一种离心雾化和气雾化组合二次雾化制粉的方法及其设备与流程
本发明属于金属粉末制备,特别涉及通过离心雾化气雾化组合进行二次雾化制备超细低氧含量金属粉末的一种离心雾化与气雾化组合二次雾化制粉的方法及其设备。
背景技术:
1、金属粉末是现代制造业最重要的工业原料之一,其应用领域相当广泛,包括冶金填料、粉末冶金、电子银浆和3d打印这些行业对各类金属粉末需求量呈现大幅度增长的趋势。在金属粉末制备技术领域,雾化法是制备球形金属粉末的主要方法,典型代表包括气雾化和离心雾化。气雾化是指利用高速气流将液态金属流击碎形成小液滴,随后快速冷凝得到成形粉末;离心雾化是利用机械离心力的作用破碎液流,随后快速冷凝得到成形粉末。
2、申请号为cn200410021160.0的发明就公开了一种低氧含量微球焊料粉末的制备方法及其专用设备,该发明的制备方法是将焊料(如pb基、sn基、sn-zn基、ag基或cu基)原料加热熔化后使其过热度达到30~300℃,以稳定流速(流速范围为3~50克/秒)注入高速旋转的雾化器内进行离心雾化,雾化器直径为30~100mm,雾化器转速为4000~40000转/分,使熔体获得高速旋转动能,再在雾化器边缘雾化为微细液滴,在飞行过程中因表面张力凝结为球形粉末,粉末的粒度为15~104μm,其氧含量小于100ppm。该发明利用熔体高速旋转动能转化为粉末的表面能的原理将焊料原料加热熔化后,以稳定流速注入高速旋转的雾化器内进行离心雾化,在飞行过程凝结成为球形粉末,同时利用不同粒度粉末有不同的轨迹,通过控制粉末的飞行轨迹实现粉末粒度的分级,由此方法可以生产不同颗粒度的金属粉末。
3、但是,该发明也存在不能实现高熔点金属制粉的缺陷,首先,该发明所述专用设备仅仅是一个原理性的,仅适用于在实验室条件下熔化温度低于400℃的低熔点合金,且其轴承安装于雾化器转动轴上、通过皮带传动电机置于水冷室内或者电机为与雾化器同轴的高速电机,这样的传动机构很难使雾化器转速达到40000转/分,所以,其说明书也描述到“所述雾化器转速较好为8000~18000转/分”,且传动装置中主轴和坩埚设计为一体式,无法对离心坩埚的热能传导到离心主轴及轴承的热量采取有效的控制措施,会导致离心主轴及轴承过热而无法工作,尤其是高熔点金属制粉时通过离心坩埚传到离心主轴及轴承的热量过大致使系统破坏,因此该发明的雾化器转动轴的转数很低,只能在8000~18000转/分范围,由于转动轴的转数很低,导致雾化后制备的金属粉末粒度只能达到15~104μm, 所以该发明不能实现高熔点金属制粉,不能生产超细金属粉末,据此可以说,提升主轴的旋转速度是提高旋转雾化制粉产能的有效途径之一,而主轴过热是限制离心制粉生产的一个主要技术瓶颈,也是现有技术金属粉末制粉产能低的一个主要因素,所以,降低主轴在传动中的过热温度成为金属粉末制粉技术领域急需解决的技术问题。
4、其次,该发明所述进行产品分级回收是通过控制粉末的飞行轨迹实现粉末的分级控制的,从其附图可见,实际上每次只能将所得的一定的区间内的一种粒度的球形粉末进入雾化容器底部连有的集粉室中。
