一种模具用埋入和取件装置的制作方法
本发明涉及模具生产,尤其是涉及一种模具用埋入和取件装置。
背景技术:
1、很多零件为了提高结构稳定性或者为了实现其他的功能往往设置有金属部件,这些带有金属部件的零件在使用模具进行生产时需要先将金属部件埋入模具当中。
2、而在实际的生产过程中,通常需要工作人员手动小心谨慎地将金属部件埋入模具中,并且在模具生产完成后还需要工作人员手动将生产完的零件取出,通过人工埋入和取件,耗时耗力,长时间持续生产过程中工作人员很容易疲劳从而影响生产效率,整体的生产效率较低。
技术实现思路
1、为了提高整体的生产效率,本技术提供一种模具用埋入和取件装置。
2、本技术提供的一种模具用埋入和取件装置采用如下的技术方案:
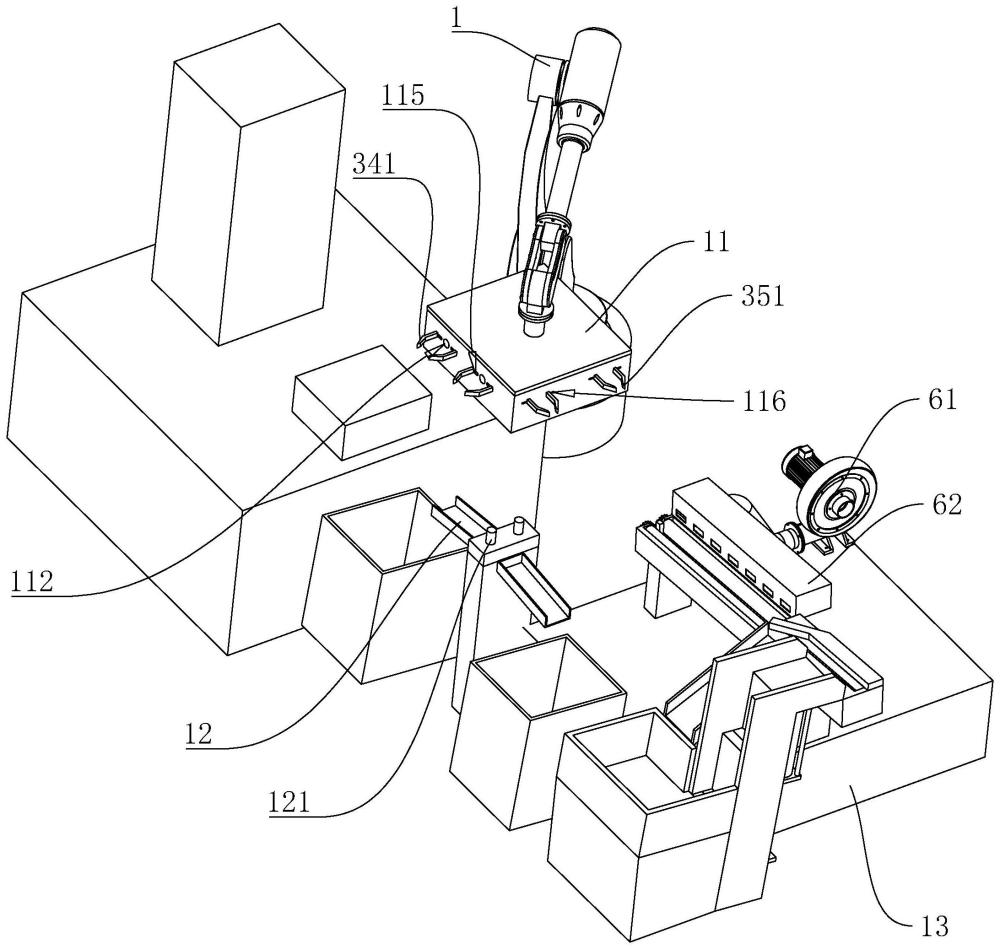
3、一种模具用埋入和取件装置,包括上料装置、动作装置和控制器,所述上料装置用于埋入件的上料,所述动作装置用于进行埋入和取料动作,所述动作装置包括相连的动作机械手和动作块,所述动作机械手用于带动动作块运动,所述动作机械手与控制器信号相连,所述控制器用于控制动作机械手,所述动作块设置有埋入机构和取料机构,所述埋入机构用于将埋入件埋入模具,所述取料机构用于取出模具成品。
4、通过采用上述技术方案,通过控制器控制动作机械手带动动作块按设定路线移动,先将动作块移动到上料装置,并通过动作块的上料组件取出待埋入的埋入件,之后动作机械手带动动作块移动到模具上方,先通过动作块上的取料机构将模具中生产完成的成品取出,将通过上料组件将埋入件埋入模具当中,之后模具合模进行生产,而动作机械手带动动作块移动到成品放置处并同过取料机构将成品放下,由此可以通过该装置实现模具生产中的埋入与取料,在长时间的模具持续生产过程时,该装置相比人工,提高了埋入和取料的速度与精度,从而提升整体的生产效率。
5、作为优选,所述埋入机构包括埋入机械爪和埋入驱动件,所述埋入机械爪和埋入驱动件均设置在动作块上,所述埋入驱动件通过转动驱动埋入机械爪动作,所述取料机构包括取料机械爪和取料驱动件,所述取料机械爪和取料驱动件均设置在动作块上,所述取料驱动件通过转动驱动取料机械爪动作,所述埋入驱动件及取料驱动件均与控制器信号相连,所述控制器用于控制埋入驱动件和取料驱动件的启闭。
6、通过采用上述技术方案,埋入驱动件和取料驱动件通过转动的形式驱动埋入机械爪和取料机械爪的张开或闭合,实际生产过程中,控制器接收动作机械手移动位置的信号,并根据动作机械手移动的位置控制埋入驱动件和取料驱动件,当动作机械手带动动作块移动到上料装置处时,控制器控制埋入驱动件从而控制埋入机械爪闭合夹取埋入件,之后控制器控制动作机械手移动,当动作机械手移动到模具上方时,控制器控制取料驱动件从而控制取料机械爪闭合夹取成品,之后控制器控制动作机械手移动并使得埋入机械爪上的埋入件靠近模具,此时控制器通过埋入驱动件控制埋入机械爪张开将埋入件埋入模具,之后控制的控制动作机械手移动至成品放置处,此时控制器通过取料驱动件控制取料机械爪张开将成品放下,之后控制器控制动作机械手移动到上料装置进行上料,这样使得该装置做到自动动作,进一步提升生产效率。
