一种小口径管道焊接方法及用于实施该方法的装置
本公开涉及的是一种适用于小口径管道的衬垫焊接以及焊后清除内壁衬垫残留的方法及装置。
背景技术:
1、小口径管道焊接时只能在外侧进行单面焊接,因而在管道内壁容易出现未焊透或焊瘤过大等缺陷,均会影响管道强度和管内高速流体流态。管道焊接采用衬垫技术是避免这些焊缝缺陷的有效技术手段。
2、目前,已经有一些管道焊接衬垫装置,例如:管道焊接用的十字滑顶式衬垫装置(cn109822286a)、一种小口径管道焊接用衬垫装置(cn219293174u)、管道焊接弧形衬垫装置(cn107825059a)。
3、这些管道焊接衬垫装置采用铜材质衬垫,焊后与钢质管道粘接强度低,很容易清除下来。但是,使用铜衬垫在焊接高温条件下容易在钢质管道内壁产生渗铜现象,影响管道性能。
4、如果将这些衬垫装置的铜材质替换成与管道同钢号材质,可以避免管道内壁渗铜现象。但是,钢材质衬垫焊接时会与管道焊缝熔化形成一体,焊后还需要取出衬垫装置,再装入专用的管道内壁打磨装置将多余的衬垫残留部分打磨清除掉。
5、目前的管道内壁打磨装置有:管道焊缝打磨机(cn209304234u)、一种管道内壁打磨装置(cn115070527a)。但是这些管道内壁打磨装置的驱动、移动等机构复杂,和打磨部件组合在一起,导致装置径向尺寸较大,难以装入到小口径管道里。
6、并且,上述方案管道衬垫焊接及焊后打磨不但需要两套装置,而且操作麻烦,施工效率低。
技术实现思路
1、本公开提出了一种小口径管道焊接方法及用于实施该方法的装置,能够解决背景技术中指出的选用与管道同钢号材质衬垫也需要两套装置的问题以及打磨装置难以装入小口径管道里的技术问题,本装置的打磨部件与驱动部件分开,将打磨部件设计成径向尺寸小的结构,放到管道里,将径向尺寸大的驱动部件布置在管道端部外侧,通过一根长轴将两者连接和驱动,从而能够实现衬垫焊接及焊后打磨一次性完成。
2、本公开所述的小口径管道焊接及打磨组件,方案1:所述组件包括衬垫3和打磨部件,其独特之处在于:
3、所述打磨部件包括三爪架2、分隔筒4、碗型砂轮5、支撑体7、导轮组8以及第一轴承9;
4、所述三爪架为薄板冲压成的带有方形孔和三条弹性爪的结构,所述弹性爪的外侧设置成凹槽,用于卡住和支撑所述衬垫;
5、所述衬垫选用与管道同钢号材质,安装在所述三爪架上,用于封堵管道焊接坡口;
