定向扫描的3d打印系统,包括打印仓模块、构建仓模块、铺粉模块、循环过滤模块、控制模块和光学模块;
4、所述打印仓模块用于提供打印的惰性环境,以及铺粉运动的空间;
5、所述构建仓模块内部设有可升降的打印平台,配合打印仓模块、铺粉模块及光学模块进行产品的打印加工;
6、所述铺粉模块为所述构建仓模块中的打印平台铺设一层定量厚度的粉末;
7、所述循环过滤模块对所述打印仓模块、构建仓模块及光学模块加工生产的烟尘进行过滤;
8、所述控制模块与所述打印仓模块、构建仓模块、铺粉模块、循环过滤模块和光学模块进行连接,并控制其工作运行;
9、所述光学模块的数量至少为一个,且每个所述光学模块包括至少两组激光标准单元;所述激光光学模块除激光器以外相互并列设置且整体封装而成;每组所述激光标准单元对所述打印平台均实现激光全覆盖。
10、优选地一种方案,所述激光标准单元包括激光器、准直镜、扫描振镜和聚焦镜;
11、所述激光器用于发射加工所需的激光束;
12、所述准直镜用于对激光器发射的发散激光束进行发散角压缩,使其达到平行激光束传输;
13、所述扫描振镜将准直镜传输的平行激光束进行反射;
14、所述聚焦镜将扫描振镜反射后的平行激光束聚焦为熔化金属粉末的光斑;
15、所述激光器、准直镜、扫描振镜和聚焦镜依次按序从上至下设置。
16、优选地一种方案,所述光学模块的激光标准单元将通过扫描振镜得到的重叠区作为3d打印设备的打印区域。
17、优选地一种方案,所述激光器为单模激光器或单模/多模可在线切换激光器。
18、优选地一种方案,所述激光器的光束空间分布为高斯分布、平顶分布或m形分布中的一种。
19、优选地一种方案,所述光学模块的激光标准单元中,至少有一组激光器的激光波长为特殊波段,其余组激光器的激光波长为常规波段。
20、优选地一种方案,所述聚焦镜为f-theta平面场镜或动态聚焦镜。
21、优选地一种方案,所述光学模块包括预热模块和打印模块,且所述预热模块具有所述打印模块的打印功能。
22、优选地一种方案,所述预热模块通过激光器作用于打印平台铺设的粉末表面,粉末吸收激光能量升温进行定向局部加热。
23、优选地一种方案,所述预热模块中聚焦镜聚焦的光斑尺寸与所述打印模块中聚焦镜聚焦的光斑尺寸相同或不同。
24、一种集成式多激光定向扫描的3d打印方法,包括如下步骤:
25、s1,在铺粉模块中装入原材料粉末后,控制模块控制铺粉模块为构建仓模块中的打印平台铺设一层定量厚度的粉末,并控制打印仓模块启动提供惰性保护气体;
26、s2,控制模块控制光学模块进行加工,选择相应的预热模块和打印模块进行运作启动;
27、s3,光学模块根据打印产品的材质及数据参数选择控制预热模块和打印模块中相应的激光标准单元进行启动;
28、s4,预热模块控制相应的激光标准单元对打印平台上的粉末进行预热,打印模块控制相应的激光标准单元对预热的粉末进行打印,预热模块和打印模块同步运行,且分别通过控制光斑尺寸来进行加工;
29、s5,当构建仓模块中的打印平台上一层扫描打印结束后,控制模块控制打印平台下降一个层厚;
30、s6,重复步骤s1-s5,直到打印完成。
31、优选地一种方案,在步骤s1-s5中,循环过滤模块全程开启对产品加工的过滤保护。
32、优选地一种方案,在步骤s4中,预热模块和打印模块的光斑尺寸通过聚焦镜来进行控制;预热模块和打印模块的光斑之间的距离通过调整激光的出光时间来实现。
33、优选地一种方案,在步骤s4中,预热模块中的激光标准单元和打印模块中的激光标准单元根据材料及产品选择性开启。
34、由于上述技术方案的运用,本技术与现有技术相比的有益效果在于:
35、本技术提供的一种集成式多激光定向扫描的3d打印系统及方法,通过系统实现了更高温度预热;采取精确定向加热,减少热影响区,进而降低加热引发的不利影响,有效地解决了残余应力问题;加速加热升温速度,消除冷却等待;针对熔池实际状态的实现动态加热;加热实施动态精细控制;加热打印两不误。
36、另外,本技术实现了更紧凑的多激光扫描系统布局,减小扫描系统空间尺寸过大带来的不利影响;光学模块整体封装,提高多激光聚焦一致性,提高了系统稳定性;所有激光可覆盖整个打印幅面,拼接策略更灵活;实现大小光斑组合使用,提高了生产效率;通过多波段设置使可加工粉末材料范围更广。
- 还没有人留言评论。精彩留言会获得点赞!