一种钣金边角磨圆装置的制作方法
本技术涉及钣金加工设备的,具体地是一种打磨装置。
背景技术:
1、钣金是针对金属薄板一种综合冷加工工艺,通过对金属板材的切割、弯曲、冲压、焊接等工艺步骤,制作出各种金属构件和产品。由于钣金能够满足各种金属构件和产品的需求,设计灵活,因此不同的产品其加工步骤、尺寸等也不相同,为了提高钣金件的安全性,避免锐利的边缘造成划伤割伤等伤害,经常需要对金属板材的边缘进行圆角处理,同时圆角设计还能够提升材料的强度和耐久性、改善金属板材的外观使产品更加优雅和美观、确保加工过程中边角的一致性和质量控制。
2、但是传统对钣金变焦磨圆角时采用的都是手持打磨机,打磨精度难以保证,且难以保证同一批次产品圆角的一致性,同时劳动强度大,费时费力。中国专利号:zl202320135053.9公开了一种钣金边角打磨装置,包括水平的安装板、固定安装在水平安装板上用于钣金件定位的定位机构、固定在安装板上竖直的支撑柱、安装在支撑柱上且能围绕支撑柱转动的用于对定位机构上钣金件边角进行打磨的打磨机构、安装在安装板上且输出轴与打磨机构连接的电机和通过降速传动机构与电机输出轴连接且用于带动打磨机构围绕支撑柱往复式转动的往复机构,所述打磨机构包括可更换的打磨带,通过将钣金件放置在定位机构上,将钣金件的转角与打磨带接触进行打磨,通过往复机构带动打磨机构绕支撑柱往复转动使打磨贴合钣金件的转角处,将钣金件的转角处打磨圆润,省时省力,但是该打磨装置结构复杂,且打磨时需要人工调整钣金件的位置,以便适应不同半径的半径边角,且往复机构带动打磨机构往复转动时的角度不变,在打磨不同半径的圆角时需要人工及时调整钣金件的位置,适用范围小,使用不便,且依然无法解决磨圆角时精度难以保证的问题。
技术实现思路
1、本实用新型所要解决的技术问题是如何提高钣金圆角打磨精度,以及如何在打磨圆角时省时省力的问题,本实用新型的目的是提供一种能够更根据产品圆角半径设定打磨范围,提高打磨精度,省时省力的一种钣金边角磨圆装置。
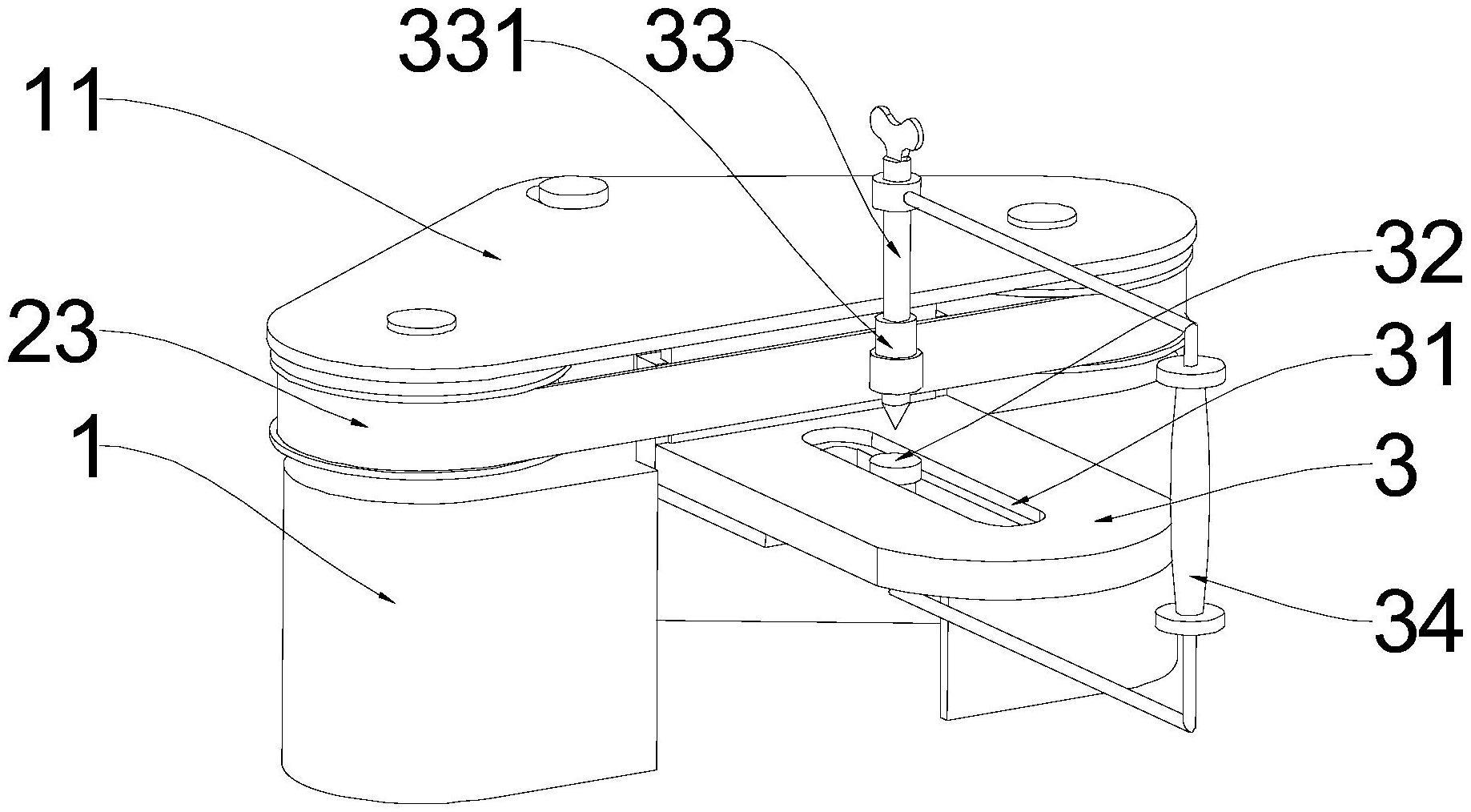
2、本实用新型所采用的技术方案是:一种钣金边角磨圆装置,包括安装支架和打磨机构,打磨机构设置于安装支架上方,打磨机构包括主动轮、从动轮、砂带和电机,电机的输出轴与主动轮轴连接,主动轮与从动轮之间通过砂带传动连接,打磨机构的上方设有上护板,打磨机构的下方设有下护板,下护板远离张紧轮的一侧设有放置台,放置台上设有滑槽,滑槽内设有转动机构,放置台外侧设有调整把手,转动机构与调整把手的下方固定连接,放置台的下方设有牵拉机构和半径限位机构。
