一种网格化设计的磁控溅射防腐镀膜用托盘的制作方法
本技术涉及镀膜设备,尤其是涉及一种网格化设计的磁控溅射防腐镀膜用托盘。
背景技术:
1、变频空调压缩机、工业节能电机和新能源汽车驱动电机用钕铁硼永磁材料必须具备高矫顽力、高磁能积、高耐腐蚀性等特性,这对传统钕铁硼永磁材料制造行业是个巨大的挑战,对钕铁硼永磁材料的耐腐蚀性能提出了更高的要求。
2、以钕铁硼永磁材料中常见的烧结钕铁硼永磁铁(ndfeb)为例,ndfeb的nd是化学活性最高的元素之一,其各相间电化学位相差较大,易引起电化学腐蚀;且ndfeb烧结过程中表面容易出现微孔、缺陷、结构疏松等缺陷,常常应用在高温、高湿和电化学环境中,极容易发生腐蚀,导致矫顽力严重下降,造成设备故障,带来巨大财产损失。
3、目前钕铁硼永磁材料最常用的防腐措施是电镀膜或者化学镀膜,如电镀锌、电镀镍、电镀镍铜镍,均存在防腐性能不达标、环境污染大、膜厚均匀性不一致等诸多问题。当下最优选的防腐技术,是磁控溅射防腐镀膜,其膜基结合力好,防腐性能优异,绿色无污染,但磁控溅射防腐镀膜在产业上大批量使用时存在应用瓶颈,现有烧结钕铁硼磁控溅射镀镝镀铽用普通托盘无法直接用于防腐镀膜,原因在于,普通托盘上的待镀膜工件相互紧密排列,磁控溅射镀镝镀铽只需要在工件一个表面镀膜,而防腐镀膜需要在工件六个表面都需镀膜,且待镀膜工件的尺寸不一,普通托板不易对不同尺寸的待镀膜工件进行固定。
技术实现思路
1、为了便于托盘对不同尺寸的待镀膜工件进行固定,本技术提供一种网格化设计的磁控溅射防腐镀膜用托盘。
2、本技术提供的一种网格化设计的磁控溅射防腐镀膜用托盘,采用如下的技术方案:
3、一种网格化设计的磁控溅射防腐镀膜用托盘,包括:
4、框型基座;
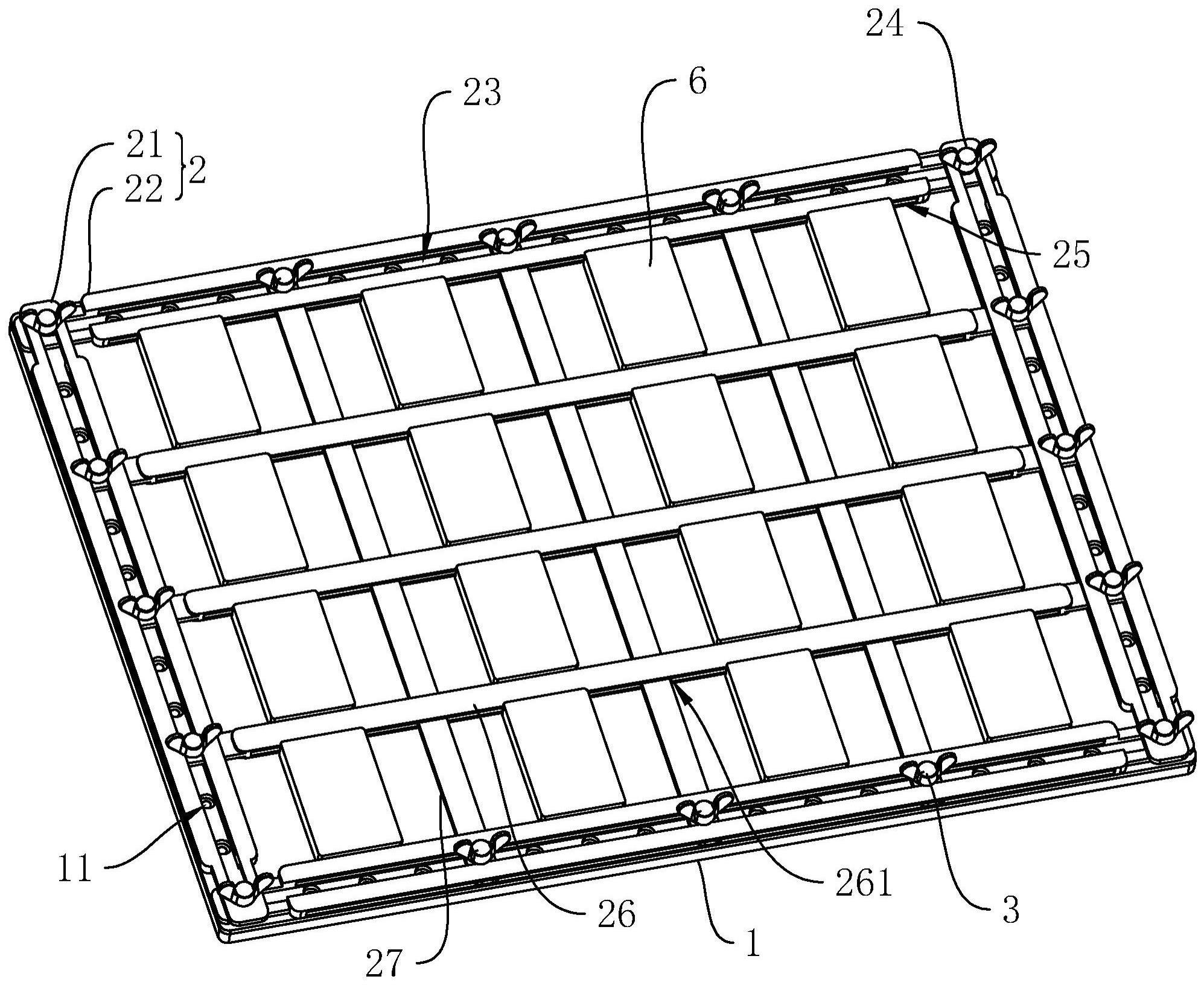
5、固定组件,所述固定组件包括若干相互垂直设置的第一边框和第二边框,所述第一边框和第二边框均安装在基座上,所述固定组件还包括滑动设置于所述第一边框上的若干横向夹板,以及滑动设置于所述第二边框上的若干纵向夹板,所述固定组件呈网格状,形成多个用于夹持待镀膜工件的夹持空间;
6、固定件,所述固定件用于将横向夹板固定在第一边框上以及将纵向夹板固定在第二边框上。
7、通过采用上述技术方案,将工件放置在基座内,横向夹板在第一边框上移动,纵向夹板在第二边框上移动,使得横向夹板、纵向夹板、第一边框和第二边框形成用于夹持待镀膜工件的夹持空间,工件固定在网格状的夹持空间,不易出现相互触碰的情形。再采用固定件将横向夹板固定在第一边框上,将纵向夹板固定在第二边框上,调节横向夹板或者纵向夹板之间的间距,从而能对不同规格尺寸的待镀膜工件进行装夹。
