一种扳手握把生产用毛边去除装置的制作方法
本技术属于扳手加工,尤其涉及一种扳手握把生产用毛边去除装置。
背景技术:
1、扳手也是属于配件的一种,其主要原理就是:利用杠杆原理,使螺钉、螺母和其他螺纹紧持螺栓或螺母的开口或套孔固件脱离原来的位置。使用时将扳手调整好位置,使其与螺母相吻合,然后沿螺纹旋转方向用力,就能将其拧转。
2、扳手生产过程中,需要对扳手握把的毛边进行去除,毛边不仅会影响握把的平整性,而且人工在使用扳手并对其施加工作时,毛边会刺伤人工;因此,便需要对扳手握把表面的毛边去除,使得扳手握把更加光滑、平整。
3、目前去除毛边的常用方法是,通过手提砂轮进行磨削,或者采用钳工工具手工铲除,这些方法效率低下,劳动力强度大,为提高去除效率,一般使用毛边去除装置对扳手握把表面的毛边进行去除,但是目前的毛边去除装置普遍只能够对单个扳手进行毛边去除,无法同时对多个扳手进行毛边去除工作,如此工作效率,并没有明显的提高。
技术实现思路
1、本实用新型的目的是针对上述存在的技术问题,提供一种能够同时对多个扳手进行毛边去除的扳手握把生产用毛边去除装置。
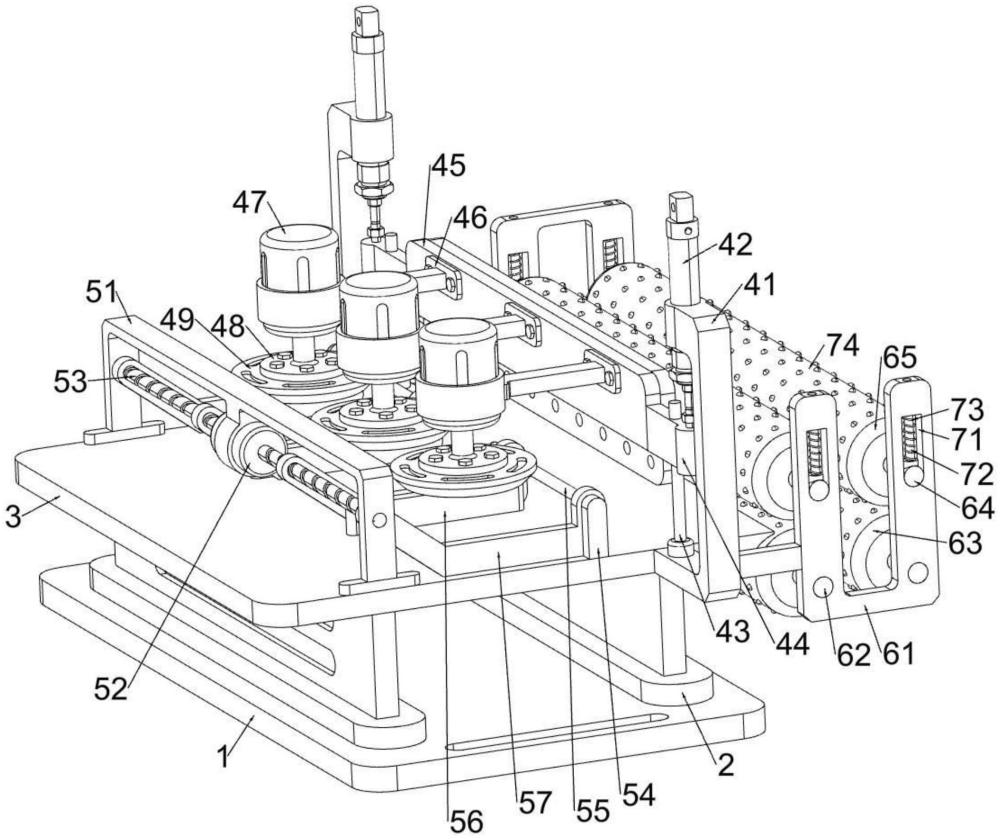
2、有鉴于此,本实用新型提供一种扳手握把生产用毛边去除装置,包括:
3、底板;
4、支撑座,设置于底板顶部左右两侧;
5、工作台,设置于两个支撑座顶部之间;
6、去除组件,设置于工作台上,用于对扳手握把表面的毛边进行去除;
7、其中,去除组件包括:
8、支撑架,设置于工作台右侧的前后两侧;
9、气缸,设置于支撑架上;
10、导向杆,设置于支撑架上;
11、滑板,滑动式设置于导向杆上,并与气缸活塞杆相连;
12、连接件,设置于两个滑板之间;
13、机架,具有多个,沿连接件的长度方向均匀间隔设置,且机架与连接件通过螺栓连接的方式连接;
14、第一电机,设置于机架上;
15、安装板,设置于第一电机输出轴上;
16、打磨轮,具有多个,与机架的数量相同,并一一对应,打磨轮设置于安装板底部。
17、在本技术方案中,当需要使用扳手握把生产用毛边去除装置时,首先将扳手放置在工作台上,并位于打磨轮下方,随后启动第一电机,第一电机输出轴带动安装板转动,安装板带动打磨轮转动,接着启动气缸,气缸活塞杆带动滑板沿导向杆向下侧移动,滑板带动连接件向下侧移动,连接件带动机架向下侧移动,机架便带动第一电机向下侧移动,第一电机带动安装板向下侧移动,安装板带动打磨轮向下侧移动,打磨轮下移至与扳手接触,这时关闭气缸,使得打磨轮保持与扳手表面接触,通过打磨轮转动对扳手握把表面的毛边进行去除,设置多个打磨轮,可同时驱动多个打磨轮下移对多个扳手握把进行毛边去除,当扳手握把表面的毛边去除好后,关闭第一电机,并启动气缸,气缸活塞杆带动滑板沿导向杆向上侧移动,滑板带动连接件向上侧移动,连接件带动机架向上侧移动,机架带动第一电机向上侧移动,第一电机带动安装板向上侧移动,安装板带动打磨轮向上侧移动,打磨轮上移至适宜的位置后,关闭气缸,如此便可达到同时对多个扳手握把表面的毛边去除,使得握把表面更加光滑,提高工作效率,节省时间。