7、作为优选,所述动作块设置有与控制器信号相连的辅助驱动件,所述控制器用于控制辅助驱动件的动作,所述动作块设置有动作槽,所述辅助驱动件的活塞杆设置有推动杆,所述推动杆可穿过动作槽,所述辅助驱动件用于驱动推动杆移动。
8、通过采用上述技术方案,当控制器通过埋入驱动件控制埋入机械爪张开将埋入件埋入模具后,控制器控制辅助驱动件动作,辅助驱动件带动推动杆穿出动作槽推动埋入件进入模具,提升埋入件埋入模具的到位率,提升生产质量。
9、作为优选,所述取料驱动件为辅助驱动件,所述推动杆和取料机械爪之间设置有传动组件,所述传动组件用于带动取料机械爪动作。
10、通过采用上述技术方案,辅助驱动件的启动时会通过传动组件带动取料机械爪动作,通过辅助驱动件控制取料机械爪,不需要再额外设置电机或其他驱动件,节约成本。
11、作为优选,所述传动组件包括传动弹簧、传动齿条和传动齿轮组,所述传动齿轮组中的齿轮啮合并转动设置在动作块内,所述传动齿轮组与埋入机械爪或取料机械爪相连,所述推动杆设置有滑动槽,所述传动齿条滑动设置在滑动槽内并与传动齿轮组中的齿轮啮合,所述传动弹簧连接传动齿条与滑动槽内壁,所述动作块内设置有可与传动齿条相抵的阻块。
12、通过采用上述技术方案,传动齿轮组中的齿轮互相啮合,当辅助驱动件启动时带动推动杆移动,传动弹簧抵住传动齿条,传动齿条随推动杆一起移动后带动传动齿轮组中的齿轮转动,通过传动齿轮组中的齿轮转动从而驱动埋入机械爪张开,当传动齿条移动并与阻块相抵后,阻块抵住使得传动齿条不再移动,此时辅助驱动件继续带动推动杆移动,传动弹簧被压缩,当辅助驱动件带动推动杆朝相反方向移动时,传动弹簧逐渐复原,传动弹簧完全复原后辅助驱动件活塞杆继续带动推动杆朝相反方向移动,传动弹簧拉伸并配合滑动槽内壁推动传动齿条移动,传动齿条移动过程中带动传动齿轮组中的齿轮转动,从而驱动埋入机械爪闭合夹紧,由此推动杆的运动通过传动组件驱动埋入机械爪动作,操作简易使用便利。
13、作为优选,所述埋入驱动件也为辅助驱动件,所述动作块内设置有辅助槽,所述推动杆设置有第一推杆和第二推杆,所述第一推杆和第二推杆插入辅助槽,所述辅助槽内滑动设置有辅助块,所述辅助块设置在第二推杆和第一推杆之间,所述辅助块和埋入机械爪之间也设置有一组传动组件用于带动埋入机械爪动作。
14、通过采用上述技术方案,当辅助驱动件推动推动杆移动时,第一推杆会移动一段距离后推动辅助块移动,当辅助驱动件活塞杆带动推动杆朝相反方向移动时,第二推杆会移动一段距离后推动辅助块移动,辅助块和埋入机械爪之间设置有与推动杆和取料机械爪之间相同的传动组件,传动组件用于带动埋入机械爪动作,这样进一步节省一个驱动件,节能降耗。
