磁控溅射镀膜过程中进行活动挡板自动调节的方法、存储介质和磁控溅射设备与流程
本发明涉及磁控溅射,尤其涉及采用计算机程序控制磁控溅射镀膜过程中进行活动挡板自动调节的方法、存储介质和磁控溅射设备。
背景技术:
1、业内普遍采用磁控溅射设备对玻璃进行镀膜,镀膜方式通常是用溅射靶材对玻璃表面进行磁控溅射,溅射靶材在磁场作用下,往玻璃表面溅射粒子,使玻璃表面沉积上多层纳米膜层,实现镀膜。镀膜玻璃性能好坏受其膜层厚度均匀性影响,若膜层厚度不均匀,镀膜玻璃的性能就会很差。现有的磁控溅射镀膜工艺较为成熟,能够很好地对平面/平板玻璃(其待镀膜表面为平面)进行均匀镀膜,但若要对曲面玻璃进行镀膜,因曲面玻璃待镀膜表面为曲面,而曲面各处弯曲程度不完全相同,容易出现膜层各处厚度不均等缺陷。为此,在实际生产中,通常会在镀膜室中设置遮挡件以配合靶材来对曲面玻璃进行磁控溅射镀膜,例如中国专利文献cn109502989b给出的一种曲面玻璃镀膜装置,如其说明书附图1和3所示,该镀膜装置包括用于安装曲面玻璃的工作台1以及用于对曲面玻璃进行镀膜的靶材喷头3,在工作台1和靶材喷头3之间设有遮挡件,该遮挡件包括修正板2.1以及并排安装在修正板2.1一侧的多个齿片2.2,这些齿片并排的宽度大于等于曲面玻璃的长度。齿片2.2为可伸缩设置,齿片2.2上设有刻度,便于生产人员精确调节齿片的伸缩长度以对靶材喷头3的溅射范围进行遮挡。生产人员可根据所需镀膜的曲面玻璃长度方向上的弯曲程度相应调节各个齿片2.2的伸缩长度。调节好各个齿片长度后,生产人员就可以把曲面玻璃安装在工作台1上,工作台1转动带动其上的曲面玻璃各处移经靶材喷头3实现镀膜。该专利文献所给出的技术方案,第一方面需要生产人员手动调整修正板上的各个齿片的长度,不同型号的曲面玻璃其弯曲程度不同,对靶材喷头3的溅射范围的遮挡程度需求不同,故各个齿片的长度要求不同,因此每更换一次要镀膜的曲面玻璃,就需要生产人员手动调整一次修正板上各个齿片的长度,操作麻烦;第二方面,上述专利文献中,各个齿片2.2调整好后,其长度在整个镀膜过程中不再变化,即在整个镀膜过程中齿片2.2所起到的遮挡程度固定不变,故该专利文献的镀膜装置仅适用于曲面玻璃在镀膜移动方向(指镀膜过程中曲面玻璃移动的方向)上各处所需遮挡程度保持不变的镀膜场景,即曲面玻璃在镀膜移动方向上不存在弯曲且沿着镀膜移动方向上的各个切面的弯曲程度保持不变的镀膜场景(见图1中的(a)),而如果曲面玻璃在镀膜移动方向上存在弯曲(见图1中的(b)、(c))意味着曲面玻璃在镀膜移动方向上各处所需遮挡程度有所不同,如果采用上述专利文献的镀膜装置进行镀膜,镀膜过程中调整不了齿片所起到的遮挡程度,所镀得的膜层各处厚度依然不均。