8、作为优选,所述横向夹板内开设有沿横向夹板长度方向设置的贯穿槽,所述纵向夹板滑动设置在贯穿槽内。
9、通过采用上述技术方案,纵向夹板滑动设置在横向夹板上的贯穿槽中,一方面是为了便于横向夹板与纵向夹板在移动时,不易出现交叉碰撞的情形,另一方面,能使得能纵向夹板能夹持在待镀膜工件侧壁的中部位置,降低待镀膜工件在纵向夹板上脱落的可能,同时,横向夹板在待镀膜工件的一侧壁上有两个夹持点,从而使得横向夹板更紧密的将待镀膜工件夹持住。
10、作为优选,所述第一边框、第二边框沿着各自的长度方向均开设有定位槽,所述定位槽贯穿第一边框、第二边框的顶面与底面,所述定位槽中穿设有用于将第一边框、第二边框固定在基座上的锁定件。
11、通过采用上述技术方案,根据所述待镀膜工件的规格尺寸,适应性的对横向夹板和纵向夹板的数量进行增减,能增大托盘的利用率。将锁定件从第一边框和第二边框上取下,当工件的尺寸过大时,减少横向夹板或者纵向夹板的数量,从而能降低多余的横向夹板或者纵向夹板对框架基座内空间的占用率,当工件的尺寸过大时,适应性的增加横向夹板或者纵向夹板的数量,从而使得托盘能容纳更多的工件。
12、作为优选,所述第一边框和第二边框沿着各自的长度方向均开设有与定位槽相连通的滑动槽,所述滑动槽贯穿第一边框、第二边框的内侧壁,所述横向夹板与纵向夹板的端部均滑动设置在对应的滑动槽内,所述固定件穿过定位槽并将横向夹板、纵向夹板的端部固定在基座上。
13、通过采用上述技术方案,滑动槽分别对横向夹板与纵向夹板起到导向和限位作用,从而使得横向夹板在移动过程中始终与第一边框垂直、纵向夹板与第二边框垂直,降低了横向夹板和纵向夹板在移动过程中脱离滑动槽的情况出现,固定件将横向夹板或者纵向固定在基座上。
14、作为优选,所述基座上间隔开设有若干的定位孔,所述固定件包括蝶形螺钉,所述固定件穿过横向夹板或纵向夹板的端部螺纹连接在定位孔内。
15、通过采用上述技术方案,由于很多待镀膜工件的尺寸是固定的,根据不同工件的尺寸,在基座上设置相应的定位孔,当对不同的工件进行夹持时,将横向夹板和纵向夹板移动至相应的定位孔上,并将蝶形螺钉穿过横向夹板或者纵向夹板钻入对应的定位孔中,基座与固定件螺纹连接便于对横向夹板或纵向夹板进行拆卸和安装。
16、作为优选,所述所述基座上开设有与滑动槽相互贯通的移动槽,所述固定件包括蝶形螺钉以及螺纹连接在蝶形螺钉上的螺母,所述蝶形螺钉同时穿过滑动槽和移动槽的端部与螺母螺纹连接。