3、使用本实用新型提供的钣金边角磨圆装置能够获得以下有益效果:
4、(1)通过将待磨圆角的钣金件放置在放置台上,通过调整把手固定钣金件圆角的圆心,通过转动调整把手调整待磨圆角的钣金件的位置,使钣金件需打磨的部位与打磨机构接触进行打磨,使打磨边缘圆润、平滑,无需人工目测圆角边缘的圆润度,省时省力。
5、(2)通过牵拉机构将调整机构连同钣金件向打磨机构的方向拉动,直至打磨到合适的圆角半径,通过半径限位机构限制打磨范围,当打磨到设定半径时,通过半径限位机构限制调整把手的继续移动,便于控制打磨深度,提高了打磨圆角时的精度,使用方便,无需人工测量或调整打磨位置,在钣金加工设备的技术领域具有广泛的推广应用价值。
6、作为优选,所述调整把手为c字形,调整把手靠近放置台一侧的下方设有安装柱,调整把手靠近控制台一侧的上方设有螺纹安装孔。
7、通过调整把手便于调整转动机与打磨机构之间的角度,安装柱和螺纹安装孔便于将调整把手与放置台连接。
8、作为优选,所述转动机构包括下固定板、滚针轴承和下安装板,所述下固定板的下端与调整把手下端的安装柱固定连接,安装柱的外侧与滚针轴承的内表面过盈配合,滚针轴承的外侧套设下安装板,下固定板与下安装板分别位于滑槽的上下两侧,且下固定板的上端水平面高于放置台上端水平面的高度。
9、通过滚针轴承便于安装柱在滑槽内转动,通过下固定板和下安装板便于将滚针轴承限制在滑槽内,防止滚针轴承从滑槽内脱落,不影响滚针轴承及与滚针轴承连接的安装柱转动,同时下固定板和下安装板能够使安装柱在滑槽中滑动,以便改变打磨的深度。
10、作为优选,所述下固定板为圆柱形,下固定板的上端水平面高于放置台上端水平面的高度,且下固定板的上表面设有防滑垫;
11、圆形的下固定板便于在滑槽内转动,防止下固定板转动时与滑槽的侧壁发生干涉,防滑垫可增加下固定板与钣金件接触时的摩擦力,使下固定板转动时能够带动半钣金件一同转动,从而便于控制和调整打磨的位置。
12、作为优选,所述下护板的下方设有中心柱,中心柱的虚拟轴心与砂带的外表面重合。
13、通过中心柱便于定位打磨时钣金件与砂带接触时进行打磨时的位置。
14、作为优选,所述牵拉机构包括第一牵拉环、第二牵拉环和拉伸弹性装置,所述第一牵拉环套设在安装柱外侧,所述第二牵拉环套设在中心柱的外侧,拉伸弹性装置设置在第一牵拉环与第二牵拉环之间,并始终将第一牵拉环向第二牵拉环的方向拉动。
15、通过拉伸弹性装置的两边分别连接套设在安装柱外侧的第一牵拉环和套设在中心柱外侧的第二牵拉环,使安装柱在拉伸弹性装置的作用下能够沿滑槽向中心柱的方向移动,从而带动调整把手向中心柱移动。
16、作为优选,所述拉伸弹性装置优选为弹簧。