技术实现思路
1、本发明所要达到的目的是提供一种磁控溅射镀膜过程中进行活动挡板自动调节的方法、存储有被执行时实现该方法的计算机程序的计算机可读存储介质以及可实现该方法的磁控溅射设备,该方法第一方面,能够自动调节活动挡板的遮挡程度,更换不同弯曲程度的曲面玻璃时无需生产人员手动调整挡板,第二方面,在镀膜过程中能够自动调节活动挡板对靶材溅射范围的遮挡程度以使所镀膜层各处厚度较为均匀。
2、为了达到上述目的,本发明提供了一种采用计算机程序控制磁控溅射镀膜过程中进行活动挡板自动调节的方法,其特征是依次执行以下步骤:
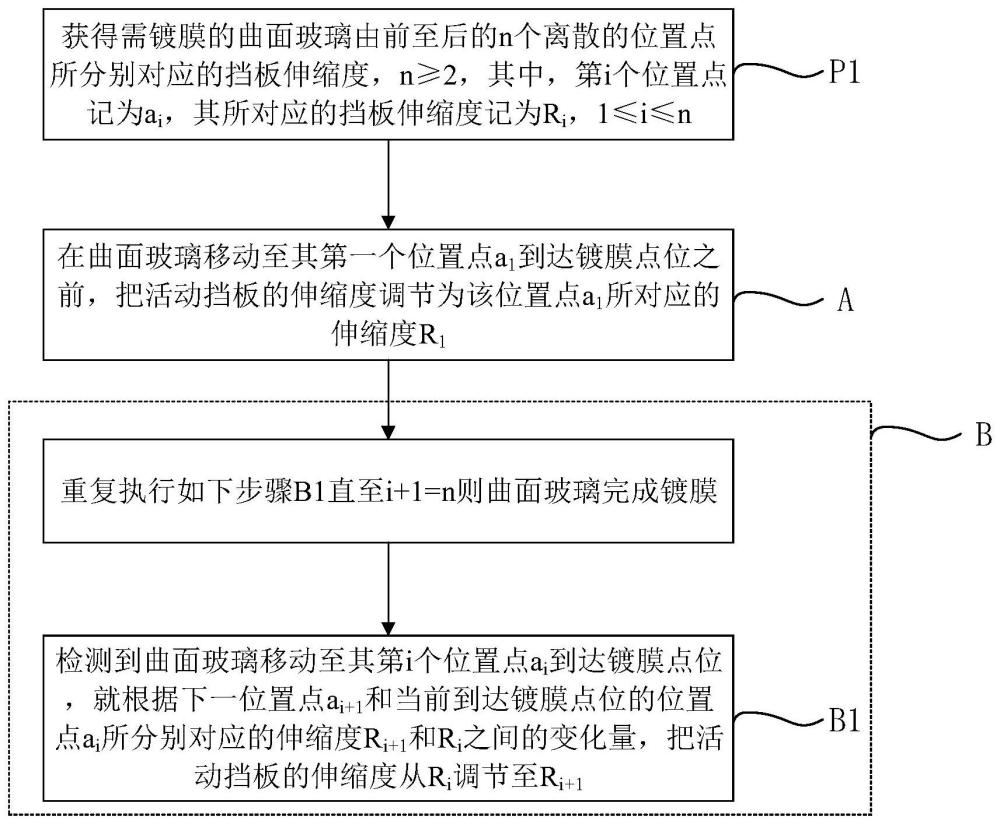
3、p1.获得需镀膜的曲面玻璃由前至后的n个离散的位置点所分别对应的挡板伸缩度,n≥2,其中,第i个位置点记为ai,其所对应的挡板伸缩度记为ri,1≤i≤n;
4、在对曲面玻璃进行镀膜的过程中执行如下步骤:
5、a.在曲面玻璃移动至其第一个位置点a1到达镀膜点位之前,把活动挡板的伸缩度调节为该位置点a1所对应的伸缩度r1;
6、b.重复执行如下步骤b1直至i+1=n则曲面玻璃完成镀膜;
7、b1.检测到曲面玻璃移动至其第i个位置点ai到达镀膜点位,就根据下一位置点ai+1和当前到达镀膜点位的位置点ai所分别对应的伸缩度ri+1和ri之间的变化量,把活动挡板的伸缩度从ri调节至ri+1。
8、进一步地,活动挡板具有x个可分别独立进行伸缩控制的子挡板伸缩点位,x≥2,具体地:
9、步骤p1中,每个位置点ai所对应的挡板伸缩度ri具体包括分别对应x个子挡板伸缩点位的x个子挡板伸缩度,其中第j个子挡板伸缩点位所对应的子挡板伸缩度记为rij,1≤j≤x;
10、步骤a中,对活动挡板的每个子挡板伸缩点位,把其伸缩度调节为对应的子挡板伸缩度r1j;
11、步骤b1中,对活动挡板的每个子挡板伸缩点位,根据下一位置点ai+1和当前到达镀膜点位的位置点ai所分别对应的伸缩度r(i+1)j和rij之间的变化量,控制该子挡板伸缩点位的伸缩度从rij调节至r(i+1)j。
12、进一步地,该方法包括在步骤p1之前执行的如下步骤:
13、p01.得到需镀膜的曲面玻璃的镀膜标定曲线,该镀膜标定曲线系根据曲面玻璃的所需镀膜的曲面形状确定,沿镀膜标定曲线由前往后依次标有n个离散的基准点,镀膜标定曲线上的各个基准点与曲面玻璃上的各个位置点ai一一对应;
14、p02.根据镀膜标定曲线在各个基准点处的陡缓程度确定各个基准点所分别对应的曲面玻璃各个位置点的挡板伸缩度ri,其中,位置点ai所对应的挡板伸缩度ri与该位置点ai所对应的基准点的陡缓程度负相关。