5、申请号为cn202210060619.6的发明公开了“一种气雾化制粉设备用粉料收集装置及其使用方法”,该发明是一种先通过冷却板对气雾化室内落下的金属粉末进行冷却处理,防止金属粉末团聚,然后通过分层组件配合不同高度的水平流向的干燥气流将不同粒径范围的金属粉末吹进对应的出料管,对金属粉末进行预筛分和预干燥处理的粉料收集装置及其使用方法,该发明所述的分层组件和所述的收集组件结构复杂,且实现粉末的分级可靠性较差,影响分级效果,容易使所得粉末粒度不均匀。
6、申请号为cn202211615904.6的发明公开了“一种可切换生产批量的雾化装置及其使用方法”,该发明所述雾化装置包括熔炼装置、气雾化制粉装置、保护装置。通过阅读该发明说明书可知,该发明所谓“可切换生产”,是指在“金属材料的试制开发和金属材料的批量生产”两个过程中的转化,即“在单台设备上实现了试制开发和批量生产的契合”,而在对金属材料的试制开发生产时,主坩埚不使用,通过柱塞装置关闭副坩埚底部的开口,直接对副坩埚中第二预定量金属材料进行熔炼,后续与批量生产过程后续步骤一样。所以,该发明所谓“可切换生产”并非连续性生产。所述的副坩埚其实就是一个中间包,熔融金属液在副坩埚的保温下从副坩埚底部的开口流至导流装置并从导流装置流出,雾化器对从导流装置流出的熔融金属液进行高压气体破碎,使熔融金属液分散形成金属液滴;且通过高压气体破碎会导致金属氧含量的增加,图示可见的液流控制杆探入到金属液体中,可能导致金属液体的污染,影响制成粉的纯度,金属液滴下落过程中冷却凝固成金属粉末,最后规格大于预定值的金属粉末落下被一级粉末收集器收集,规格不大于预定值的金属粉末通过旋风分离器被二级粉末收集器收集,从这种分级方法及其装置分级可见,该发明将金属液体制备成所需规格的粉末效率很低,生产成本高,也影响产能。
7、申请号为cn202011238748.7发明是关于一种金属粉末制造设备及其方法。该发明是通过对金属棒料连续进行两次制粉,一次制粉装置可以采用旋转电极制粉方式,具体的,旋转驱动单元驱动电极棒料高速旋转,等离子枪施加高温热源于电极棒料的前端面使其熔化形成液膜,液膜在高速离心力作用下甩出形成液线,液线在惰性气氛中冷却,在表面张力作用下冷却形成球形金属粉末。该发明在第一雾化室内部下方位置安装筛分组件,通过筛分组件对金属粉末进行筛分,细粒径金属粉末直接落入为第一雾化室的底部;另一部分粗粒径金属粉末通过送粉组件截止阀进入第二雾化室,粗粒径金属粉末在以此种状态进入第二雾化室内部后,受到惰性气体供给系统提供的惰性气体冲击,并在第二雾化室内完成粗粒径金属粉末分解。所以,该发明实际上是通过对金属棒料连续进行两次制粉而不是一次制粉二次雾化的装置,是旋转电极制粉与气雾化制粉2个独立制粉过程的简单组合,存在材料利用率较低和制粉效率较低的问题,导致产能严重不足,即便二次制粉,也存在生产的颗粒均匀度不足,颗粒粒度范围较宽的问题,虽然一次制粉后细粒径金属粉末直接落入第一雾化室的底部,但是,粗粒径的金属粉末进入二次气雾化制粉时,也不能将所有的材料制备成所需粒径的粉末,所以制粉效率低,这是气雾化制粉方法与非气雾化制粉方法相比本身自带的问题,该发明并没有解决这个问题。