15、作为优选,所述上料装置包括出料组件和分料组件,所述出料组件用于取出物料,所述分料组件用于整理物料,所述出料组件包括出料箱、出料轨道和出料气缸,所述出料箱倾斜设置并与出料轨道相连,所述出料轨道倾斜设置有固定块,所述出料轨道滑动设置有与固定块相贴合的滑动块,所述出料气缸设置在出料轨道上并与控制器信号相连,所述滑动块与出料气缸相连,所述控制器用于控制出料气缸的启闭。
16、通过采用上述技术方案,埋入件放置在出料箱内并沿出料箱底壁滑入到出料轨道内,埋入件滑动到滑动块顶壁上并与固定块侧壁相抵,当需要上料时,控制器控制出料气缸动作,出料气缸活塞杆推动滑动块向上滑动,直到滑动块顶壁齐平固定块顶壁,此时滑动块上的埋入件滑动到固定块顶壁上,而出料箱内的埋入件与滑动块侧壁相抵,这样不断沿出料轨道进行出料,操作简易便利。
17、作为优选,所述分料组件包括分料轨道、第一分料板和第二分料板,所述分料轨道倾斜设置并通过第一分料板与出料轨道相连,所述第二分料板连接分料轨道和出料箱,所述分料轨道滑动设置有出料挡板,所述分料轨道设置有与控制器信号相连的挡板气缸,所述出料挡板与挡板气缸相连。
18、通过采用上述技术方案,当埋入件沿出料轨道不断出料后,埋入件沿第一分料板滑入分料轨道,分料轨道容纳一件埋入件,多余的埋入件沿第二分料板滑动回到出料箱中,通过分料轨道整理排列埋入件,埋入件沿分料轨道滑动直到与出料挡板相抵,当动作机械手带动动作块移动到分料轨道处时,控制器控制出料气缸动作带动滑动块滑动进行出料,同时控制器控制挡板气缸带动出料挡板滑动不再抵住埋入件,从而进行上料,整体自动操作,相比人工上料,操作更为简便,同时上料效率更高,提升整体生产效率。
19、作为优选,所述分料轨道设置有用于清理埋入件的清理组件,所述清理组件包括清理风机、清理风管和清理辊,所述清理风机通过清理风管与分料轨道相连,所述清理风管设置有若干出风口,所述清理辊转动设置在分料轨道上,所述清理风管和清理辊之间设置有联动组件,所述联动组件用于带动清理辊转动。
20、通过采用上述技术方案,埋入件表面可能沾有灰尘或者碎屑,可能会影响到模具生产,因此设置有清理组件进行吹扫清理,当埋入件在分料轨道上滑动时,启动清理风机,清理风机吹风通过清理风管和出风口对埋入件进行吹扫,同时联动组件借助风力带动清理辊转动,当埋入件为圆形时可以带动埋入件本身转动,增加吹扫面积,从而增加清理效果,整体操作简易,使用便利。
21、作为优选,所述联动组件包括联动风轮、第一联动齿轮换向齿轮和若干第二联动齿轮,所述换向齿轮与第二联动齿轮转动设置在分料轨道上,所述换向齿轮啮合设置在相邻第二联动齿轮之间,所述第二联动齿轮中的齿轮与清理辊同轴相连,所述第一联动齿轮转动设置在扩大管上,靠近所述第一联动齿轮的第二联动齿轮与第一联动齿轮啮合,所述清理风管设置有扩大管,所述联动风轮转动设置在扩大管中并进入清理风管中,所述第一联动齿轮与联动风轮同轴相连。