15、进一步地,步骤b1中,把活动挡板的伸缩度从ri调节至ri+1的速度根据曲面玻璃的移动速度以及ri与ri+1之间的变化量来确定。
16、进一步地,所述挡板伸缩度通过接收用户输入的方式来获得。
17、进一步地,该方法包括在步骤p01之前执行的步骤p0.沿着曲面玻璃将要镀膜时的水平前移轨迹,检测曲面玻璃的一组位置点的坐标,一组内的各个位置点位于同一竖平面,根据各个位置点的坐标把各个位置点平滑连接起来得到所述的镀膜标定曲线,以一组内位置点作为镀膜标定曲线的基准点。
18、进一步地,步骤p0中,具体检测曲面玻璃中心线所在竖平面的一组位置点的坐标。
19、进一步地,步骤p0具体检测多组所述的位置点的坐标,多组所述的位置点分别位于多个竖平面,计算这多组位置点的坐标的平均坐标,把各个平均坐标所分别对应的点平滑连接形成所述镀膜标定曲线,以各个平均坐标所对应的点作为镀膜标定曲线的基准点。
20、本发明还提供了一种计算机可读存储介质,其上存储有可执行的计算机程序,该计算机程序被执行时实现如上所述的磁控溅射镀膜过程中进行活动挡板自动调节的方法。
21、本发明还提供了一种磁控溅射设备,包括阴极基板以及安装在阴极基板上的靶材;包括活动挡板以及驱动活动挡板从靶材溅射范围外伸入靶材溅射范围内进行局部遮挡的挡板驱动装置;包括电连接挡板驱动装置的控制器以及如上所述的计算机可读存储介质,该控制器执行该计算机可读存储介质中的计算机程序从而实现如上所述的磁控溅射镀膜过程中进行活动挡板自动调节的方法。
22、上述活动挡板自动调节方法步骤p1获得需镀膜的曲面玻璃各个位置点所分别对应的挡板伸缩度,据此自动调节活动挡板的遮挡程度,故在更换不同弯曲程度的曲面玻璃时无需生产人员手动调整挡板。此外,该方法在对曲面玻璃进行镀膜的过程中执行:步骤a在曲面玻璃移动至其第一个位置点a1到达镀膜点位之前,把活动挡板的伸缩度调节为伸缩度r1,然后执行步骤b1直至曲面玻璃完成镀膜:b1.检测到曲面玻璃移动至其第i个位置点ai到达镀膜点位,就根据下一位置点ai+1和当前到达镀膜点位的位置点ai所分别对应的伸缩度ri+1和ri之间的变化量,把活动挡板的伸缩度从ri调节至ri+1。这样一来,在曲面玻璃从其位置点ai到达镀膜点位移动至其位置点ai+1到达镀膜点位时,活动挡板的伸缩度恰好从ri伸缩至ri+1,实现了在曲面玻璃镀膜过程中动态地把活动挡板的伸缩度调节至曲面玻璃当前镀膜处所对应的伸缩度,达到曲面玻璃当前镀膜处所需的遮挡程度,从而使曲面玻璃所镀膜层各处厚度较为均匀,适用于曲面玻璃在镀膜移动方向上各处所需遮挡程度有所不同的镀膜场景。
- 还没有人留言评论。精彩留言会获得点赞!