半球谐振子约束流场力流变抛光-调平装备及方法
本发明涉及精密和超精密加工,尤其涉及一种半球谐振子约束流场力流变抛光-调平装备及方法。
背景技术:
1、半球谐振子是由熔融石英材料整体加工而成,其结构形状为带有中心支撑杆的半球形薄壁壳体,壳体直径范围为15~60mm,壁厚小于1mm;中心支撑杆与壳体表面存在小曲率半径过渡圆弧曲面。半球谐振子作为半球谐振陀螺的核心敏感功能部件,其加工质量直接影响着半球谐振陀螺的使用性能与工作寿命。
2、目前,国内半球谐振子的抛光技术还存在一些难点问题:(1)加工时受到中心支撑杆的干涉影响,在中心支撑杆与壳体的圆弧过渡处,存在研磨抛光“死角”;(2)半球谐振子零件壁薄、材料硬脆,如加工作用力不当,易导致零件碎裂;(3)加工中需调头装夹和找正,高于微米级的同轴、同心等位置精度要求很难保证。目前,传统的研磨抛光工艺方法难以满足半球谐振子的加工精度要求。
技术实现思路
1、为了解决半球谐振子抛光加工时存在的上述问题,本技术提供了一种半球谐振子约束流场力流变抛光-调平装备,用于实现对半球谐振子的抛光及抛光后的调平修正。本技术的半球谐振子约束流场力流变抛光-调平装备包括力流变约束模块、在位检测装置和液压动力装置;使用时,液压动力装置按照特定的工作模式将磨料缸内的抛光液推入力流变约束模块的约束流道内,形成约束流场,实现对半球谐振子内外球面的同步抛光,抛光精度高、效率高;一次抛光完成后,再通过在位检测装置检测出半球谐振子表面的不平衡质量和不平衡位置,以对半球谐振子进行调平修正,确保其表面材料去除的均匀性,提高抛光质量。对应的,本技术还提供了一种半球谐振子约束流场力流变抛光-调平方法。
2、对于抛光-调平装备而言,本技术的技术方案为:
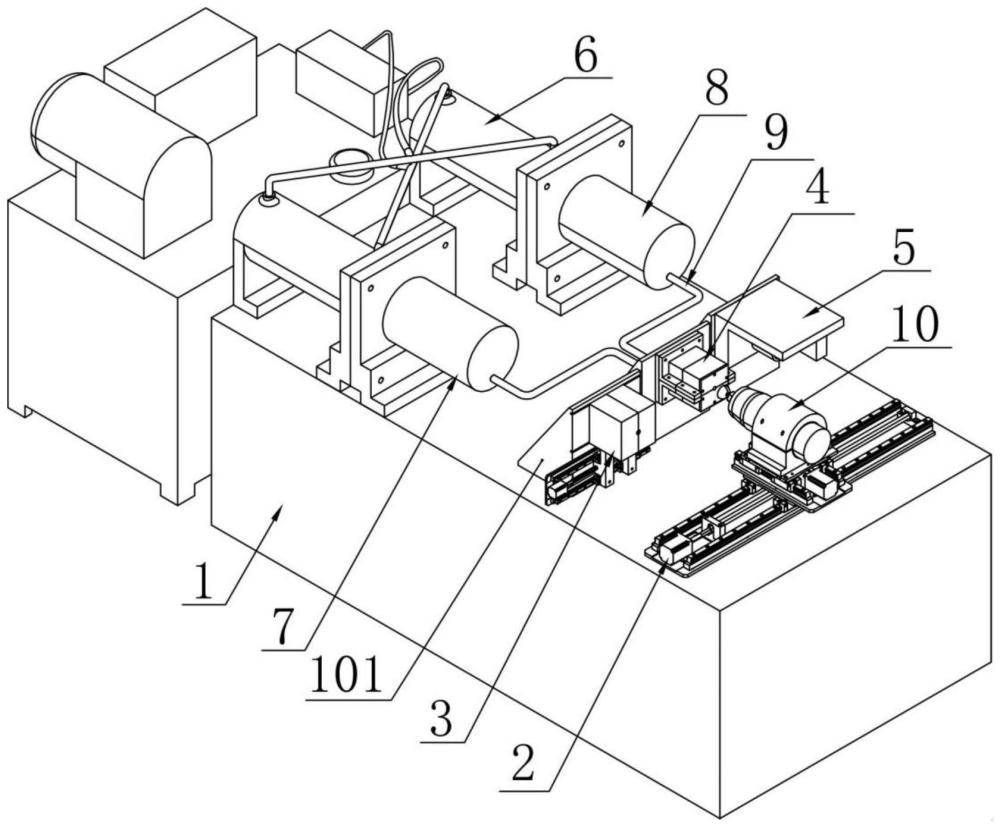
3、半球谐振子约束流场力流变抛光-调平装备,包括机床;所述机床上设有直线移动平台、清洗干燥装置、力流变约束模块、在位检测装置和液压动力装置;所述直线移动平台用于调整半球谐振子的位置;所述清洗干燥装置用于对抛光后的半球谐振子进行清洗和干燥;所述在位检测装置用于检测抛光后的半球谐振子表面的不平衡质量和不平衡位置;所述力流变约束模块用于对半球谐振子进行抛光,其包括基板和设于基板上的定模芯;所述定模芯的端部与半球谐振子的内球面结构相吻合;所述定模芯的外部套设有定模套,定模套的一端固定于基板上,另一端连接有动模套;所述定模芯的外壁两侧对称开设有a沟槽,对应的,所述定模套的内壁上开设有与a沟槽相配合的b沟槽,从而在定模芯和定模套之间形成两个约束流道;所述动模套的内壁上开设有用于连通两个约束流道的弧形槽,弧形槽与半球谐振子的外球面结构相吻合;所述基板上设有两个通孔,分别与两个约束流道相连通;所述两个通孔分别通过管道与a磨料缸和b磨料缸相连接;所述液压动力装置包括液压站,以及与液压站相连接的a液压缸和b液压缸;所述a液压缸和b液压缸分别与a磨料缸和b磨料缸的活塞相连接;所述直线移动平台上设有工件主轴;所述工件主轴用于装夹半球谐振子,并驱动其转动。
