一种树脂砂铸造设备及铸造方法与流程
本发明涉及树脂砂铸造,具体涉及一种树脂砂铸造设备及铸造方法。
背景技术:
1、树脂砂铸造是一种常见的铸造工艺,也被称为冷芯铸造。它是利用树脂作为粘结剂,将砂粒粘结在一起形成砂型,然后在砂型中注入熔化的金属,使其凝固成为所需的铸件,其除了成型的模具外,在填砂时还需要留有浇筑口,一般有浇筑模块占据一部分的树脂砂空间,成型后浇筑模块需要取出;现有技术中,浇筑模块的取反一般由人工完成,其效率较低。
2、基于此,本发明设计了一种树脂砂铸造设备及铸造方法以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种树脂砂铸造设备及铸造方法。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种树脂砂铸造设备,包括设备主体,所述设备主体上安装有移动容纳调节组件,所述移动容纳调节组件连接有模具组件和压实打孔组件,还包括固定组件,所述固定组件与移动容纳调节组件、模具组件、压实打孔组件均连接;
4、所述固定组件包括下固定组件和上固定组件,所述下固定组件安装于移动容纳调节组件上,所述下固定组件与设备主体、模具组件均连接,所述上固定组件安装于压实打孔组件上,所述上固定组件与模具组件连接。
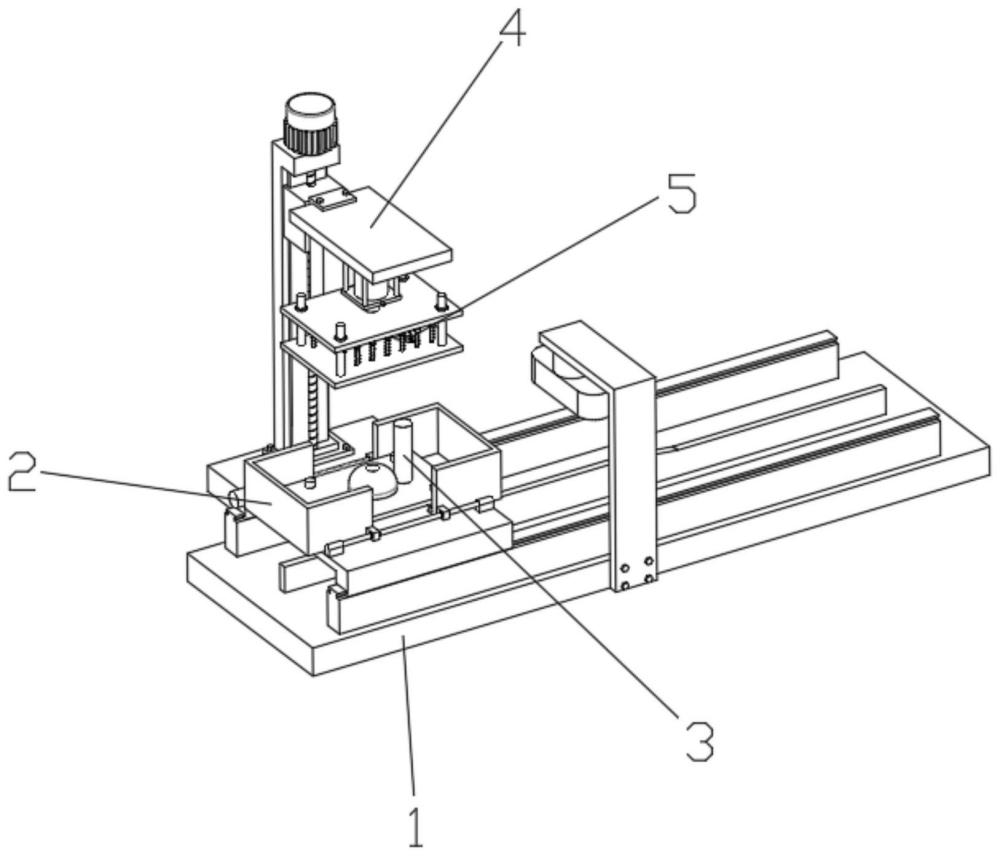
5、更进一步的,所述设备主体包括底板、安装架、注砂器和凸形导轨,所述安装架和凸形导轨均固定安装于底板上,所述注砂器固定安装于安装架上,所述下固定组件与凸形导轨连接,所述移动容纳调节组件安装于底板上;
6、所述移动容纳调节组件包括移动组件、容纳组件和调节组件,所述移动组件安装于底板上,所述调节组件安装于移动组件上,调节组件与容纳组件连接,容纳组件与移动组件连接,所述下固定组件安装于移动组件上,所述模具组件与移动组件、容纳组件均连接,压实打孔组件安装于移动组件上。
7、更进一步的,所述移动组件包括直线导轨、安装板、定位滑柱、限位台和第一弹簧,所述直线导轨固定安装于底板上,安装板滑动安装于直线导轨上,所述定位滑柱固定安装于安装板的上端,所述限位台固定安装于定位滑柱的外壁上,第一弹簧套接与定位滑柱上,第一弹簧的下端与限位台的上端固定连接,定位滑柱、第一弹簧均与模具组件连接,所述下固定组件安装于安装板上,压实打孔组件安装于安装板上。
8、更进一步的,所述容纳组件包括左半容纳箱和右半容纳箱,所述左半容纳箱、右半容纳箱均与调节组件连接,所述左半容纳箱、右半容纳箱上均开设有配合定位滑柱滑动连接使用的第一限位滑槽,所述右半容纳箱上开设有配合下固定组件使用的第二限位滑槽。
