一种高强度锻件表面氧化皮自动化清除装置及工艺的制作方法
本发明涉及锻件生产,尤其涉及一种高强度锻件表面氧化皮自动化清除装置及工艺。
背景技术:
1、氧化皮是钢铁在高温下发生氧化作用而形成的腐蚀产物,由氧化亚铁、四氧化三铁、三氧化二铁组成。在机械零件在锻压加工之前需要对钢材坯料加热,一般是加热至红热状态;这种红热状态的坯料在从加热炉中取出之后,会在坯料的表面形成一层氧化皮,氧化皮与坯料主体之间松散的连接,很容易在外力的作用下剥落,为了不影响后续的进一步零件加工,出炉后的坯料必须先剥离表面的氧化皮,以提高锻件表面质量,改善锻件的后续切削加工条件。
2、现有锻件外侧的氧化皮去除方式一般通过人工清理,操作人员利用工具将锻造过程中的氧化皮清除。但这种氧化皮清除方式不仅效率低,操作人员劳动强度高,而且存在较大的安全隐患,影响锻件对氧化皮的清除效率。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的问题,而提出的一种高强度锻件表面氧化皮自动化清除装置及工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
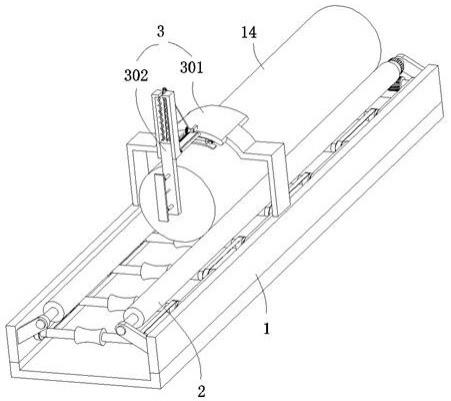
3、一种高强度锻件表面氧化皮自动化清除装置,包括支撑座,还包括:
4、输送部,所述输送部设置在支撑座上,用于对圆柱形锻件输送;以及
5、氧化皮去除机构,所述氧化皮去除机构设置在支撑座上,所述圆柱形锻件置于氧化皮去除机构的下侧,所述氧化皮去除机构包括用于去除圆柱形锻件弧形侧面的主去皮组件以及用于去除圆柱形锻件两端平面的副去皮组件。
6、优选的,所述输送部包括平行转动设置在支撑座上的若干第一转轴,每个所述第一转轴上设置有第一输送辊,相邻两个所述第一转轴上均设置有同步轮,两个所述同步轮之间设置有同步带,所述支撑座上设置有用于驱动其中一个第一转轴转动的输送电机,所述输送部还包括转动设置在支撑座上的第二转轴,所述第二转轴上设置有第二输送辊,所述第二转轴上设置有蜗轮,所述第一转轴上设置有与蜗轮啮合的蜗杆。
7、优选的,所述主去皮组件包括固设在支撑座两侧的支撑板,两个所述支撑板之间设置有弧形板,所述弧形板的底表面上固设有连接座,所述连接座上固设有驱动电机,所述驱动电机的输出端连接有转动在连接座上的丝杆,所述丝杆上螺纹连接有与弧形板滑动设置的移动板,所述移动板上设置有第一弹性伸缩杆,所述第一弹性伸缩杆远离移动板的一端连接有与圆柱形锻件活动相抵的轴向刷板。
8、优选的,所述弧形板上开设有弧形槽,所述弧形槽内滑动连接有滑动块,所述滑动块与弧形槽内壁之间设置有弧形弹簧,所述滑动块背离弧形弹簧的一侧设置有第一拉绳,所述第一拉绳远离滑动块的一端缠绕在丝杆上,所述滑动块的底部设置有第二弹性伸缩杆,所述第二弹性伸缩杆远离滑动块的一端连接有与圆柱形锻件活动相抵的周向刷板。
