一种具有优异抗氢脆性能的X80级管线钢板及制造方法与流程
本发明属于特殊用途管线钢制造领域,尤其涉及一种具有优异抗氢脆性能的x80级管线钢板及制造方法。
背景技术:
1、氢能作为一种零碳高效新能源,可有效缓解温室效应,在世界能源转型中的应用价值日益凸显。我国在基础研究、应用研究以及示范应用进行了全方位布局,涵盖制氢、储氢、运氢、用氢4个环节。氢的输送是氢能利用的重要环节,安全高效的输氢技术是氢能大规模商业化发展的前提。利用管道进行氢气的长距离运输具有极高的经济价值,管道输氢具有输送量大、能耗少、成本低等特点。然而,在氢气输送以及使用过程中与其相接触的金属材料都有可能发生氢损伤进而失效。氢损伤是指在金属中由于含有氢或金属中的某些成分与氢发生反应而造成金属的力学性能发生改变的现象。现有管线钢材料在高压氢气环境下会发生氢损伤,导致材料的韧性或塑性降低,易使材料发生开裂或脆断。目前,现有输氢管道均为x52及以下钢级,输送能力有限,阻碍输氢管线往高压力发展。
2、现有技术中,专利申请号为202310743976.7,公开了一种tmcp掺氢输氢用管线钢的生产方法,钢板除了具备x52钢级管线钢应有的力学性能外,还具备良好的氢环境兼容性能。该方法si含量控制在0.12%-0.3%,含量过高,会降低mo在钢中溶解度,抑制mo促进(mo,v)c析出的作用,最终降低vc作为氢陷阱的功能;并且si含量过高将显著降低钢的可焊性,难以满足管线用钢对于焊接的要求,钢板焊接难度大;该方法mn含量控制在0.95%-1.05%,易与s结合形成mns夹杂物,增大局部氢压,成为氢脆的易发位置。此外,该方法生产钢板屈服强最高为457mpa,且仅考察6.3mpa氢压力下材料的氢脆敏感性,而本方法生产的钢板屈服强度在560mpa以上,并考察材料在14mpa氢压力下的氢脆敏感性,更能满足未来对于高强度、高压力的需求。
3、专利申请号为202111145706.3,公开了一种海洋用抗氢致开裂x80级管线钢及其制造方法,钢板力学性能达到x80钢级,采用nace标准试验方法进行浸泡试验后,氢致开裂敏感性参数(裂纹敏感率csr、裂纹长度敏感率clr、裂纹厚度敏感率ctr)均为0。该方法mn含量控制在1.75%-1.95%,易与s结合形成mns夹杂物,增大局部氢压,成为氢脆的易发位置。此外,该方法只做了抗hic实验,未进行氢环境下慢拉伸实验,氢环境条件下检验项目不充分。
4、专利申请号为201711181735.9,公开了一种抗氢致开裂的x80级管线钢的生产方法,钢板具有优异的抗氢致开裂性能。该方法si含量控制在0.20%-0.23%,含量过高,会降低mo在钢中溶解度,抑制mo促进(mo,v)c析出的作用,最终降低vc作为氢陷阱的功能;并且si含量过高将显著降低钢的可焊性,难以满足管线用钢对于焊接的要求,钢板焊接难度大;此外,该方法只做了抗hic实验,未进行氢环境下慢拉伸实验,氢环境条件下检验项目不充分,难以确保材料在氢环境中的安全性。