9、更进一步的,所述调节组件包括电机、双向螺纹杆和第一滑杆,所述电机固定安装于安装板上,电机的输出端与双向螺纹杆固定连接,所述双向螺纹杆与安装板转动连接,所述第一滑杆固定安装于安装板上且与双向螺纹杆平行设置,所述左半容纳箱、右半容纳箱分别与双向螺纹杆的左右两端螺纹连接,所述左半容纳箱、右半容纳箱均与第一滑杆滑动连接。
10、更进一步的,所述模具组件包括模具板和浇筑筒,所述模具板设于左半容纳箱和右半容纳箱之间,所述模具板上开设有配合定位滑柱滑动连接使用的定位孔,所述模具板上开设有配合下固定组件使用的第一通孔,所述浇筑筒放置于模具板上且位于第一通孔同心处,浇筑筒与下固定组件、上固定组件均连接,模具板与第一弹簧接触连接。
11、更进一步的,所述压实打孔组件包括压实组件和打孔组件,所述压实组件安装于安装板上,所述打孔组件与压实组件连接,上固定组件安装于压实组件上,压实组件与浇筑筒连接。
12、更进一步的,所述压实组件包括电动滑轨、支撑架、安装板、第一压板、第二压板、第二通孔和第二滑杆,所述电动滑轨固定安装于安装板上,电动滑轨的输出端与支撑架固定连接,所述安装板、第一压板和第二压板沿竖直方向自上而下依次排列,所述安装板、第二压板均固定安装于支撑架上,第二滑杆固定安装于第二压板上,第二滑杆与第一压板滑动连接,安装板、第一压板、第二压板均与打孔组件连接,所述第二压板上开设有配合浇筑筒插接使用的第二通孔,所述上固定组件安装于第一压板、第二压板上;
13、所述打孔组件包括气缸、打孔柱、第二弹簧和压块,所述气缸固定安装板上,气缸的输出端与第一压板固定连接,打孔柱与第二压板滑动连接,压块固定安装于打孔柱的上端,压块与第一压板接触连接,所述第二弹簧套与打孔柱上,其上下端分别于压块、第二压板固定连接。
14、所述下固定组件包括筒体、滑槽、第一推杆、第一接触球、第二推杆、第二接触球、第三贴弹簧、接触轮和第四弹簧,所述筒体固定安装于安装板上,筒体与第二限位滑槽滑动连接,所述滑槽等间距开设于筒体的上端外壁上,第一推杆与滑槽滑动连接,第一接触球固定安装于第一推杆上,第三贴弹簧套于第一推杆上,第三贴弹簧的一端与筒体的内壁固定连接,第三贴弹簧的另一端与第一接触球固定连接,第二接触球与第一接触球贴合滑动连接,第二接触球固定安装于第二推杆的上端,第二推杆与筒体的内壁之间滑动,所述第四弹簧套于第二推杆上,第四弹簧的一端与第二推杆固定连接,其另一端与筒体固定连接,接触轮与第二推杆的下端铰接,所述筒体配合第一通孔插接使用;
15、所述上固定组件包括接触套环、第三推杆、锥形块、连接块、第五弹簧和弧形压板,所述连接块绕第二通孔的中轴线等间距固定安装于第二压板的上端,连接块与第三推杆滑动连接,弧形压板固定安装于第三推杆靠近第二通孔中轴线的一端,弧形压板与浇筑筒的外端接触连接,所述锥形块固定安装于第三推杆的另一端,所述第五弹簧套于第三推杆上,第五弹簧的一端与连接块固定连接,第五弹簧的另一端与锥形块固定连接,所述弧形压板固定安装于第一压板的下端,弧形压板的下端设有配合锥形块的锥面贴合滑动连接的斜顶。