6、所述碗型砂轮外径小于管道内径,用于打磨焊后管道内壁残留的所述衬垫;所述碗型砂轮由金属体和磨削体组成,所述金属体中心加工方孔,所述金属体圆周加工通风孔,所述磨削体由树脂粘接砂砾组成;
7、所述分隔筒加工方孔,通过长轴10安装在所述三爪架与所述碗型砂轮之间;
8、所述支撑体为两端加粗的圆筒形,加粗段加工轴承孔,用于安装两个第一轴承9;所述支撑体的中间段外壁圆周均布加工三个平面,并加工螺纹孔,通过螺栓安装三个导轮组8;
9、导轮组8由一个轮架、两个小轮以及两个轮轴组成,用于支撑所述衬垫和打磨部件在管道里前后移动。
10、进一步地,所述组件还包括风扇1;
11、所述风扇外径小于管道内径,并加工方孔供穿过长轴10;两个风扇1分别安装在所述三爪架之前和所述碗型砂轮之后,能够在长轴10驱动下产生轴流风,冷却打磨产生的热量以及将碎屑吹出管道。
12、进一步地,所述衬垫为圆环形,外缘带有凸台;所述凸台的尺寸与焊接坡口配合,高度为1-2mm,宽度为坡口间距。
13、进一步地,所述组件还包括挡罩6;所述挡罩布置在所述风扇与所述第一轴承之间,避免所述风扇吹扫的碎屑飞溅到所述第一轴承里。
14、方案2:在方案1及优化方案的基础上,组件内增加驱动部件,得到方案2,如下:
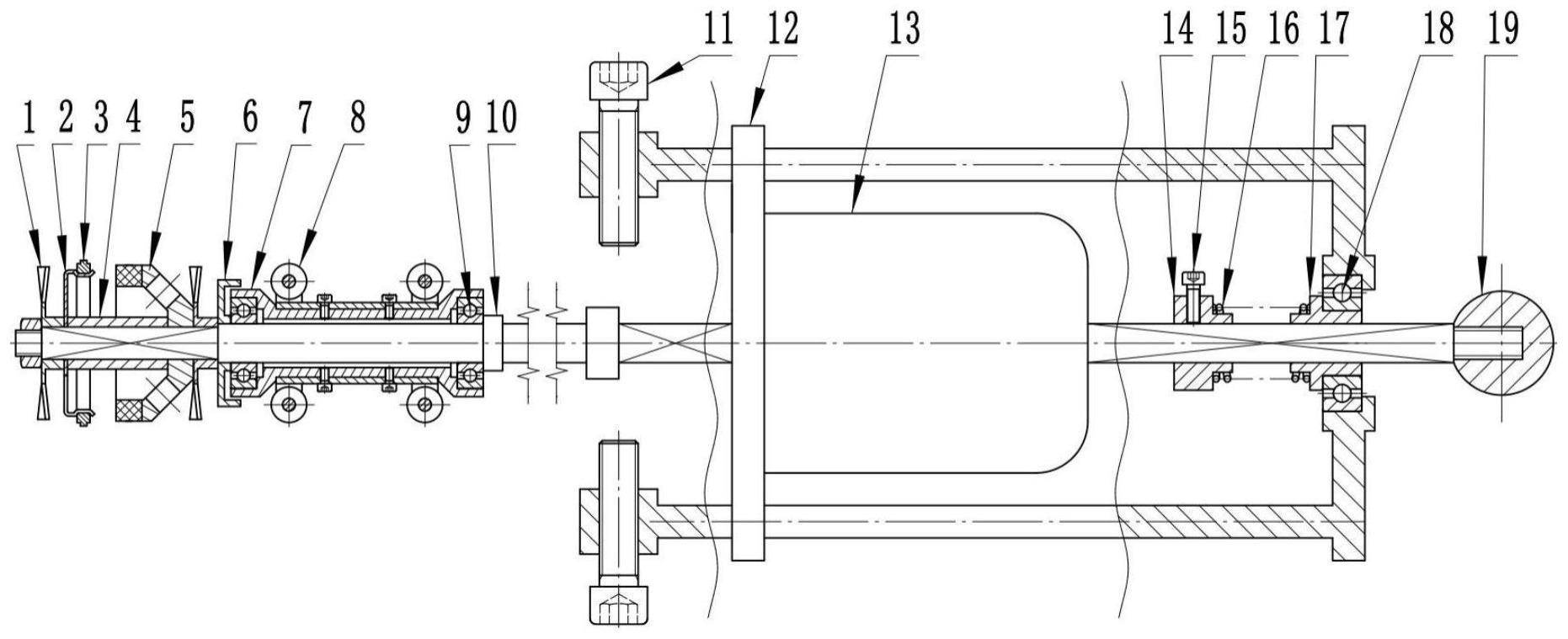
15、所述驱动部件包括框架12、卡固螺栓11、电机13、左挡环14、定位螺栓15、弹簧16、右挡环17以及第二轴承18。
16、所述框架由卡固体1201、电机座板1202、连接杆1203以及轴承座板1204四部分组成;所述卡固体为三个,圆周均布焊接在所述电机座板左侧,所述卡固体加工螺纹孔,通过三个卡固螺栓11将所述框架卡紧固定在管道右端外侧;所述电机座板上加工中心孔和圆周孔,用于安装所述电机;所述连接杆为三个,左端圆周均布焊接在所述电机座板右侧,右端焊接连接所述轴承座板。
17、所述轴承座板加工沉孔,安装所述第二轴承;
18、所述电机安装在所述电机座板右侧;所述电机设置中空方孔轴,用于穿在长轴10的后方杆段处;
19、所述左挡环加工方孔,用于穿在长轴10的后部,并通过所述定位螺栓固定位置;
20、所述第二轴承安装在所述轴承座板上;
21、所述右挡环加工方孔,用于穿在长轴10的后部,并安装在所述第二轴承的孔里;
22、所述弹簧为压缩弹簧,安装于所述左挡环与所述右挡环之间。