8、申请号为cn202011060659.8(cn112170857b)的发明公开了一种微细合金粉末的制备方法,该发明采用密闭的中间包盛装合金液,合金液从中间包下方的喷嘴喷射至密闭的制粉罐体中,合金液在罐体中经气体雾化装置雾化成液滴,雾化后的合金液滴喷射至旋转的冷却辊表面,经过旋转冷却辊的撞击后再次破碎成更细小的颗粒,并经冷却辊进一步冷却后形成微细的合金粉末;在制备过程中,向中间包内通入惰性气体以补偿液压的下降,使合金液从中间包喷出时的压力恒定。存在的问题是,首先,该发明一次雾化采用的是气体雾化装置,气雾化会带来制粉金属氧含量高的问题,其次,该发明所述旋转冷却辊是一种卧式结构,二次雾化过程是自上向下的过程,雾化后的合金液滴喷射至旋转的冷却辊表面,其撞击面小且撞击点不均匀,导致二次雾化效果不均匀,第三,经气雾化后形成的液滴喷射至旋转的冷却辊表面时雾化的金属液滴已经凝结,即使有部分未凝结的金属液滴在冷却辊的作用下也会快速凝结,不能将所有金属液滴全部进行二次破碎,在制成粉中会夹杂一些异形形状的颗粒,不利于制成粉的利用。
9、《中国粉体网》在“气雾化制粉工艺的前世今生”一文报道了一种离心压力气雾化工艺。该工艺将离心液体雾化和气雾化结合:金属熔体受到向下的压力,进入倒锥形腔室并沿着腔室内壁向下流动,随着压力不断增大并到达某一临界点,金属熔体从喷嘴末端圆柱孔向下射出,在离心力的剪切作用下,金属熔体不断流动延展,扩张为片状的中空薄膜,薄膜厚度由于离心力的剪切而不断变小,最终薄膜继续变薄直至破碎。随着表面张力到达临界值,薄膜末端开始出现孔洞,孔洞将薄膜撕裂为条状、带状。与径直落下的金属液流相比,薄膜在展开后表面能增加,同时更容易与气流进行碰撞,进一步将气体动能转化为液滴表面能。分析起来,该工艺所实施的技术方案中,采用倒锥形腔室将金属熔体向下流动的过程是一个金属熔体汇聚的过程,这种状态下即使采用压力和离心力将金属熔体扩张为中空薄膜并撕裂后再进行气雾化,从倒锥形腔室底端的喷嘴喷射出来的金属熔体依然是比较大的带状和条状,虽然该工艺将柱状液流改进为片状的中空薄膜,但没能在离心过程中将金属熔体实现雾化并获得细小的金属液滴后再气雾化,所以该工艺依然是一次气雾化,并没有实现真正意义上的二次雾化,且采用该工艺方法制备超细金属颗粒的效率低。
10、申请号为cn201710075775.9(cn106862578b)的发明公开了“一种组合雾化式制备球形金属合金微粉的装置和方法”,该发明所述装置包括感应熔化炉、中间包、雾化用惰性气体管、气雾化喷环、离心雾化转盘、高速电机、电机保护壳、雾化室外壳、固定支撑和熔化操作仓外壳。该发明是将气雾化制粉和离心雾化制粉组合起来一起使用,但是,该发明主要是针对单独的气雾化操作要求惰性气体的压力很高,高达5.0mpa,甚至10.0mpa以上,而单独的高速离心雾化离心盘的转速要求高达20000转/分以上,将感应熔化炉内的金属熔融液倒入中间包,金属熔融液通过中间包底部的漏孔进入气雾化喷环的漏眼,按顺序首先进行紧耦合气雾化制粉,熔融液被雾化气分割成小液滴后落在下方的离心雾化转盘上,借高速旋转的离心雾化转盘将熔融液滴甩出,并进一步进行破碎和球化;金属熔融微小液滴在飞行过程中依靠表面张力完成球形化,然后进行降温凝固被冷却,待落在雾化室外壳内底部的金属微粉温度降至100℃以下时,打开产品出口管阀,对金属微粉进行粒度分级筛分,得到球形金属合金微粉产品。