一种高比强度3D打印铝合金及其制备方法与流程
本发明涉及铝合金增材制造领域,具体涉及一种高比强度3d打印铝合金及其制备方法。
背景技术:
1、在航空航天、船舶及轨道交通领域,轻量化具有重大经济意义,需要不断推进一体化成形和拓扑优化技术的应用,使得传统工艺成形部件时极具挑战性,同时需要进一步提高服役材料的综合性能。增材制造(3d打印)被誉为一种“快速原型制造”技术,基于材料可控与逐点堆积的特点,满足了点阵、薄壁和内空等复杂结构“近净成形”的要求。
2、铝合金储量丰富且密度低,是备受关注的轻量化材料。现今增材制造领域研究的铝合金体系及主要特点为:al-si系铝合金,成形性好,抗拉强度低;al-cu系和al-zn系铝合金作为传统的高强铝合金成形性较差,具有较强的开裂倾向;sc、zr微合金化的al-mn系热处理后性能可达到500mpa以上,满足了高强度的使用要求。但是,在对比强度有较高要求的增材制造领域,这些铝合金体系难以满足使用要求。
3、因此,亟需开发出一种增材制造用高比强度铝合金材料。
技术实现思路
1、鉴于背景技术中存在的问题,本发明提供一种高比强度3d打印铝合金及其制备方法,该3d打印铝合金具有良好的力学性能和较低的密度,比强度高。
2、第一方面,本发明提供一种高比强度3d打印铝合金,按重量百分比计包括以下元素:mg 3.5-10.0%、li 0.2-3.5%、mn 0.5-4.0%、sc 0.2-1.5%、zr 0.05-2.0%、ti0.02-1.5%、er 0.2-2.5%、yb 0.01-3.0%,其余为al和不可避免的杂质。
3、本发明通过添加mg和li元素不仅能够降低铝合金的密度,还能够与mn、sc、zr、ti、er和yb元素一起起到强化作用,从而提高铝合金的比强度。
4、在一些实施例中,mg的重量百分比可为3.5%、4%、4.5%、5%、5.5%、6%、6.5%、7%、7.5%、8%、8.5%、9%、9.5%或10%。
5、在一些实施例中,li的重量百分比可为0.2%、0.4%、0.6%、0.8%、1.0%、1.2%、1.4%、1.6%、1.8%、2.0%、2.2%、2.4%、2.6%、2.8%、3.0%、3.2%或3.5%。
6、在一些实施例中,mn的重量百分比可为0.5%、1%、1.5%、2%、2.5%、3%、3.5%或4%。
7、在一些实施例中,sc的重量百分比可为0.2%、0.3%、0.4%、0.5%、0.6%、0.7%、0.8%、0.9%、1.0%、1.1%、1.2%、1.3%、1.4%或1.5%。
8、在一些实施例中,zr的重量百分比可为0.05%、0.1%、0.2%、0.4%、0.6%、0.8%、1.0%、1.2%、1.4%、1.6%、1.8%或2.0%。
9、在一些实施例中,ti的重量百分比可为0.02%、0.1%、0.2%、0.3%、0.4%、0.5%、0.6%、0.7%、0.8%、0.9%、1.0%、1.1%、1.2%、1.3%、1.4%或1.5%。
10、在一些实施例中,er的重量百分比可为0.2%、0.4%、0.6%、0.8%、1.0%、1.2%、1.4%、1.6%、1.8%、2.0%、2.2%或2.5%。
11、在一些实施例中,yb的重量百分比可为0.01%、0.05%、0.1%、0.15%、0.2%、0.25%、0.3%、0.5%、1.0%、1.5%、2%、2.5%或3%。
12、在一些实施例中,所述高比强度3d打印铝合金按重量百分比计包括以下元素:mg3.5-9.0%、li 0.4-2.8%、mn 0.5-4%、sc 0.2-1.1%、zr 0.15-1.6%、ti 0.1-1.2%、er0.3-2.2%、yb 0.05-1.8%,其余为al和不可避免的杂质。
13、在一些实施例中,所述高比强度3d打印铝合金包括:
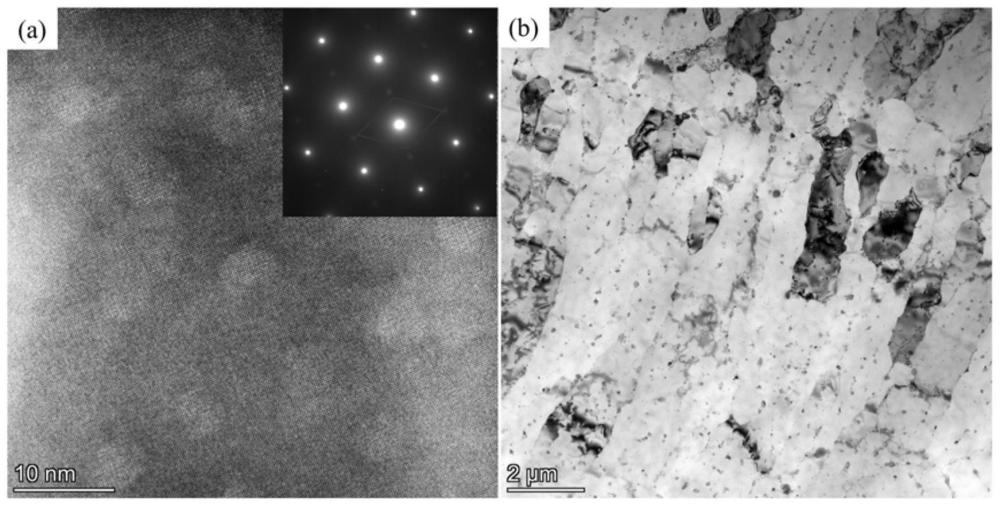
14、纳米级al3x析出相,其中x为sc、zr、ti、er和yb中的一种或多种,所述al3x析出相弥散分布在al基体中;以及
15、亚微米级的al6mn析出相和ermn2析出相,所述al6mn析出相和ermn2析出相不连续地分布在晶界或晶内位错处。