23、应用方案2中所述组件,以及长轴10和手柄球19,得到方案3,即一种小口径管道焊接及打磨装置:
24、所述长轴的长度大于待焊接管道;
25、所述长轴的前部设置螺纹段、前方杆段、光杆段和轴肩,用于安装所述衬垫和打磨部件;
26、所述长轴的后部依次设置螺纹段、后方杆段和轴肩,用于安装所述驱动部件;
27、所述长轴的后端安装所述手柄球,推动所述长轴进行轴向移动;
28、所述三爪架装在所述长轴前部的风扇1与分隔筒4之间;
29、所述碗型砂轮,安装在所述长轴的前方杆段处;
30、所述支撑体通过两个第一轴承9安装到所述长轴的轴肩前部光杆段上。
31、本公开的另一个方面,在于给出了应用方案3中所述装置实施的一种小口径管道焊接方法:
32、按照如下步骤进行:
33、第一步,焊接前,将衬垫3和打磨部件插入到待焊接管道20里;通过卡固螺栓11将所述装置中的驱动部件固定在待焊接管道20端部外侧;
34、第二步,调整长轴10位置,使得衬垫3对准待焊接管道20的待焊接坡口21,使衬垫3的外缘凸台夹在坡口21处;
35、第三步,在待焊接管道20外侧进行焊接,直至衬垫3与焊缝22熔化成一体;
36、第四步,推动长轴10带动三爪架2脱离衬垫3,直至碗型砂轮5顶到焊缝22上衬垫3残留部位;将左挡环14向右移动压缩弹簧16,移动距离为焊缝22宽度的2-3倍,紧固定位螺栓15将左挡环14固定在长轴10上,弹簧16推动长轴10向左加载;
37、第五步,启动电机13,驱动长轴10转动,带动碗型砂轮5打磨焊缝22上的衬垫残留;同时,两个风扇1在长轴10驱动下产生轴流风,冷却焊缝打磨部位并将打磨产生的碎屑吹出管道。
38、本说明书一个或多个实施例采用的上述至少一个技术方案能够达到以下有益效果:
39、首先,本公开提供的装置采用衬垫焊接及焊后打磨集成一体,只需要一套装置,就可完成焊接和打磨,安装和操作简单,施工效率高;其次,应用本公开给出的技术方案,衬垫能够选用与管道同钢号材质,不存在焊接渗铜问题;再次,衬垫和打磨部件径向尺寸小,适于装入到小口径管道里;另外,装置中配有两个轴流风扇,能够冷却打磨热量并将碎屑吹出管道。
40、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本公开。
41、根据下面参考附图对示例性实施例的详细说明,本公开的其它特征及方面将变得清楚。
- 还没有人留言评论。精彩留言会获得点赞!