18、在上述技术方案中,进一步的,打磨轮通过螺栓连接的方式设置于安装板底部。
19、在本技术方案中,打磨轮通过螺栓连接的方式与安装板相连,使得打磨轮安装方便,便于拆卸,使用便捷。
20、在上述任一技术方案中,进一步的,去除装置还包括有夹紧组件,夹紧组件包括:
21、固定架,设置于工作台顶部左侧;
22、双轴电机,设置于固定架上;
23、滚珠丝杆,设置于双轴电机的两侧输出轴上,且滚珠丝杆与固定架转动式连接;
24、耳板,共有两个,分别设置于工作台前后两侧;
25、连接杆,设置于耳板上,两连接杆相对设置;
26、定夹块,共两个,分别设置于工作台前后两侧;
27、动夹块,共四个,设置于两个滚珠丝杆前后两端,且动夹块与滚珠丝杆螺纹式连接,动夹块与同侧的连接杆滑动式连接。
28、在本技术方案中,当需要对扳手进行固定时,首先将扳手放置在工作上,位于打磨轮下方,扳手与定夹块接触,随后启动双轴电机,双轴电机的两侧输出轴驱动滚珠丝杆转,滚珠丝杆与动夹块螺纹式连接,使得前侧的动夹块沿前侧的连接杆均向后侧移动,后侧的动夹块沿后侧的连接杆均向前侧移动,从而动夹块向定夹块相互靠近,直至动夹块移动至与扳手接触,中间的两个动夹块相互靠近后,如此动夹块和定夹块对扳手进行夹紧,中间的两个动夹块对中间的扳手进行夹紧,接着关闭双轴电机,对扳手夹紧后,便可对扳手握把进行毛边去除,当毛边去除工作完成后,启动双轴电机,双轴电机两侧输出轴驱动滚珠丝杆反转,使得前侧的动夹块沿前侧的连接杆均向前侧移动,后侧的动夹块沿后侧的连接杆均向后侧移动,待动夹块复位后,关闭双轴电机,动夹块便不会夹紧扳手,这时将毛边去除完成的扳手取起,如此便可达到在对扳手握把打磨前,对扳手进行夹紧,防止扳手在打磨过程中发生位移,使得扳手打磨更加稳定。
29、在上述任一技术方案中,进一步的,还包括有送料组件,送料组件包括:
30、安装架,设置于支撑架右侧;
31、转轴,转动式设置于两个安装架的左右两侧之间;
32、送料轮,设置于转轴上;
33、支撑杆,共有两个,设置于两个安装架的左右两侧之间;
34、滚筒,设置于支撑杆上;
35、连接架,设置于后侧的安装架上;
36、第二电机,设置于连接架上,第二电机输出轴与右下侧的转轴相连;
37、皮带轮,设置于下侧的两个转轴上;
38、平皮带,套设于两个皮带轮之间;
39、挡板,设置于连接件右侧,位于送料轮左侧。