9、优选的,所述弧形板的底壁设置有支板,所述支板上设置有转动轴,所述转动轴上连接有摆动杆,所述转动轴上套设有两端分别与支板和摆动杆相连的扭簧,所述摆动杆上设置有敲击球,所述弧形板上还转动连接有转动杆,所述转动杆上设置有从动锥齿轮,所述丝杆上设置有与从动锥齿轮啮合的主动锥齿轮,所述转动杆上还缠绕连接有第二拉绳,所述第二拉绳的一端固定在转动杆上,所述第二拉绳远离转动杆的一端与摆动杆相连。
10、优选的,所述副去皮组件包括开设在弧形板顶壁上的滑槽,所述滑槽沿着弧形板的轴向设置,所述滑槽内滑动安装有活动板,所述活动板与弧形板之间设置有第三弹性伸缩杆,所述活动板远离弧形板的一端设置有连接架,所述连接架内滑动连接有滑板,所述滑板与连接架内壁之间设置有弹性元件,所述滑板上设置有第三刷板,所述滑板背离第三刷板的一侧设置有第四弹性伸缩杆,所述第四弹性伸缩杆远离滑板的一端连接有第四刷板。
11、优选的,所述弧形板上固设有连接块,所述连接块上设置有第一转杆,所述第一转杆上设置有第一齿轮,所述活动板上设置有与第一齿轮啮合的第一齿条,所述第一转杆上缠绕连接有第三拉绳,所述第三拉绳远离第一转杆的一端与滑板相连。
12、优选的,所述滑板上开设有工作槽,所述工作槽内转动连接有第二转杆,所述第二转杆上设置有第二齿轮,所述连接架上设置有与第二齿轮啮合的第二齿条,所述第二转杆上缠绕连接有第四拉绳,所述第四拉绳的一端固定在第二转杆上,所述第四拉绳远离第二转杆的一端与第四刷板相连。
13、优选的,所述支撑座包括底板以及设置在底板两侧的侧板,所述底板的顶壁设置为倾斜面。
14、本发明还公开了一种高强度锻件表面氧化皮自动化清除工艺,包括以下步骤:
15、s1:将加热后的圆柱形锻件置于支撑座的输送部上,控制输送部工作,使输送部将圆柱形锻件向氧化皮去除机构处移动,通过控制输送电机运行,使输送电机的输出端带动其中一个第一转轴转动,第一转轴转动时带动第一输送辊对圆柱形锻件输送,使锻件沿着支撑座长度方向移动,且第一转轴转动时,第一转轴上的蜗杆与第二转轴上的蜗轮啮合传动,使得第二转轴带动第二输送辊转动,第二输送辊依靠与圆柱形锻件之间的摩擦,驱使圆柱形锻件绕自身轴线转动;
16、s2:当圆柱形锻件移动至氧化皮去除机构下侧后,控制驱动电机正反向运行,驱动电机的输出端带动丝杆正反向往复转动,使与丝杆螺纹连接的移动板前后移动,进而使移动板通过第一弹性伸缩杆带动轴向刷板前后移动并对圆柱形锻件外侧的氧化皮刷除;
17、s3:丝杆来回转动时对第一拉绳收卷或释放,当丝杆对第一拉绳收卷时,第一拉绳拉动滑动块滑动在弧形槽内,弧形弹簧被拉伸,滑动块通过第二弹性伸缩杆带动周向刷板对圆柱形锻件外侧的氧化皮逆指针刷除,当丝杆对第一拉绳释放时,弧形弹簧拉动滑动块复位移动,使周向刷板对圆柱形锻件外侧的氧化皮顺时针刷除;
18、s4:丝杆在转动时还通过主动锥齿轮与转动杆上的从动锥齿轮啮合传动,使转动杆随丝杆往复转动而来回转动,使得转动杆对第二拉绳收卷或释放,当转动杆对第二拉绳收卷时,第二拉绳对摆动杆的一端拉动,摆动杆带动敲击球以转动轴为中心抬升,当转动杆对第二拉绳释放时,摆动杆在扭簧的作用下复位转动,使摆动杆带动敲击球对锻件表面的氧化皮敲击,使氧化皮松动,方便氧化皮被后续的刷板所刷除;