16、al3x析出相、al6mn析出相和ermn2析出相有利于提高铝合金的力学性能如抗拉强度。
17、在一些实施例中,按重量百分比计,所述高比强度3d打印铝合金还包括:铍0.001-0.004%。添加铍元素,有利于减少镁烧损。
18、在一些具体实施例中,铍的重量百分比可为0.001%、0.002%、0.003%或0.004%。
19、在一些实施例中,所述高比强度3d打印铝合金的比强度可为195kn·m/kg以上。
20、在一些实施例中,所述高比强度3d打印铝合金的抗拉强度可达520mpa以上;屈服强度可达490mpa以上。
21、本发明的高比强度3d打印铝合金可用于航空航天、船舶及轨道交通领域。
22、第二方面,本发明提供所述高比强度3d打印铝合金的制备方法,包括以下步骤:
23、将各元素按比例混合后依次进行熔炼、雾化制粉、3d打印成形和热处理,得到所述高比强度3d打印铝合金;
24、其中,所述热处理包括:在保护气氛下保温,干冰冷却后再保温。
25、本发明首先通过气雾化的方法制备了杂质含量低的近球形铝合金粉末,然后利用了3d打印快速凝固能够显著扩大溶质元素固溶极限的技术优势,之后配合利用干冰冷却的双级时效热处理并结合多元微合金化的优势,抑制了非共格析出相的粗化,实现了纳米级共格析出相和亚微米级非共格强化相组成及组织的分步调控,提高了铝合金的比强度
26、在一些实施例中,熔炼温度可为700-800℃,例如700℃、710℃、720℃、730℃、740℃、750℃、760℃、770℃、780℃、790℃或800℃。熔炼时间可为5-8min。熔炼时保护气为氩气和氯气的混合气体。优选地,氩气和氯气的体积比可为(95-99):(1-5),例如95:5、96:4、97:3、98:2或99:1。可在中频感应炉中进行所述熔炼。采用氩气和氯气的混合气体保护,将炉升温至800-850℃后调低中频感应炉的功率,将温度控制在700-800℃保温5-8min。
27、在一些实施例中,将各元素按比例混合包括:以纯铝锭、纯镁锭、铝锂、铝锰、铝钪、铝锆、铝钛、铝铒、铝镱中间合金为原料,按照合金成分进行配料,并通过一定的方式放置在中频感应炉的坩埚中。放置方式为:在一部分纯铝锭上铣出凹槽,把纯镁锭和铝锂中间合金置于凹槽中,再将盛有纯镁锭和铝锂中间合金的纯铝锭置于坩埚底部,接着将另一部分纯铝锭装在坩埚中间位置,并将铝锰、铝钪、铝锆、铝钛、铝铒、铝镱中间合金均匀放在纯铝锭的周围。这样能够避免锂和镁元素的烧损。
28、在一些实施例中,所述热处理包括:在所述保护气氛下在250-350℃下保温2-8h,干冰冷却后,再在350-425℃下保温0.5-3h。本发明利用干冰冷却的双级时效热处理,有利于抑制非共格析出相的粗化。在一些具体实施例中,所述热处理包括:在所述保护气氛下在300-350℃下保温4-6h,干冰冷却后,再在375-390℃下保温1.5-3h。
29、在一些实施例中,所述保护气氛为氮气。
30、在一些实施例中,在350-425℃下保温0.5-3h后,干冰冷却。利用干冰进行快速冷却,有利于抑制非共格析出相的粗化。
31、在一些实施例中,雾化压力可为2-7mpa,例如可为2mpa、3mpa、4mpa、5mpa、6mpa或7mpa。雾化介质可为氩气。
32、在一些实施例中,在所述雾化后,将所得粉末进行筛分。筛分后再进行所述3d打印成形。
33、在一些实施例中,可利用选区激光熔化设备进行所述3d打印成形。
34、相比现有技术,本发明的有益效果:
35、1、本发明提供一种高比强度3d打印铝合金,通过添加mg和li元素降低了铝合金的密度;通过添加mn、sc、zr、ti、er和yb元素,抑制了非共格析出相的粗化,提高了铝合金的力学性能,从而提高了铝合金的比强度。本发明的铝合金能够用于航空航天、船舶及轨道交通领域。
36、2、本发明还提供所述高比强度3d打印铝合金的制备方法,首先通过气雾化的方法制备了杂质含量低的近球形铝合金粉末,然后利用了3d打印快速凝固能够显著扩大溶质元素固溶极限的技术优势,之后配合利用干冰冷却的双级时效热处理并结合多元微合金化的优势,抑制了非共格析出相的粗化,实现了纳米级共格析出相和亚微米级非共格强化相组成及组织的分步调控,提高了铝合金的比强度。
- 还没有人留言评论。精彩留言会获得点赞!