4、与现有技术相比,本技术的半球谐振子约束流场力流变抛光-调平装备包括力流变约束模块、在位检测装置和液压动力装置;力流变约束模块用于实现半球谐振子的抛光,其内部设有约束流道,可以将抛光液引导至半球谐振子的内外球面;使用时,液压动力装置按照特定的工作模式将磨料缸内的抛光液推入力流变约束模块的约束流道内,形成约束流场,实现对半球谐振子内外球面的同步抛光,抛光效率高;一次抛光完成后,再通过在位检测装置检测出半球谐振子表面的不平衡质量和不平衡位置,以对半球谐振子进行调平修正(调平时间可以根据解算公式得出),确保其表面材料去除的均匀性,提高抛光质量;此外,力流变约束模块具有特定的构造,与半球谐振子的内外球面结构相吻合,只需要一次装夹就能够实现对半球谐振子的无死角抛光,保证半球谐振子抛光时的同心度,抛光精度高。
5、作为优化,前述的半球谐振子约束流场力流变抛光-调平装备中,所述清洗干燥装置包括水枪和气枪;所述水枪用于将半球谐振子表面黏附的抛光液冲洗干净,所述气枪用于将清洗后的半球谐振子表面残留的水渍吹干。
6、作为优化,前述的半球谐振子约束流场力流变抛光-调平装备中,所述在位检测装置包括条纹相机,用于获取半球谐振子的周向多点振动频率。工作时,采用条纹相机来检测半球谐振子周向多点振动频率,进而得出半球谐振子表面的不平衡质量和不平衡位置,准确度高,且易于实施。
7、作为优化,前述的半球谐振子约束流场力流变抛光-调平装备中,所述动模套包括可拆连接的第一动模套和第二动模套;所述第一动模套套设于定模套的端部;所述弧形槽设于第二动模套上。此时,方便加工。进一步的,所述第一动模套由两个相同的第一半壳组装而成;所述第二动模套由两个相同的第二半壳组装而成。此时,便于装配半球谐振子。
8、作为优化,前述的半球谐振子约束流场力流变抛光-调平装备中,所述a液压缸和b液压缸与液压站交错相连。此时,液压站只需要设置一个控制阀即可,易于实施,且可靠性高。
9、作为优化,前述的半球谐振子约束流场力流变抛光-调平装备中,所述直线移动平台为丝杆十字滑台,包括滑动连接的x丝杆滑台和y丝杆滑台;所述y丝杆滑台固定于机床上;所述工件主轴固定于x丝杆滑台上。直线移动平台采用上述结构,装配方便、易于实施;而且操作非常方便。
10、对于抛光-调平方法而言,本技术的技术方案为:
11、半球谐振子约束流场力流变抛光-调平方法,该方法采用前述的本的半球谐振子约束流场力流变抛光-调平装备实现,包括以下步骤:
12、步骤一、配制具有剪切流变效应的非牛顿流体抛光液,并存放在a磨料缸和b磨料缸中;将半球谐振子安装于工件主轴上,然后将半球谐振子移动至力流变约束模块处,并装入力流变约束模块内;