16、为了更好地实现本发明的目的,本发明还提供了一种树脂砂的铸造方法,包括以下步骤:步骤一:安装模具组件,将定位孔对准定位滑柱,模具板通过定位孔沿定位滑柱滑动至与第一弹簧接触;
17、步骤二:启动直线导轨,直线导轨带动安装板运动至安装架处,此时左半容纳箱、右半容纳箱处于合并状态,左半容纳箱、右半容纳箱包裹模具板并组成成型箱,启动安装架上的注砂器向成型箱内注砂。
18、步骤三:左半容纳箱运行过程中,接触轮沿凸形导轨的左侧较低的一端运动至中部较高的一端,接触轮高度抬升带动第二推杆向上抬升,第二推杆推动第二接触球与第一接触球贴合接触,第一接触球推动第一推杆,使得第一推杆与浇筑筒的内端接触,此时浇筑筒固定;
19、步骤四:直线导轨带动成型箱往复接收注砂器注入的砂,随着砂的增加模具板压缩第一弹簧;
20、步骤五:当砂量足够时,直线导轨带动成型箱再次运动,此时接触轮沿凸形导轨的中部较高端运动至其右侧较低端,此时浇筑筒与第一推杆脱离接触;
21、步骤六:启动电动滑轨,电动滑轨带动支撑架向下运动,支撑架带动安装板、第一压板、第二压板向下运动,第二压板与成型箱内的成型树脂砂接触并压合使得其与模具板充分接触,此时第二通孔与浇筑筒的上端插接,随后启动气缸,气缸带动第一压板下压,第一压板下压压块,压块下压打孔柱,并压缩第二弹簧,打孔柱对成型树脂砂开设出透气孔;
22、步骤七:同时第一压板带动弧形压板下压,弧形压板的下端斜顶与锥形块的锥面贴合接触滑动,锥形块受力带动第三推杆在连接块内滑动并压缩第五弹簧,第三推杆带动弧形压板运动,弧形压板与浇筑筒的上端贴合接触从而对浇筑筒固定;
23、步骤八:待成型树脂砂固定后,启动电机,电机带动双向螺纹杆转动,双向螺纹杆带动左半容纳箱、右半容纳箱在第一滑杆上朝远离的方向运动,同时定位滑柱与第一限位滑槽发生滑动,第二限位滑槽与筒体发生滑动;此时成型树脂砂暴露来,通过下料装置将成型树脂砂取出。
24、步骤九:直线导轨带动安装板沿原路返回,同时浇筑筒重新放置于模具板上的定位孔同心处。
25、本发明具有以下技术效果:
26、本发明使用时,通过移动容纳调节组件实现模具组件在设备主体上移动,当移动容纳调节组件运动至设备主体的注砂工位时,通过下固定组件配合设备主体实现对模具组件的浇筑模块的固定,从而移动容纳调节组件注砂工位来回移动,以保证落入移动容纳调节组件和模具组件内的砂的均匀铺设;
27、随后移动容纳调节组件运动至压合打孔工位,此时压实打孔组件对移动容纳调节组件、模具组件内的砂压合使得砂与模具组件充分接触,同时对成形的砂进行开设排气孔,此时下固定组件配合设备主体使得模具组件的浇筑模块解除固定,通过上固定组件配合压实打孔组件将浇筑模块取出,从而实现了浇筑模块自动安装。
- 还没有人留言评论。精彩留言会获得点赞!