一种螺纹紧固件用的高温防咬死涂层及其制备方法与流程
本发明涉及涂层领域,尤其是一种螺纹紧固件用的高温防咬死涂层及其制备方法。
背景技术:
1、螺纹咬死是高速、重载、高温等复杂条件下滑动摩擦副的常见失效模式之一,广泛存在于电力、汽车、航空航天、钢铁制造成型等行业。燃气轮机、汽轮机中的高温螺栓、螺钉等紧固件长期在高温、应力状态下工作,对于设备的正常运行及设备的安全起至关重要的作用。虽然高温螺纹紧固件的材质、规格和服役温度不尽相同,但是咬死现象却频繁发生,有时甚至不得不采取破坏性方式拆除,给正常维修工作带来很大的麻烦。因此,采取必要措施避免高温螺纹紧固件咬死可以提高检修效率,缩短检修时间,也可提高紧固件的再次利用率,减少新备件的采购、使用,提高经济效益。
2、为了提高螺纹的防咬死能力,普遍采用安装时控制材料表面硬度差、涂抹固体润滑剂、防咬涂料或磷酸盐镀膜等措施。但是这些措施的防咬死效果有限,卡涩或咬死现象仍频繁发生在重载高温工况下长期运行的螺纹配合中。
3、采用物理气相沉积技术制备的硬质氮化物涂层具有耐磨、抗氧化、耐腐蚀、厚度可精确控制等优点,有望实现螺栓等高温紧固件的防咬死。但是目前大部分研究都以基材试样片为主,在燃气轮机、汽轮机等实际部件上的研究和工程化应用仍然较少。
技术实现思路
1、本发明的目的在于:针对上述存在的问题,提供一种螺纹紧固件用的高温防咬死涂层及其制备方法,通过在螺纹紧固件表面制备致密的硬质氮化物涂层提高材料表面的耐磨性、耐腐蚀性、抗氧化性,从而大幅降低燃气轮机/汽轮机中的螺纹紧固件因高温氧化和腐蚀造成的咬死风险,使得螺纹紧固件适用于温度为25-700℃的服役环境。
2、本发明采用的技术方案如下:一种螺纹紧固件用的高温防咬死涂层,为基于cra ln的氮化物多层涂层,优选为梯度多层涂层,该涂层的结构由内到外依次为金属打底层、过渡层和功能层;其中:
3、金属打底层为cr层或t i层;过渡层为crn层、t i n层、t i cra l n层中的一种或多种;功能层至少包含cra l n层,为cra l n层、crn层、cra l层、cr层中的一种或多种组合成的多层结构。
4、进一步地,该涂层的结构为cr-crn-cra l n-n(crn-cra l n)、cr-crn-cra l n-n(cra l-cra l n)、cr-crn-n(cra l n)、t i-t i n-t i cra l n-n(cra l n)、cr-crn-cral n-n(crn-cr-crn-cra l n)中的任意一种,其中n表示“()”内的结构重复次数。
5、进一步地,该涂层的厚度范围为2-8μm;其中,金属打底层的厚度加上过渡层的厚度不高于2μm,并且金属打底层、过渡层和功能层的厚度均大于0;厚度过低会降低防护效果和降低螺纹紧固件的寿命,容易被磨损;厚度过大,层间结合力差,容易剥落,也会影响螺纹副装配;即该涂层的厚度范围为2-8μm,金属打底层的厚度加上过渡层的厚度不高于2μm的效果,既能保证涂层的防护效果,使得层之间具有较高的结合力,不易脱落,也不会影响螺纹副装配。
6、需要说明的是,所述螺纹紧固件包括但不限于高温螺栓、螺钉、螺柱,本涂层可在燃气轮机/汽轮机中燃烧器、燃兼压缸、透平缸、排气缸、高压段、中压段中的螺纹紧固件上进行制备;螺纹紧固件的基材为常用的耐热钢、合金钢、镍基高温合金等,包括但不限于20cr1 mo1vnbt i b、gh4169、1cr11 co3w3n i movnbnb、25cr2mova、2cr11 mo1vnbn、22cr12n iwmov。
7、进一步地说明,该涂层在其他领域,也可以用于si片。
8、一种高温防咬死涂层的制备方法,在螺纹紧固件上制备所述的螺纹紧固件用的高温防咬死涂层,包括以下步骤:
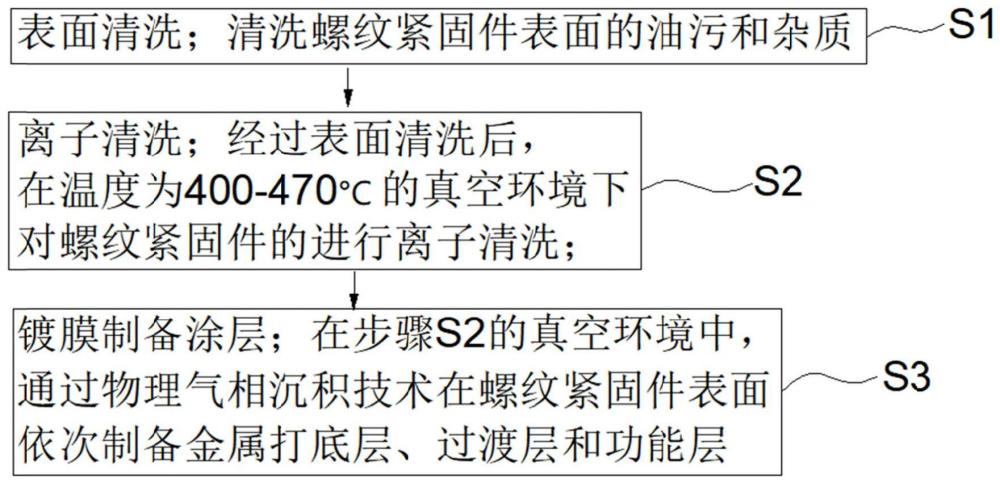
9、s1:表面清洗;清洗螺纹紧固件表面的油污和杂质;
10、s2:离子清洗;经过表面清洗后,在温度为400-470℃、本底真空度低于5×10-3pa的真空环境下对螺纹紧固件的进行离子清洗;
11、s3:镀膜制备涂层;在步骤s2的真空环境中,通过物理气相沉积技术在螺纹紧固件表面依次制备金属打底层、过渡层和功能层。
12、进一步地,在步骤s1中,表面清洗的方式为激光清洗、超声清洗中一种或多种。
13、具体的,激光清洗主要用于去除螺纹紧固件表面的氧化物、锈迹等超声清洗无法去除的杂质;超声清洗主要用于去除螺纹紧固件表面的油污等杂质,其清洗剂包括但不限于乙醇、丙酮、有机溶剂;步骤s1中表面清洗后需要干燥,干燥方式包括但不限于烘干、晾干。