17、作为优选,所述螺纹安装孔内设有定位柱,定位柱上端的外表面设有螺纹并与螺纹安装孔螺纹连接。
18、通过定位柱结合下固定板能够对待磨圆角的钣金件的上下两个表面同时进行固定,定位柱通过螺纹与调整把手上端的螺纹安装孔连接,便于通过定位柱对不同厚度的钣金件的上表面进行固定。
19、作为优选,所述定位柱的下端设有尖刺部,尖刺部的虚拟轴心与下固定板的虚拟轴心重合。
20、通过尖刺部便于准确定位待磨圆角钣金件圆角的圆心,尖刺部的虚拟轴心与下固定板的虚拟轴心重合,使待磨圆角钣金件的上下表面分别被定位柱和下固定板固定,防止打磨时钣金件位移,同时不影响待磨圆角的钣金件绕其圆角的圆心进行转动。
21、作为优选,所述定位柱的外表面的螺纹还连接有双螺母紧固件。
22、通过双螺母紧固件对定位柱和钣金件进行固定,下侧的螺母紧贴钣金件的上表面用于对钣金件进行固定,上侧的螺母用于将下侧的螺母固定在固定柱上,防止下侧固定钣金件的螺母转动,从而防止下侧的螺母在磨圆角的过程中在定位柱上转动松脱使钣金件脱离固定。
23、作为优选,所述半径限位机构包括伸缩杆和固定套,伸缩杆的一端与安装柱活动连接,伸缩杆的另一端设置在固定套内并与固定套滑动连接,所述固定套的侧面设有贯穿的侧孔,且侧孔的长度与滑槽的长度相同,侧孔内设有限位螺栓,限位螺栓的两端与固定套过盈配合对固定套进行夹紧从而防止限位螺栓位移,限位螺栓的虚拟轴心与伸缩杆的虚拟轴心位于同一平面且相互垂直。
24、通过限位螺栓便于限制伸缩杆伸进固定条内的长度,进而限制安装柱移动的距离,从而限制打磨的半径,当伸缩杆伸进固定套内并与侧孔中的限位螺栓相抵时,伸缩杆与限位螺栓相抵的第一端距侧孔远离伸缩杆的一端距限位螺栓的距离即为圆角的半径。
25、优选的,所述侧孔的边缘设有刻度线。
26、通过刻度线便于调整限位螺栓的位置,从而便于根据不同待磨圆角钣金件的半径设定打磨的深度,无需打磨时实时人工测量打磨深度。
27、作为优选,所述砂带内侧还设有张紧轮,张紧轮远离砂带一侧设有压缩弹簧。
28、通过张紧轮便于使砂带与钣金件接触的面始终保持水平,防止打磨过程中由于砂带长度不同或打磨时拉伸变形导致砂带与钣金件接触的位置改变,使磨圆角时的半径精度发生变化。
29、作为优选,所述打磨机构内设有限位滑板和滑板支撑架,所述限位滑板设置在砂带靠近张紧轮的一侧,即砂带打磨面的背面,滑板支撑架设置在限位滑板与张紧轮之间并与限位滑板相抵。
30、通过限位滑板进一步限制砂带位移,防止打磨时砂带与钣金件接触的位置受力向后位移导致打磨后的半径发生变化,使打磨精度发生变化。
- 还没有人留言评论。精彩留言会获得点赞!