40、在本技术方案中,当需要对扳手进行自动送料时,启动第二电机,第二电机输出轴带动右侧转轴转动,右侧转轴带动皮带轮转动,在皮带轮与平皮带的配合下,皮带轮带动左侧转轴转动,转轴带动送料轮转动,这时将扳手放置在送料轮上,送料轮便对扳手向工作台方向输送,扳手输送至工作台上,送料轮继续对扳手输送,随后输送到工作台上的扳手便挤压先输送到工作台上的扳手,使得扳手被挤压至打磨轮下方,随后气缸驱动打磨轮下移与扳手接触,同时连接件带动挡板向下侧移动,挡板下移至与工作台接触,通过挡板能够阻挡扳手继续向打磨轮输送,便于打磨轮更好的对正值打磨的扳手进行打磨,当毛边去除工作结束后,关闭第二电机,如此便可达到对扳手进行自动输送,节省人工手动操作。
41、在上述任一技术方案中,进一步的,还包括清洁组件,清洁组件包括:
42、导向槽,开设于安装架上部左右两侧,支撑杆与导向槽滑动式连接;
43、滑杆,设置于支撑杆顶部前后两端,且滑杆贯穿安装架,并与安装架滑动式连接;
44、弹性件,设置于安装架与滑杆之间,弹性件向滑杆提供抵住支撑杆的弹性力;
45、毛刷套,套设于送料轮和滚筒外侧。
46、在本技术方案中,工作时,将扳手放置送料轮和滚筒之间,扳手挤压送料轮和滚筒,从而滚筒带动支撑杆沿导向槽向上侧移动,支撑杆带动滑杆沿安装架向上侧移动,弹性件轻微压缩,滚筒上移至适宜的位置,接着启动第二电机,使得送料轮转动,送料轮转动对扳手进行输送,扳手输送过程中与毛刷套接触,毛刷套便对扳手表面进行擦拭,将其表面的污渍擦掉,从而对扳手表面清洁,当气缸驱动打磨轮下移对扳手表面打磨去除毛边时,同时带动挡板向下移动与工作台接触,挡板挡住扳手继续向打磨轮下方输送,挡板的限制能够使扳手与毛刷套接触时间更长,从而对扳手清洁效果更佳,当扳手表面毛边去除完成后,扳手不再挤压滚筒,在弹性件的复位作用下,滑杆带动支撑杆向下侧移动,支撑杆带动滚筒向下侧移动,滚筒带动上方毛刷套向下侧移动,如此便可达到对不同大小的扳手的表面进行清洁,使得扳手更加洁净。
47、在上述任一技术方案中,进一步的,弹性件为复位弹簧。
48、在本技术方案中,采用复位弹簧来作为弹性件,不仅效果好,而且还具有安装方便,价格低等特点,节省了生产成本。
49、本实用新型的有益效果是:
50、1、通过气缸驱动打磨轮下移与扳手握把表面接触,第一电机驱动打磨轮转动对扳手握把表面的毛边进行去除,设置多个打磨轮,可同时驱动多个打磨轮下移对多个扳手握把进行毛边去除,如此便可达到同时对多个扳手握把表面的毛边去除,使得握把表面更加光滑,提高工作效率,节省时间;
51、2、打磨轮通过螺栓连接的方式与安装板连接,使得打磨轮在长时间工作后,其表面磨损严重,从而便于对打磨轮进行安装和拆卸;
52、3、通过双轴电机作为驱动力,驱动滚珠丝杆转动,使得动夹块向靠近定夹块的方向移动,从而对扳手进行夹紧,使得扳手在打磨过程中不易随意发生位移,对其扳手打磨更加稳定;
53、4、通过第二电机驱动转轴转动,转轴带动送料轮转动,送料轮转动便可对扳手进行输送,扳手输送过程中与毛刷套接触,从而毛刷套对扳手表面进行擦拭,将其表面的污渍擦掉,从而对扳手表面清洁,如此达到对扳手自动送料,送料过程中对扳手表面污渍进行清洁。
- 还没有人留言评论。精彩留言会获得点赞!