19、s5:随着输送部对锻件的输送,锻件前端的平面与滑板上的第三刷板抵接,由于锻件在行进中转动,使得第三刷板可对锻件端部平面的氧化皮有效刷除,且随着锻件沿支撑座长度方向移动,第三刷板受力并通过连接架带动活动板移出弧形板,活动板移动时使第一齿条与第一齿轮啮合传动,第一齿轮带动第一转杆转动并使其对第三拉绳收卷,第三拉绳带动滑板在连接架内上移,防止滑板阻碍锻件的继续输送,当滑板移动至圆柱形锻件上侧后,滑板以及连接架在第三弹性伸缩杆的拉动下随活动板复位回移,第一转杆对第三拉绳释放,滑板不再受到第三拉绳拉力,且在滑板上移时,滑板内第二转杆上的第二齿轮与连接架上的第二齿条啮合传动,使第二转杆对第四拉绳收卷,第四拉绳拉动第四刷板并使其向滑板处靠近;
20、s6:随着输送部对锻件的持续输送,圆柱形锻件的末端最终移出氧化皮去除机构下侧,此时锻件不再对滑板底侧抵压,滑板在被压缩的弹性元件弹力推动下复位下移,滑板通过第四弹性伸缩杆带动第四刷板下移,第四刷板随滑板下移过程中,第二转杆对第四拉绳释放,使得滑板下移过程中受到恢复形变的第四弹性伸缩杆推动并保持与圆柱形锻件末端的平面抵接,随着锻件的转动,第四刷板对圆柱形锻件末端平面的氧化皮有效刷除,去除氧化皮的锻件在输送部的作用下进入后续生产工序中。
21、与现有技术相比,本发明提供了一种高强度锻件表面氧化皮自动化清除装置及工艺,具备以下有益效果:
22、1、该高强度锻件表面氧化皮自动化清除装置及工艺,通过输送部驱使圆柱形锻件前移并转动,使主去皮组件对锻件弧形侧面的氧化皮有效去除,使副去皮组件对锻件两端平面的氧化皮有效去除,降低了操作人员劳动强度,提高了氧化皮清理效率,保证锻件表面锻造质量和精度。
23、2、该高强度锻件表面氧化皮自动化清除装置及工艺,通过控制输送电机运行,使输送电机的输出端带动其中一个第一转轴转动,第一转轴转动时带动第一输送辊对圆柱形锻件输送,使锻件沿着支撑座长度方向移动,且第一转轴转动时,第一转轴上的蜗杆与第二转轴上的蜗轮啮合传动,使得第二转轴带动第二输送辊转动,第二输送辊依靠与锻件之间的摩擦,驱使锻件在沿其轴向移动时自身转动,便于氧化皮去除机构对锻件周侧的氧化皮进行全面清理,保证对锻件外侧氧化皮的清理效果。
24、3、该高强度锻件表面氧化皮自动化清除装置及工艺,通过使轴向刷板和周向刷板在圆柱形锻件外侧往复移动,刷板的来回移动保证了锻件外侧氧化皮的清理质量,且轴向刷板和周向刷板垂直设置,可对锻件外侧难以清理的氧化皮从不同方向进行清理,保证对锻件外侧氧化皮的清理效果。
25、4、该高强度锻件表面氧化皮自动化清除装置及工艺,通过丝杆在转动时还使主动锥齿轮与转动杆上的从动锥齿轮啮合传动,使转动杆随丝杆往复转动而来回转动,使得转动杆对第二拉绳收卷和释放,当转动杆对第二拉绳收卷时,第二拉绳对摆动杆的一端拉动,摆动杆带动敲击球以转动轴为中心抬升,当转动杆对第二拉绳释放时,摆动杆在扭簧的作用下复位转动,使摆动杆带动敲击球对锻件表面的氧化皮敲击,避免锻件外侧的氧化皮难以被清理,使氧化皮松动,方便氧化皮被后续的刷板所刷除,提高对锻件氧化皮的清理效果。
- 还没有人留言评论。精彩留言会获得点赞!