14、进一步地,在步骤s2中,离子清洗为氩离子刻蚀清洗、aeg刻蚀清洗中的一种或多种;离子清洗的设备可以为离子镀膜设备。
15、具体的,氩离子刻蚀清洗时通入氩气至气压范围为1.0-1.5pa,偏压为-400v至-1000v,清洗时间为30-60min;aeg刻蚀清洗时通入氩气至气压范围为0.4-0.5pa,偏压为-50v至-300v,aeg靶电流为60-80a,阳极电流为20-60a,清洗时间为30-90min。
16、进一步地,在步骤s3中,cr层、crn层通过高纯cr靶制备;ti层、tin层通过高纯ti靶制备;cra l层、cral n层通过cral合金靶制备,或者cral层、cra l n层通过cr靶与cral合金靶共沉积制备;ticral n层通过ti靶与cral合金靶共沉积制备。
17、进一步地,cral合金靶的成分中al的占比为50at%-70at%,al的占比优选为70at%。
18、进一步地,所述cr层、ti层、cral层沉积时使用的气体为氩气;ti cral n层、craln层沉积时使用的气体为氮气,或者氩气和氮气;crn层、tin层沉积时使用的气体为氮气,或者氩气和氮气。具体的如下。
19、cr层的沉积参数如下:氩气流量为100-200sccm,工作气压为0.3-0.5pa,cr靶电流为90-120a,偏压为-200v至-450v,沉积时间为2-25min,沉积过程中参数梯度变化。
20、t i层的沉积参数如下:氩气流量为100-200sccm,工作气压为0.3-0.5pa,t i靶电流为100-120a,偏压为-200v至-400v,沉积时间为5-25min,沉积过程中参数梯度变化。
21、crn层的沉积参数如下:氩气流量为0-100sccm,氮气流量为200-600sccm,工作气压为0.6-1.5pa,cr靶电流为90-120a,偏压为-100v至-250v,沉积时间为5-40min,沉积过程中参数梯度变化。
22、t i n层的沉积参数如下:氩气流量为0-120sccm,氮气流量为200-500sccm,工作气压为0.5-1.8pa,t i靶电流为100-130a,偏压为-120v至-200v,沉积时间为5-40min,沉积过程中参数梯度变化。
23、t i cra l n层的沉积参数如下:氩气流量为0-100sccm,氮气流量为700-1000sccm,工作气压为1.5-3.5pa,t i靶电流为110-130a,cra l合金靶电流为90-120a,偏压为-130v至-170v,沉积时间为5-30min,沉积过程中参数梯度变化。
24、cra l n层的沉积参数如下:氩气流量为0-100sccm,氮气流量为700-1000sccm,工作气压为1.5-3.5pa,cr靶电流为0-120a,cra l合金靶电流为90-120a,偏压为-60v至-150v,沉积时间为10-80min,沉积过程中参数梯度变化。
25、cra l层的沉积参数如下:氩气流量为100-200sccm,工作气压为0.3-0.5pa,cra l合金靶电流为90-120a,偏压为-100v至-200v,沉积时间为5-15min,沉积过程中参数梯度变化。
26、进一步地,上述各个层在沉积过程中所述的参数梯度变化,即为电流基本不变,通过流量、工作气压和偏压参数逐渐增大,获得成分和结构过渡的梯度结构,在保证结合力的情况下,提高涂层厚度。
27、综上所述,由于采用了上述技术方案,本发明的有益效果是:
28、1、本发明通过物理气相沉积技术在螺纹紧固件表面制备致密的厚度可控的基于cra l n的氮化物多层涂层,实现提高螺纹紧固件表面的耐磨性、耐腐蚀性、抗氧化性,从而大幅降低燃气轮机/汽轮机中的螺纹紧固件因高温氧化和腐蚀造成的咬死风险,实现高温螺纹紧固件的宽温域、长寿命防咬死目的;
29、2、本发明用于螺纹紧固件后,螺纹紧固件能够在温度位于25-700℃的环境下服役,适用于燃气轮机/汽轮机中长期在高温、应力状态下工作的各种螺纹紧固件,包括但不限于燃烧器、燃兼压缸、透平缸、排气缸、高压段、中压段中的高温螺栓、螺钉等;
30、3、本发明公开的涂层和制备方法工艺简单、成本低、环境友好性、能批量生产、表面光滑、无需后处理、厚度可控等优点,并且涂层厚度薄,不会对后续装配和螺纹配合产生影响,无需更改设计,可直接应用于现有螺纹紧固件中。
- 还没有人留言评论。精彩留言会获得点赞!