5、专利申请号为202211110087.9,公开了一种高韧性、高抗腐蚀管线钢及其生产方法,生产x80级抗腐蚀管线钢。该方法mn含量控制在1.45%-1.55%,含量过高,易与s结合形成mns夹杂物,增大局部氢压,成为氢脆的易发位置;钢板未添加v元素,未能有效利用vc形成氢陷阱,以降低材料氢脆敏感性;此外,该方法未考察材料在氢环境下力学性能,难以直接应用于临氢环境。
技术实现思路
1、本发明的目的是提供一种具有优异抗氢脆性能的x80级管线钢板及制造方法,该管线钢具有优异的耐氢脆性能,其屈服强度≥560mpa,抗拉强度≥680mpa。
2、为实现上述目的,本发明通过以下技术方案实现:
3、一种具有优异抗氢脆性能的x80级管线钢板,该管线钢板中化学成分按质量百分比为:
4、c 0.03%~0.04%,si 0.10%~0.11%,mn 0.50%~0.52%,p≤0.004%,s≤0.001%,al 0.015%~0.02%,ni 0.20%~0.30%,cr 0.15%~0.20%,mo 0.15%~0.20%,cu 0.15%~0.20%,nb 0.05%~0.06%,v 0.03%~0.04%,ti 0.015%~0.025%,余量为fe和不可避免的杂质元素;
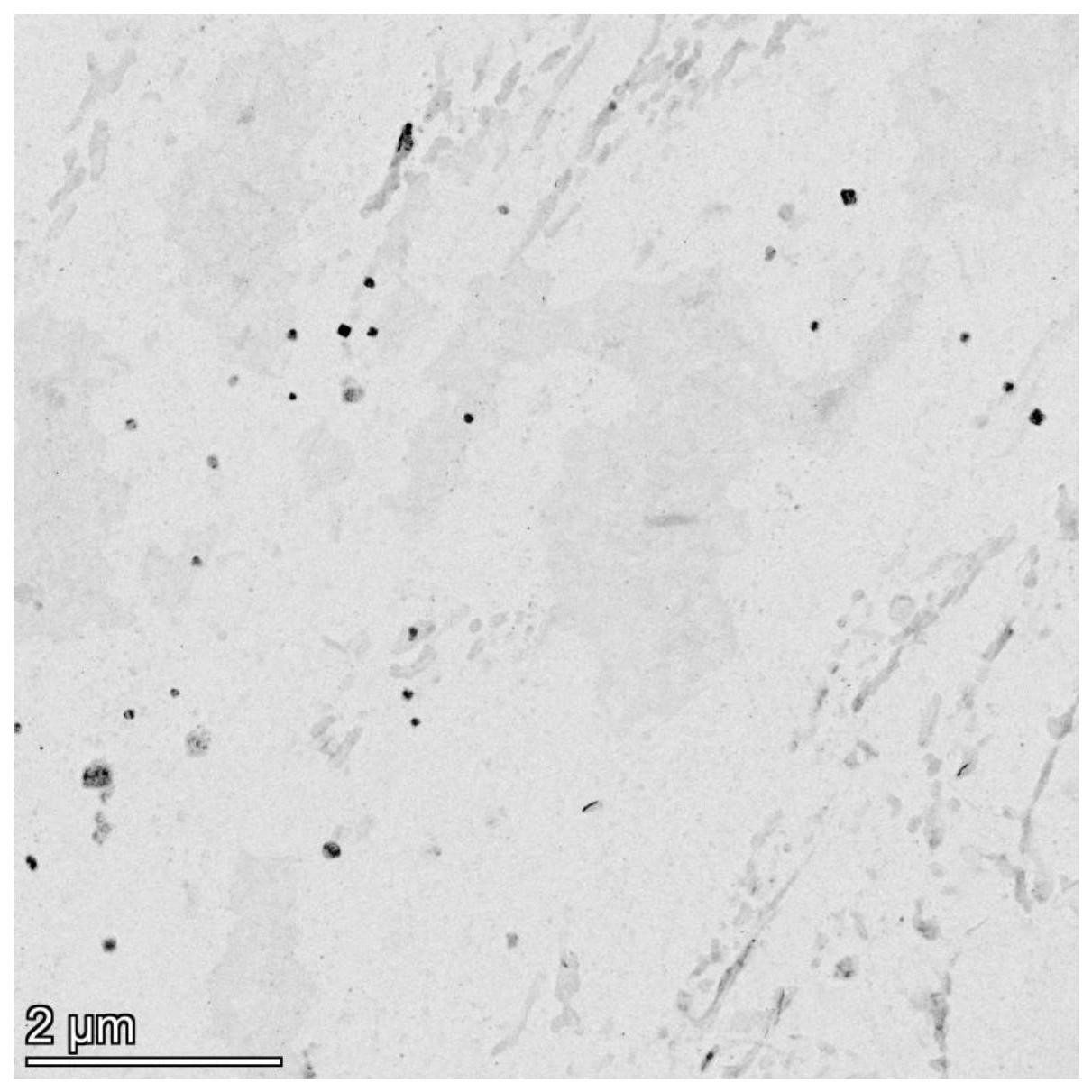
5、所述的钢板的微观组织为针状铁素体、多边形铁素体的耐氢脆组织,其中针状铁素体的体积占比50%~60%,多边形铁素体的体积占比40%~50%;同时基体上弥散分布nbc、tic和vc。
6、所述的管线钢板的屈服强度≥560mpa;抗拉强度≥680mpa;-20℃冲击功≥200j;根据标准gbt8650-2015,在a溶液环境下氢致开裂性能指标csr、clr、ctr均为0;在0.5mol/l硫酸+2g/l硫脲溶液中充氢12h(电流密度10ma/cm2)后进行慢应变速率拉伸实验ssrt,应变速率为1e-5/s,试样断后延伸率大于空气环境下的85%;在14mpa高压氢气环境下进行慢应变速率拉伸实验,应变速率为1e-5/s,试样断后延伸率大于空气环境下的80%。
7、具有优异抗氢脆性能的x80级管线钢板的主要合金元素作用和范围说明如下:
8、碳c:c是钢中仅次于fe的主要元素,它直接影响钢材的强度、塑性、韧性和焊接等性能。c通过固溶强化和析出强化对提高钢的强度有明显作用,但提高c含量对钢的塑性、韧性和焊接性有负面影响。并且,c含量过高会会在钢板厚度中心处产生中心偏析,并导致珠光体、粒状贝氏体、马氏体等氢脆敏感组织产生,降低材料抗氢脆性能。为此,将c含量范围设定为0.03%~0.04%。
9、硅si:si是炼钢过程中重要的还原剂和脱氧剂,能溶于铁素体和奥氏体中提高钢的硬度和强度。提高si的含量,可以减少fe3c的析出倾向,让更多的c和v析出产生氢陷阱vc,降低材料氢脆敏感性。si含量过高,将显著降低钢的塑性、韧性与可焊性。此外,过多的si会降低mo在钢中溶解度,抑制mo促进(mo,v)c析出的作用。为此,将si含量范围设定为0.10%~0.11%。
10、锰mn:mn能提高钢的淬透性,对钢材强度有利;由于mn价格相对便宜,且能与fe无限固溶,在提高钢材强度的同时,对塑性的影响相对较小。因此,mn被广泛用于钢中的强化元素。mn含量过高,会加剧连铸坯偏析,增加钢板带状组织等级、组织均匀性变差,对钢板的抗层状撕裂、塑性、低温韧性和焊接性能不利。此外,它还易与s结合形成mns夹杂物,增大局部氢压,成为氢脆的易发位置。为此,将mn含量范围设定为0.50%~0.52%。
11、磷p:p是由矿石带入钢中的,和s类似是有害元素之一。p虽能使钢材的强度、硬度增高,但在钢中形成含p偏析的带状组织会引起塑性、冲击韧性、抗氢脆性能显著降低。因此,选取p含量范围不高于0.004%。
12、硫s:s来源于炼钢的矿石与燃料焦炭,是钢中最常见的有害元素之一,对钢的延展性、韧性、焊接性、耐腐蚀性不利。s与mn易产生mns夹杂物,增大局部氢压,成为氢脆的易发位置。因此,选取s含量范围不高于0.001%。
13、铝al:al作为脱氧剂或合金化元素加入钢中,铝脱氧能力比硅、锰强得多。铝在钢中的主要作用是细化晶粒、固定钢中的氮,从而显著提高钢的冲击韧性,降低冷脆倾向和时效倾向性;铝还可提高钢的抗腐蚀性能,特别是与钼、铜、硅、铬等元素配合使用时,效果更好;铝的缺点是影响钢的热加工性能、焊接性能和切削加工性能。因此,选取al含量为0.015%~0.020%。
14、镍ni:ni有稳定奥氏体,提高淬透性的作用。钢中添加一定量的ni可以提高强度、韧性、耐腐蚀性,降低韧脆转变温度。含ni钢一般不易过热,它可阻止高温时晶粒的增长,仍可保持细晶粒组织。但考虑到成本因素,因此,选取ni含量范围0.20%~0.30%。
15、铬cr:cr可以提高钢的强度、硬度和耐磨性而不使钢变脆,但会降低伸长率和断面收缩率。cr添加过多,在焊接热循环过程中,含cr碳化物在原奥氏体晶界析出并聚集长大,严重损害钢板低温韧性及焊接性。因此,选取cr含量范围0.15%~0.20%。