由此可见该发明未能解决在现实存在的离心制粉系统中遇到的几大核心技术难点问题,包括离心雾化转盘向离心主轴及轴承传导热量致使离心主轴、轴承乃至高速电机过热、离心主轴高速旋转且温升严重状态下动密封带来的阻力和易泄漏的风险问题,并且该发明实行的是先高压气体气雾化再离心雾化的结构,在高压高速气流气雾化的过程中所形成的雾化金属液滴在未能实现二次离心雾化时大部分已经凝结成固体,无法实现理想中的离心二次雾化效果。所以,该发明也仅是将气体雾化与离心雾化的简单结合。
技术实现思路
1、本发明所要解决的问题是克服现有技术的不足,克服和弱化影响金属粉末质量和制粉效率的因素,提供通过离心雾化与气雾化组合进行二次雾化制备超细低氧含量金属粉末的二次雾化制粉的方法及其设备,为提高超细低氧含量金属粉末的生产能力提供技术支持。
2、具体讲,本发所要解决的问题包括:
3、(1)解决单一气雾化制粉或单一离心雾化制粉或将气体雾化与离心雾化简单结合起来制粉效率较低、产能严重不足、颗粒均匀度不足,颗粒粒度范围较宽、制粉颗粒大和颗粒度不均匀的问题,为提高超细低氧含量金属粉末的批量生产能力提供离心雾化与气雾化组合的二次雾化制粉设备;对经过离心雾化后甩出来的细小金属液滴再通过二次气雾化,由此达到进一步细化金属液滴和提高液滴均匀度的目的,实现将所有金属液滴全部二次雾化并达到全面均匀地完成制粉的目的;
4、(2)解决液流控制杆或类似介质介入到金属液体中可能导致金属液体的污染,影响制成粉的纯度的技术问题,实现制粉金属液体流速的可控性,即实现无介质介入中间包控制金属液体进入离心坩埚的流速,进而控制各种不同金属液滴的下流速度,防止因其它介质进入中间包内金属液体污染和堵塞的现象;
5、(3)解决原料利用率低的问题,以提高原料利用率,并实现离心坩埚内金属液体保持良好的离心雾化所需要的温度,并在离心坩埚与主轴的连接上采用隔热措施减少高温坩埚向主轴的热传导;控制主轴过热给轴承和动力装置带来的毁灭性伤害,减少主轴高速旋转的阻力,实现主轴的高速旋转和获得更好的动平衡;
6、(4)解决不能对所有金属液滴全部进行二次雾化的技术问题;对经过离心雾化后甩出来的细小金属液滴再气雾化达到进一步细化金属液滴的目的,提高二次雾化过程的均匀度,实现将所有金属液滴全部进行二次雾化;
7、(5)解决现有技术对金属微粉需要后续进行粒度分级筛分,生产效率低的问题,实现在制粉过程中直接将制粉颗粒分级的目的,而无需再进行筛分,并进一步加快二次雾化后的金属液滴冷凝成固体金属颗粒,防止颗粒间粘连,实现更佳的分级收集效果,以提高产能,增加细粉收得率,解决制粉效率低及能耗高的问题。
8、本发明采用的技术方案包括如下步骤:
9、步骤1:开炉前准备,
10、开炉前准备步骤包括:
11、(1)将炉体总成的炉体冷却水系统开启,使炉体外壳温度控制在50℃以内;
12、(2)将真空系统打开抽真空,使整个炉体内的上、下炉体的真空度达到8×10-²pa后,并用高纯氮气或氩气洗炉处理3次,待空炉充分脱气后测量炉内冷态极限真空度≤6.67×10-²pa后关闭真空泵,
13、(3)分别打开炉体总成的上炉体熔炼室充气阀及下炉体雾化室充气阀,向炉体内注入惰性气体至炉内整体压力为0.12~0.3mpa,惰性气体氧含量控制在2~5ppm浓度以内;