13、步骤二、工件主轴启动,带动半球谐振子转动;同时,液压动力装置启动,a液压缸和b液压缸往复运动,将磨料缸内的抛光液推入到约束流道内,并形成约束流场,对半球谐振子进行抛光,抛光时间为t1;
14、步骤三、抛光完成后,将半球谐振子从力流变约束模块内拆下,并移动至清洗干燥装置处进行清洗干燥,时间为t2;
15、步骤四、清洗干燥完成后,将半球谐振子移动至在位检测装置处;通过在位检测装置检测出半球谐振子表面的不平衡质量和不平衡位置,并通过解算公式:计算出调平时间t;式中,δm为不平衡质量,k0为preston系数,在一定的加工工艺条件下,k0为常数,p为抛光压强,v为抛光速度;
16、步骤五、再次将半球谐振子移动并装入力流变约束模块内,并使其不平衡位置对准约束流道;液压动力装置启动,对半球谐振子进行抛光调平,调平时间为t;
17、步骤六、重复步骤三至步骤五,直到半球谐振子的表面质量符合设定要求。
18、与现有技术相比,本技术的半球谐振子约束流场力流变抛光-调平方法具有以下优点:
19、(1)采用具有特定构造的力流变约束模块,并配合具有剪切流变特性的非牛顿流体抛光液,基于力流变抛光的非接触式柔性抛光特性,对半球谐振子内外球面进行同步抛光,抛光效率高,而且还可以实现其表面材料接近无损伤的均匀去除;
20、(2)抛光时,工件主轴带动半球谐振子旋转,同时液压动力装置按照特定的工作模式将抛光液推入力流变约束模块的约束流道内,形成约束流场,抛光液在约束流道的引导下流经半球谐振子内外球面,实现了对半球谐振子表面的无死角抛光,而且半球谐振子表面作用力均匀,可以确保对表面材料的均匀去除,提高抛光精度;
21、(3)一次抛光完成后,可以通过在位检测装置检测出半球谐振子表面的不平衡质量和不平衡位置,并通过解算公式计算出调平时间,以对半球谐振子表面不平衡位置进行调平修正,使其表面质量分布均匀,提高了半球谐振子抛光后的表面质量。
22、作为优化,前述的半球谐振子约束流场力流变抛光-调平方法中,所述非牛顿流体抛光液包括基液、磨粒、化学添加剂;其中,所述磨粒为氧化铈、金刚石、氧化铝、氧化硅的一种或多种混合,比例为10~20wt%;所述化学添加剂为分散剂、ph调节剂、氧化剂或化学活性剂,比例为3~5wt%。非牛顿流体抛光液与半球谐振子表面做相对剪切运动的过程中,会发生剪切流变效应,从而实现力流变抛光。力流变抛光具有非接触式柔性抛光的特性,抛光时,通过把持游离磨粒实现对半球谐振子表面的抛光,能够有效避免大颗粒划伤半球谐振子的表面。
23、作为优化,前述的半球谐振子约束流场力流变抛光-调平方法的步骤一中,装配半球谐振子时,先拆下动模套,再将半球谐振子套入定模芯的端部,且两者之间留有微小缝隙,接着重新安装上动模套,使力流变约束模块闭合,装配完成。
24、进一步的,步骤三中,抛光液的流速可以为4.5~20l/min。
- 还没有人留言评论。精彩留言会获得点赞!