17、通过采用上述技术方案,对于尺寸偏差较大的工件,将横向夹板和纵向夹板移动至将工件夹持之后,将蝶形螺钉同时穿过滑动槽和移动槽的端部,并将螺母旋拧在定型螺钉上并与基座抵接,从而将横向夹板或者纵向夹板固定,该种方式能对任意尺寸的工件进行夹持固定,不易出现夹持不稳的情况出现。
18、作为优选,所述基座上可拆卸连接有用于覆盖基座表面的衬板。
19、通过采用上述技术方案,在待镀膜工件进行镀膜时,衬板能起到防护作用,降低膜料溅射至其余地方造成污染,同时衬板可拆卸连接在基座上便于衬板的清洗和更换,降低了更换整个托盘的费用,操作便捷。
20、作为优选,所述衬板设置有两块且分别设置在基座的两面。
21、通过采用上述技术方案,由于防腐镀膜需要在工件的六个表面进行镀膜,当对基座内工件的一面镀膜时,将靠近镀膜一面的衬板拆卸,另一面的衬板起到防护作用;当需要对工件的另一面镀膜时,将基座进行翻转换面,再将衬板安装至基座的底面,并将基座上表面的衬板拆除,从而有利于工件的快速镀膜,而不用将工件在托盘上进行逐个换面,从而节省了施工时间。
22、作为优选,所述衬板为方形且开设有与滑动槽相对应的锁定槽,所述固定件能穿过锁定槽将衬板固定在基座上。
23、通过采用上述技术方案,通过固定件将衬板固定在基座上,从而便于衬板的拆装,也便于衬板在喷涂膜料时起到防护作用。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.将工件放置在基座内,横向夹板在第一边框上移动,纵向夹板在第二边框上移动,使得横向夹板和纵向夹板将工件夹持并采用固定件将横向夹板固定在第一边框上,将纵向夹板固定在第二边框上,调节横向夹板或者纵向夹板之间的间距,从而能对不同规格尺寸的待镀膜工件进行装夹;
26、2.纵向夹板滑动设置在横向夹板上的贯穿槽中,一方面是为了便于横向夹板与纵向夹板在移动时,不易出现交叉碰撞的情形,另一方面,能使得能纵向夹板能夹持在待镀膜工件侧壁的中部位置,降低待镀膜工件在纵向夹板上脱落的可能,同时,横向夹板在待镀膜工件的一侧壁上有两个夹持点,从而使得横向夹板更紧密的将待镀膜工件夹持住;
27、3.当对基座内工件的一面镀膜时,将靠近镀膜一面的衬板拆卸,另一面的衬板起到防护作用;当需要对工件的另一面镀膜时,将基座进行翻转换面,再将衬板安装至基座的底面,并将基座上表面的衬板拆除,从而有利于工件的快速镀膜,而不用将工件在托盘上进行逐个换面,从而节省了施工时间。
- 还没有人留言评论。精彩留言会获得点赞!