16、钼mo:mo在钢中能提高淬透性和热强性,抑制钢板冷却过程中的铁素体转变。提高在较大冷却范围内晶粒内部位错密度,提高钢板应变强化能力。添加mo可以通过形成(mo,v)c形成氢陷阱,提高材料抗氢脆性能。mo含量过高时,对焊接性不利,且会提高合金成本。因此,选取mo含量范围0.15%~0.20%。
17、铜cu:cu能提高钢的强度,对焊接性能没有不利的影响。cu含量低时,其作用与镍相似,但较弱。cu含量较高时,对热变形加工不利,在热变形加工时导致铜脆现象。因此,选取cu含量范围0.15%~0.20%。
18、铌nb:nb是最主要的微合金化元素之一,部分溶入固溶体,起固溶强化作用;以碳化物、氮化物和氧化物微粒形式存在时,起析出强化作用,并且nb的碳氮化物是优异的氢陷阱,可以降低钢中氢原子扩散速率,有效提高材料抗氢脆性能。微量nb可以在不影响钢的塑性或韧性的情况下提高钢的强度。由于有细化晶粒的作用,能提高钢的冲击韧性并降低其脆性转变温度。在控轧过程中,固溶nb显著提高钢材的再结晶温度,可以使钢的轧制过程在更高的温度范围内完成,从而降低钢板的内应力。因此,选取nb含量范围0.05%~0.06%。
19、钒v:v和c、n、o有极强的亲和力,与之形成相应的稳定化合物。v在钢中主要以碳化物的形式存在,有细化组织和晶粒、提高强度和韧性、改善焊接性能、降低过热敏感性的作用。v的碳氮化物也是氢陷阱的一种,可有效提高材料抗氢脆性能。v含量过高,含v析出物尺寸较大,对钢板应变强化能力有害,且会恶化焊接热影响区冲击韧性。因此,选取v含量范围0.03%~0.04%。。
20、钛ti:ti是一种强碳氮化物形成元素。含ti的析出相可以有效钉扎晶界、阻碍奥氏体长大、细化晶粒、提高钢板的强韧性、低温韧性。纳米级含ti析出相可以阻碍位错运动,提高钢板应变强化能力。ti含量过高,含ti析出相会粗化对性能造成不利影响。因此,选取v含量范围0.015%~0.025%。
21、一种具有优异抗氢脆性能的x80级管线钢板的制造方法,包括冶炼、炉外精炼、连铸、加热、轧制、冷却;
22、钢板轧制完成后,直接进行层流冷却,冷却开始温度为800~820℃,冷却速度控制在10~20℃/s,返红温度控制在590~620℃;
23、钢板控冷完成后,钢板立即放入缓冷坑进行缓冷坑保温冷却,堆垛缓冷时间≥12h。
24、所述的加热工艺为:连铸后的坯料再加热,加热温度为1150~1250℃,在炉总时长为4~6h;高压水除鳞,除鳞后的连铸坯温度≥1120℃
25、所述的轧制采用两阶段轧制,第一阶段再结晶区轧制时,终轧温度≥980℃,中间坯厚度与钢板成品厚度比值≥2;第二阶段未再结晶区轧制,开轧温度910~930℃,终轧温度≥820℃。
26、本发明主要制造工艺参数控制范围原因如下:
27、控制连铸坯加热温度在1150~1250℃,在炉总时长4~6h,保证合金元素的析出相充分回溶到奥氏体中,在后续的控轧过程中充分发挥抑制再结晶、固溶强化、析出强化、细化晶粒等有利效果,为获得最终的组织结构做好成分与温度准备。低于所选温度和时间范围,固溶将不充分,影响最终的钢板强度;高于所选定的时间和温度范围,则连铸坯原始奥氏体晶粒易过于粗大,不利于钢板韧性的控制。
28、连铸坯出炉后,先进行高压水除鳞,以保证钢板轧制表面质量。除鳞后,温度低于1120℃,增加轧制阶段的轧制负荷。
29、采用两阶段轧制,第一阶段再结晶轧制在980℃之前完成,可避免奥氏体发生部分再结晶,造成晶粒大小不均匀;第二阶段未再结晶轧制在820~930℃完成,温度高于930℃,轧件发生部分再结晶造成晶粒不均匀;而温度低于820℃,难以保证后续直接加速冷却所需要的开始温度,此时奥氏体大部分转变为多边形铁素体,无法产生足够的针状铁素体,难以保证钢板强度;选择不低于成品钢板厚度2倍的中间坯,是为了保证第二阶段轧制的累积压下量,使再结晶奥氏体晶粒充分扁平化,有利于后续的组织转变和晶粒细化。
30、钢板轧制完成后,选择800~820℃温度开始加速冷却,冷速介于10~20℃/s之间,冷却方式采用层流冷却,返红温度控制在590~620℃。保证钢板转变为针状铁素体+多边形铁素体混合组织,其中针状铁素体占比50-60%,多边形铁素体占比40-50%。冷速过大,难以精确控制钢板返红温度区间。若后续堆垛温度过低,钢板中vc难以析出成为氢陷阱,难以保证材料有足够高的抗氢脆性能。冷速过低,会产生珠光体、粒状贝氏体等氢脆敏感组织。
31、冷却完成后,钢板在缓冷坑中堆垛缓冷。高于所选温度,难以保证相变的完整性,影响最终钢板的强韧性匹配以及组织调控。低于所选温度及所选缓冷时间,则vc难以析出成为氢陷阱,且无法释放钢中残余应力,钢板韧性差。
32、与现有技术相比,本发明的有益效果是:
33、1)本发明方法生产的钢板力学性能达到x80钢级,同时具备优异的耐氢脆性能,能够应用在临氢环境。
34、2)本发明方法采用tmcp工艺,无需复杂的调质工艺,生产成本低、效率高。
35、3)采用低c-si-mn以及nb-v-ti复合微合金化工艺路线,使钢板微观组织为针状铁素体、多边形铁素体的耐氢脆组织,避免氢脆敏感组织(粒状贝氏体、珠光体、马氏体等)生成,同时基体上弥散分布大量氢陷阱(nbc、tic以及vc),最终使钢板具有较低的氢脆敏感性。
36、4)本发明方法在钢板轧制后选择800~820℃温度开始加速冷却,冷却方式采用层流冷却,对返红温度进行控制,保证钢板转变为多边形铁素体+针状铁素体混合微观组织。
- 还没有人留言评论。精彩留言会获得点赞!