14、步骤2:熔炼及保温,
15、熔炼及保温步骤包括:
16、(1)完成熔炼炉内制粉金属的填料,
17、(2)通过感应加热装置升温熔炼将制粉金属融化得到金属熔体,当制粉金属熔化后,在温度达到制粉金属熔点以上30~300℃条件下保温10min,
18、(3)倾转熔炼炉,将熔炼完成的金属液体倒入中间包,并启动中间包保温系统,使制粉金属液体温度继续保持在制粉金属熔点以上30~500℃范围内;
19、步骤3:制粉金属液体流速控制,
20、该步骤通过在炉体总成的上炉体和下炉体中安装隔板将上炉体腔室与下炉体腔室隔开,形成上下两个独立气压腔室,分别调控两腔压力,通过控制上炉体腔室和下炉体腔室的两腔压力的不同,控制中间包内的金属液体通过中间包底端的导流管直接向离心坩埚注入的流速,
21、在下炉体的腔室压力大于上炉体的腔室压力0.1mpa以上时,可以控制中间包的金属液体不能向下流动;
22、在控制中间包的金属液体向下流动时,根据不同的制粉金属液体将流速控制在5~100克/每秒;如制备金属铝金属粉末时,制粉金属液体流速控制在5~45克/每秒;如制备金属铜金属粉末时,制粉金属液体流速控制在55~100克/每秒;
23、步骤4:离心雾化,
24、在金属液体通过中间包底端的导流管直接注入离心坩埚前,通过多功能主轴装置的电主轴控制多功能离心坩埚的转速在5000~50000rpm;通过对离心坩埚转数的控制将离心雾化出的金属液滴粒度控制在100微米以内;
25、步骤5:二次雾化
26、本发明通过在多功能离心坩埚设置环形风刀的方法,同时将主轴套筒中心孔与离心主轴之间冷却气体通道进入的惰性气体在完成对主轴系统的冷却后引入环形风刀吹出,在先进行离心雾化的基础上再进一步气雾化,通过控制环形风刀惰性气体入口温度和惰性气体入口压力,用带有压力的惰性气体对刚刚离开离心坩埚的细小的金属液滴均匀地吹散破碎成更加细小均匀的液滴,二次雾化后的超细小液滴在表面张力的作用下收凝成球状,超细小球状液滴在惰性气体氛围内同时在二次气雾化的惰性气体吹佛下冷却收凝成为固体球状粉末颗粒,达到制备超细小颗粒度金属粉末的目的;其中:惰性气体入口温度低于30c°,惰性气体入口压力为1~10mpa;
27、步骤6:粉料收集
28、该步骤利用不同颗粒度的金属粉末飞行轨迹的距离不同的机理,通过环形风刀和粉料分级收集装置对球状金属粉末进行收集,即在气体氛围下,在不同颗粒度的金属粉末飞向落入三级粉体收集空间的过程中,通过在所述粉料分级收集装置内设有水冷系统防止制成粉团聚和板结;由于雾化形成的大小不同的金属液滴在空中冷却收缩凝结成粒度不等的球状金属颗粒粉末,在气体氛围下由于气体阻力的作用,不同颗粒度的金属粉末飞行轨迹的距离不同,颗粒相对大的粉末飞行距离较远而落入远端的第三粉体收集空间中,较小颗粒度的金属粉末飞行距离较近,落入近端的第一粉末收集空间中,中等颗粒的金属粉末落入第二粉末收集空间,由此自然地实现了在制粉过程中直接将制粉颗粒分级的目的,一次性可得到粗、中、细三种粒度分布的超细金属粉末,经过粉末收集空间进一步冷却降温后,经过各自的出料口排出而无需再进行筛分。
