一种离子束精修大口径光学窗口平行差的加工方法与流程
本发明属于光学制造,具体涉及一种离子束精修大口径光学窗口平行差的加工方法。
背景技术:
1、在光学领域,光学窗口一般需要具备一系列优异的性能:①在紫外、可见光和红外三个波段都必须保持非常高的透过率;②具有很好的机械性能,有着极高的抗热冲击性能,硬度要非常高,抗磨损性能也要非常优异;③具有较高的平行差精度。
2、高精度的光学窗口必须同时具备面形精度和平行差精度,为了获得高精度的光学窗口,目前传统的方法是对光学窗口进行研磨、研抛,使得它的面形精度和平行差精度满足要求。传统的抛光方法以接触式抛光为主,包括:机械研磨、机械抛光、化学抛光及化学辅助机械抛光等。然而,高精度的面形要求和平行差要求,使得传统加工方法在满足面形精度的情况下无法满足平行差精度要求,而满足平行差精度要求后,面形又被破坏,故同时兼顾面形精度和平行差精度显得难度较大,需要二者趋势一致才能达到两者精度均得到满足。
3、此外,大口径光学窗口加工过程中不确定因素较多,到达离子束加工工序基本已经是光学加工的最后一道工序,且随着对加工精度要求的不断提高,通常由于种种原因导致大口径光学窗口的平性差出现超值,且较难精修等问题。通常需要通过重新修平行差等方式进行重新加工,无法实现大口径光学级窗口的快速、高效制备。
技术实现思路
1、本发明的的主要目的在于针对现有技术存在的问题和不足,提供一种能够快速、高效稳定得到高面形精度和高平行差精度的大口径光学级窗口的非接触式离子束精修的方法。
2、为实现上述目的,本发明采用的技术方案为:
3、一种离子束精修大口径光学窗口平行差的加工方法,包括有以下步骤:
4、1)对大口径光学窗口样件进行研磨抛光至边厚差<0.01mm;
5、2)进行研抛抛光至面形精度pv≤15λ(λ=632.8nm),平行差<5″;
6、3)进行精密抛光至大口径光学窗口通光口径内pv≤2λ、rms≤1.0λ、平行差≤1.5″;
7、4)采用大口径激光干涉仪测量得到大口径光学窗口样件带倾斜的透射波前面形数据;
8、5)洁净间内完成大口径光学窗口样件的清擦、背面保护后,将大口径光学窗口放置于定制工装沉槽内并用压条将其四周固定,装夹完毕后挂入离子束抛光机第二腔室内通过翻转机构翻转零件,使其工作面朝下,最后通过拖杆电机将其拖到待加工区域并夹紧;
9、6)通过大口径光学窗口样件带倾斜的透射波前面形数据仿真计算得到精修平行差的驻留时间,并生成nc加工代码;
10、7)对离子束抛光机进行抽真空,进行离子源点火,稳定后,导入nc加工代码调整工艺参数后进行平行差精修;
11、8)加工结束后取出大口径光学窗口样件,待其温度稳定后,采用大口径激光干涉仪测量其带倾斜的透射波前面形,确认达到设计要求,得到具有高面形精度和高平行差精度的大口径光学级窗口样品。
12、上述方案中,所述大口径光学窗口样件的对角线长度为500mm以上;其材质可选用蓝宝石、k9玻璃或石英等常用的光学玻璃材料。
13、上述方案中,步骤1)中采用1.2m铜盘单轴机。
14、优选地,所述研磨抛光步骤包括:
15、a.控制铜盘单轴机工艺参数:铜盘主轴转速由0增至25~30rpm,摆轴摆速由0增至30~35rpm,摆轴铁笔头压力由0增至0.3~0.35mpa;