22、通过采用上述技术方案,当清理风机启动后,吹出的风会带动联动风轮进行转动,联动风轮的转动带动第一联动齿轮转,第一联动齿轮转动带动第二联动齿轮和换向齿轮转动,换向齿轮使得第二联动齿轮同向转动,从而带动清理辊同向转动,从而带动清理辊之间的圆形埋入件转动,增加吹风清理的面积,整体操作简易,使用便利。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.通过设置动作块、动作机械手、埋入机械爪、取料机械爪、取料驱动件、埋入驱动件和控制器,通过控制器控制动作机械手按设定路径移动动作块,当移动到设定位置处控制器控制埋入驱动件或者取料驱动件,埋入驱动件带动埋入机械爪动作,取料驱动件带动取料机械爪动作,从而进行埋入件取出与埋入、模具成品取出与存放的动作,操作简易便利,提升生产效率;
25、2.通过设置辅助驱动件、推动杆、动作槽、辅助槽、辅助块、第一推杆、第二推杆和传动组件,当动作机械手将动作块移动到埋入件上料处,控制器启动辅助驱动件,辅助驱动件带动推动杆移动并深入动作槽,推动杆带动第二推杆在辅助槽内移动,第二推杆推动辅助块移动,辅助块通过传动组件带动埋入机械爪夹紧取出埋入件,之后动作机械手移动到模具上方,控制器启动辅助驱动件带动推动杆在动作槽内移动并靠近动作块侧壁,在此过程中推动杆带动第一推杆滑动,推动杆滑动时会通过另一传动组件会带动取料机械爪夹紧取出模具内的成品,之后在动作机械手调整位置后,控制器辅助驱动件活塞继续伸展同时再次过程中第一推杆接触到辅助块并推动辅助块移动,辅助块通过传动组件控制埋入机械爪松开,将埋入件放入模具内,控制器控制辅助驱动件继续启动,推动杆继续移动并伸出动作槽将埋入件推动模具内部,当辅助驱动件活塞杆伸展至合适位置后,控制器会控制动作机械手离开模具并移动成品放置处,此时控制器控制辅助驱动件带动推动杆伸入动作槽,推动杆移动并带动第二推杆移动直到接触到辅助块,推动杆上的传动组件会带动取料机械手松开将成品方下,之后动作机械手会再移动到埋入件上料处,进行循环,这样实现自动埋入和自动取料,极大地提高了生产效率;
26、3.通过设置传动弹簧、传动齿条、传动齿轮组、滑动槽和阻块,当辅助驱动件活塞杆完全收缩开始向外伸展,会推动推动杆在动作槽内移动同时带动传动齿条移动,在此过程中,传动齿条先啮合并带动传动齿轮组中的齿轮转动,从而带动取料机械爪或埋入机械爪动作,之后阻块抵住传动齿条并压缩传动弹簧,当辅助驱动件活塞杆收缩过程中,传动弹簧均逐渐复原配合滑动槽侧壁推动传动齿条移动,从而通过传动齿轮组带动取料机械爪或埋入机械爪动作,整体操作简易便利,提升整体生产的效率。
- 还没有人留言评论。精彩留言会获得点赞!