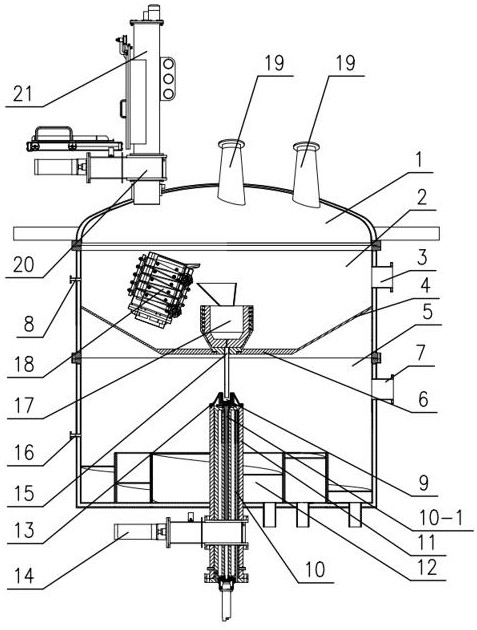
29、实施本发明所述一种离心雾化和气雾化组合二次雾化制粉方法的设备包括炉体总成,所述炉体总成包括上炉体、下炉体、熔炼炉、中间包,导流管、多功能离心坩埚、多功能离心主轴装置和粉料分级收集装置,所述多功能离心主轴装置包括主轴套筒,在主轴套筒中安装离心主轴,在离心主轴的上下两端分别安装有上轴承和下轴承,在所述上炉体和下炉体中安装有隔板,所述粉料分级收集装置设置在下炉体内的炉底上面并与下炉体焊接为一体,在所述粉料分级收集装置中心设有主轴套筒安装管,并在该主轴套筒安装管中插入式安装有多功能离心主轴装置,在所述离心主轴的上端安装多功能离心坩埚,所述多功能离心坩埚包括坩埚、坩埚保护罩和风刀外壳,所述坩埚保护罩的外壁与风刀外壳的内壁之间的间隙形成气体通道,在坩埚延长的上沿设有坩埚折边,在风刀外壳的上部设有风刀外壳折边,由坩埚折边与风刀外壳折边形成环形窄缝而构成出风口,坩埚保护罩的外壁与风刀外壳的内壁之间的间隙形成的气体通道和出风口构成环形风刀。
30、在所述主轴套筒的底部还设有主轴套筒磁环安装槽,在所述离心主轴的下端安装有t形磁悬浮转盘,在所述形磁悬浮转盘的上表面凹槽中安装有第二磁环,在所述主轴套筒的底部凹槽中安装有第一磁环,所述第一磁环和第二磁环磁极相对,形成相互排斥的磁力;在所述主轴套筒的下止口上安装有第三磁环法兰,在所述第三磁环法兰的凹槽内安装有与第二磁环磁极相对的第三磁环,第三磁环与第二磁环磁极相对,形成相互排斥的磁力;在t形磁悬浮转盘的下表面安装有第四磁环,在主轴套筒的底部下止口上连接有电主轴支架,在所述电主轴支架上安装有电主轴,在电主轴上安装有第五磁环法兰,在第五磁环法兰的凹槽中安装有第五磁环,第五磁环的磁极与第四磁环的磁极同向形成隔空的相吸的磁力,所述t形磁悬浮转盘与第五磁环法兰之间形成了隔空的磁力联轴器,在电主轴带动第五磁环法兰旋转时通过相吸的磁力带动t形磁悬浮转盘转动,并带动离心主轴高速旋转,进而带动离心主轴的上端安装的离心坩埚高速旋转;在所述第四磁环与第五磁环之间第三磁环法兰下面还安装有隔绝第四磁环与第五磁环所处的气体氛围的真空隔板,在真空隔板与第三磁环法兰之间安装有真空隔板上密封圈,在主轴套筒底部的下止口与真空隔板之间安装有主轴套筒下密封圈。
31、所述第一磁环与第二磁环之间的间隙为0.1~5mm ,第二磁环与第三磁环之间的间隙为0.1~3mm,第四磁环与真空隔板之间的间隙为0.1~5mm,第五磁环与真空隔板之间的间隙为0.1~0.2mm。
32、所述主轴套筒由套筒外壳和套筒内壳组成,在所述套筒外壳和套筒内壳之间形成了封闭的冷却水腔,在主轴套筒外壳上设有与冷却水腔相通的进水通道、第一进水口和排水口,形成了一个循环的水冷系统实现对主轴套筒的冷却;在所述主轴套筒的底部设有惰性气体进气口,在所述主轴套筒的中心孔与离心主轴之间形成冷却气体通道,由惰性气体进气口进入的冷却后的惰性气体,通过t形磁悬浮转盘与真空隔板和第一磁环的间隙再经过下轴承后进入冷却气体通道,再经过上轴承完成对主轴系统的气冷却后再进入坩埚保护罩的外壁与风刀外壳的内壁之间的间隙形成的气体通道,最终从出风口构成的环形风刀吹出对离心雾化出来的金属液滴进行二次气雾化。