16、b.使用w28的碳化硼磨料进行研磨至大口径光学窗口的边厚差<0.03mm;
17、c.使用w14的碳化硼磨料进行研磨至大口径光学窗口的边厚差<0.01mm。
18、上述方案中,步骤2)中采用1.2m聚氨酯单轴机。
19、优选地,所述研抛抛光步骤包括:
20、采用聚氨酯盘单轴机,并控制工艺参数包括:聚氨酯盘主轴转速由0增至95~100rpm,摆轴摆速由0增至90~100rpm,摆轴铁笔头压力由0增至0.3~0.4mpa;使用5μm的钻石液进行抛光;使用φ150mm光学样板查看大口径光学窗口面形变化,根据样板检测面形调整大口径光学窗口离沥青盘圆心的距离。在大口径干涉仪上检测大口径光学窗口的平行差,摆轴铁笔头重心往远离干涉图圆心位置微调20-30mm,大口径光学窗口翻面后继续使用5μm的钻石液进行抛光;测量大口径光学窗口的面形和平行差,至大口径光学窗口样件的面形精度pv≤15λ(λ=632.8nm),平行差<5″。
21、上述方案中,步骤3)中采用2.5m聚氨酯盘环抛机。
22、优选地,所述精密抛光步骤包括:
23、a.采用聚氨酯盘环抛机,并控制工艺参数包括:聚氨酯盘主盘转速3~4rpm,校正盘转速2.5~3rpm,工件环转速3.5~4rpm;
24、b.采用3μm钻石液抛光至n≤3、δn≤0.5(ф150mm口径内)、平行差≤3″;
25、c.采用1μm氧化铝液抛光至大口径光学窗口通光口径内pv≤2λ、rms≤1.0λ(λ=632.8nm)、平行差≤1.5″。
26、优选地,步骤(4)通过如下方式实现:
27、a.调节大口径激光干涉仪背景条纹至零条纹,平行差计算数学表达式为:
28、
29、式中,n~大口径光学窗口折射率;m~长度b范围内干涉条纹数;b~被测大口径光学窗口的直径;λ~激光干涉仪使用的光源波长;
30、此数学表达式得到的平行差单位为弧度,如有需要可以转换为秒;
31、b.更改大口径激光干涉仪折射率n为大口径光学窗口材质对应的折射率;
32、c.将大口径光学窗口固定在大口径激光干涉仪的透射(tf)镜与反射(rf)镜之间;
33、d.大口径激光干涉仪检测软件上做大口径光学窗口通光口径范围内mask后,点击测量得到大口径光学窗口带倾斜的透射波前dat面形数据。
34、上述方案中,步骤5)所述清擦步骤包括:洁净台内酒精擦拭大口径光学窗口正反面,使得其表面无水印、无指纹以及其它污渍;
35、背面保护步骤包括:大口径光学窗口非加工面贴上耐高温的高温胶布做背面保护处理;
36、装夹步骤包括:将大口径光学窗口放置于定制工装沉槽内并用压条将其四周固定,装夹完毕后挂入离子束抛光机第二腔室内通过翻转机构翻转零件,使其工作面朝下,最后通过拖杆电机将其拖到待加工区域并夹紧;
37、优选地,步骤(6)通过如下方式实现:
38、a.将大口径激光干涉仪测量得到的大口径光学窗口带倾斜的透射波前dat面形数据文件导入metro pro软件进行翻转及口径标定处理后,保存为xyz面形数据文件;
39、b.以xyz面型数据文件为初始面形,通过matlab软件仿真得到离子束抛光机精修平行差的驻留时间及nc加工代码。
40、优选地,步骤(7)通过如下方式实现:
41、a.待主腔体真空度小于20pa后,更换为分子泵进行真空度精抽;
42、b.待主腔体真空度小于20mpa后,打开离子源rf开关进行功率匹配,匹配成功后稳定5~10min;
43、c.打开并设置氩气流量为12~15sccm,进行离子源的起弧点火,点火后稳定5~10min;
44、d.打开束电压、加速电压及中和器,待离子源稳定30min以上即可导入nc代码调整工艺参数后进行平行差精修:采用fwhm为32mm离子束栅网进行加工,其工艺参数为:gas 12~15sccm、rf 200~250w、beam 1300~1500ev、accelerator 220~250ev、neutralizer120~150ma。
45、优选地,步骤(8)通过如下方式实现:
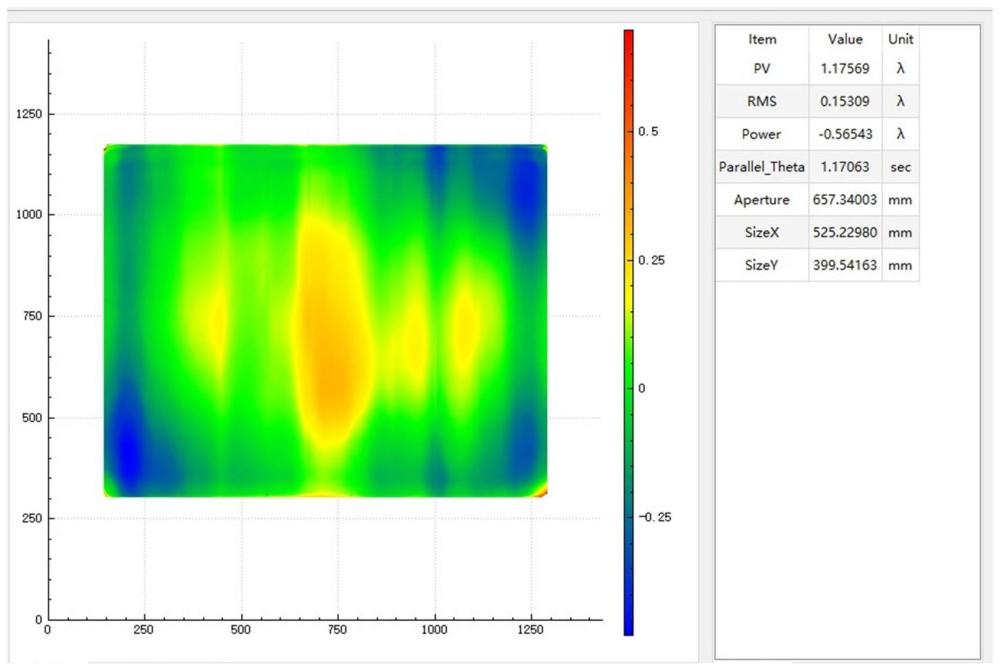
46、在大口径光学窗口通光口径内,测得样件透射波前pv≤1.0λ,任意ф150mm范围内透射波前pv≤λ/10、rms≤λ/50(λ=632.8nm),平行差(parallel_theta)≤0.5″。
47、若达不到设计要求,则继续重复步骤(4)~(8)工序。
48、与现有技术相比,本发明的有益效果为:
49、本发明针对大口径光学窗口容易出现的平行差超差等问题,采用结合大口径栅网和优化的离子束抛光工艺条件,可在不破坏原有面形精度的前提下,定量地完成平行差的加工,在较短的加工周期的基础上,保证较高的面形精度和平行差精度;打破了传统光学加工领域针对大口径光学窗口平行差只靠前期各工序严格控制的思路,高效、准确地挽回进行离子束精修面形前平行差超差等问题:
50、1)本发明采用优化的研磨抛光、研抛抛光和精密抛光工艺;针对研磨抛光,将传统铸铁盘改进为铜盘,有效改善铸铁盘在研磨过程磨削严重且清洗不佳容易造成光学窗口表面出现划痕等问题;针对研抛抛光,将传统的沥青盘改进为聚氨酯盘,有效改善传统沥青盘易磨损、降低磨削效率且清洗不佳容易造成光学窗口表面出现划痕等问题;针对精密抛光,在将传统的沥青盘改进为聚氨酯盘,在保证磨削效率、减少表面划痕等问题的基础上,有利于在精密抛光时根据大口径光学窗口的面形分布进行加压处理,此过程通常在沥青盘上很容易造成沥青盘大面积坍塌而需要重新浇筑沥青盘并开槽。
51、2)在上述研磨抛光-研抛抛光-精密抛光改进工艺的基础上,针对离子束精修,采用rf80大口径离子源并结合较高的离子束加工参数条件取代现有的rf40小口径离子源及其加工条件:①rf80离子源配的栅网口径大,单位时间体积去除率较rf40离子源配的栅网提升3~5倍;②rf80离子源栅网口径大,能量分布较rf40离子源栅网散,不易出现rf40离子源瞬时点区域能量聚集而造成大口径光学窗口破裂的情况(针对大口径光学窗口,若瞬时点区域能量聚聚,会因受热不均匀而造成破裂风险);③大口径光学窗口为纳米级别加工,对产品的光洁度及粗糙度均有一定要求,长时间的离子束加工容易造成光学窗口表面存在大量亮点甚至容易产生毛面;采用rf80离子源,因其束形“胖而矮”,加工大口径光学窗口周期短,并结合较高的离子束加工参数条件,不易造成此现象可有效改善产品表面亮点甚至轰击成毛面等问题。
- 还没有人留言评论。精彩留言会获得点赞!