33、在所述坩埚的坩埚底部中心设有坩埚凹槽,并在该坩埚凹槽下面对应安装有坩埚隔热体,在坩埚与坩埚隔热体之间安装有盘型上隔热垫和环形上隔热垫,在坩埚隔热体的下面安装有盘型下隔热垫,在坩埚的外壁安装有给坩埚加热的坩埚发热体,在坩埚的外部安装有杯形的坩埚保护罩,由坩埚延长的上沿形成杯形的坩埚保护罩的封闭上盖,在坩埚保护罩的内壁与坩埚的外壁之间形成环形加热腔体并在其中填充有热传导介质,所述坩埚保护罩、坩埚、坩埚隔热体、盘型上隔热垫、环形上隔热垫、和盘型下隔热垫固定连接为同一个转动体,坩埚保护罩与离心主轴上法兰之间安装有环形下隔热垫;
34、所述出风口的环形窄缝间隙为0.1~2mm,所述气体通道的间隙为5~10mm;
35、所述粉料分级收集装置包括由外筒体和内筒体组成的中空筒体,所述中空筒体上端开口、底端用上底板和下底板与中空筒体焊接后封闭,在中空筒体的顶端设有筒体法兰,在中空筒体的筒底上底板和下底板中心加工有通孔并在其中焊接有用于安装多功能离心主轴装置的主轴套筒安装管,在中空筒体的内筒体与外筒体之间以及筒底上底板和下底板之间形成通连的冷却水通道,在中空筒体的外筒体下端设有总进水口,在中空筒体的外壁上端设有出水口,在筒底上底板上间隔焊接安装有环形的第一隔板和环形的第二隔,所述第一隔板和第二隔板均为底部开口的中空隔板,在主轴套筒安装管与第一隔板之间形成第一粉体收集空间,在第一隔板与第二隔板之间形成第二粉体收集空间,在第二隔板与中空筒体的内筒体之间形成第三粉体收集空间,在所述第一粉体收集空间中设有第一螺旋板,在所述第二粉体收集空间中设有第二螺旋板,在所述第三粉体收集空间中设有第三螺旋板,所述第一螺旋板、第二螺旋板和第三螺旋板的起点分别设有第一挡板、第二挡板和第三挡板,在所述第一螺旋板、第二螺旋板和第三螺旋板的下面与内筒体体底部的上底板和下底板之间形成3个水腔,并在所述筒底上底板上分别设有与冷却水通道相通的3个第二进水口。
36、所述隔板为锥形隔板,该锥形的隔板将上炉体和下炉体隔开,形成上下两个独立气压腔室,在所述隔板内安装有中间包支撑板,在中间包支撑板上面安装有中间包,所述导流管直接通过中间包支撑板后与多功能离心坩埚连通。
37、在所述主轴套筒安装管的下段安装有用于快速更换多功能离心轴装置的第一闸板阀。
38、与现有技术相比,本发明的有益效果是:
39、本发明采用了离心雾化和气雾化双重制粉机理,相对单一的气雾化制粉方法制粉可以降低制成粉氧含量高的问题;采用离心和撞击组合的二次雾化制粉方法及其专门设计的设备,突破了现有技术的瓶颈,为量化生产球形度好、颗粒均匀度高、氧含量低的超细球状金属粉末提供了技术支持。
40、具体讲:
41、(1)本发明通过在炉体内设置锥形的隔板将熔炼的上炉体腔室与制粉的下炉体腔室隔开,形成了上下两个独立气压腔室,可以使上下两个独立气压腔室形成不同的气体压力,再通过控制上炉体腔室和下炉体腔室的两腔不同的压力,实现了控制中间包内的金属液体通过导流管向离心坩埚注入的流速的可控性,可以实现无介质介入中间包控制金属液体进入离心坩埚的流速,进而控制各种不同金属的制粉速度,由于取消了液流控制杆,也防止了因其它介质进入中间包内金属液体可能带来的金属液体污染和堵塞的现象,减少了控制部件并实现了微量化细致控制液体流速,也因熔炼的上炉体腔室与制粉的下炉体腔室完全隔开,防止了上炉体腔室产生的熔炼灰尘对下炉体腔室制成粉的污染,同时也防止了下炉体腔室雾化的金属粉末飘落到上炉体腔室影响观察孔观察效果,以及金属粉回到熔炼炉和中间包二次熔炼所带来的能源消耗和堆积到上炉体腔室的各个角落造成的浪费;此外,本发明所述锥形的隔板解决了在不增加炉体尺寸空间的状况下,使二次气雾化后的金属粉末有足够的飞行空间,有效降低了设备的形体尺寸和制造成成本;
42、(2)本发明采用磁悬浮主轴系统通过主轴上配置有径向和轴向的磁力轴承,使得高速旋转的主轴在磁力作用下处于在空中全悬浮的状态,通过使用全磁悬浮方法及结构,减少了主轴高速旋转的阻力和获得更好的动平衡,并且采用磁力联轴器传递电主轴旋转动力,使用真空隔板将制粉炉内的旋转部件和制粉炉外提供旋转动力的电主轴完全隔开,使得高速旋转主轴完全在真空腔内工作而无需用旋转密封来隔绝真空腔和大气的联系,进一步降低了主轴阻力和杜绝旋转密封带来的泄露问题;
43、(3)本发明通过在主轴系统设置水冷系统和风冷系统的方法及结构,以及通过在多功能离心坩埚设置环形风刀的方法及结构,并且在离心坩埚与主轴的连接上采用了多层隔热垫,减少了高温的坩埚向主轴的热传导,同时将主轴套筒中心孔与离心主轴之间冷却气体通道进入的惰性气体在完成对主轴系统的冷却后引入环形风刀吹出,即使用同一惰性气体先对高速旋转的主轴、主轴轴承以及坩埚保护罩进行冷却后,再通过环形风刀对离心雾化出来的细小金属液滴进行二次气雾化,使用风冷系统相对于制粉的下炉体腔体的正压,实现防止制粉金属粉末落入主轴的轴承系统内,对主轴系统在正常温度下稳定工作起到了很重要的保护作用,实现了同一惰性气体的综合利用,水冷系统和风冷系统的综合使用,保护了主轴系统不受过热干扰造成的毁灭性伤害,可以用来制备高熔点金属的制粉,保障了设备的可靠运行;
44、(4)本发明对经过离心雾化后甩出来的均匀的细小金属液滴进行二次气雾化,离心雾化后的细小液滴再经过环形风刀吹出的高压惰性气体作用下再破碎,实现了进一步细化金属液滴的目的,经二次雾化后的超细液滴在金属液体表面张力的作用下收凝成球状并在惰性气体氛围内冷却获得超细金属粉末;
45、(5)本发明采用粉料分级收集装置对球状金属粉末进行收集,二次雾化后的金属液滴经环形风刀二次雾化气流作用和下炉体内惰性气体氛围条件下将必要的热能置换出来加速颗粒的凝结成固体金属颗粒,由于不同颗粒度的粉末颗粒的飞行距离不同,结合炉体内下端多级的粉料分级收集装置,一次可以获得三种不同粒度的球形粉末,而无需再进行筛分,实现了更佳的分级收集效果,分级可靠性高,所得粉末粒度均匀,提高了产能,增加了细粉收得率;而在粉料分级收集装置内设置的水冷系统,可以快速地将制成粉冷却,防止制成粉团聚和板结,为粉末收集创造条件;
46、(6)本发明整个高速回转的主轴系统安装在一个可以在炉体上实现快速更换的主轴套筒安装管中,通过与移动小车连接并使用第一闸板阀在炉体不破空的情况下可以快速更换多功能主轴装置,亦可同时实现快速更换多功能的离心坩埚的目的,提高了设备维护和更换关键部件的效率、运行可靠度以及降低制粉的综合成本。
47、(7)本发明所述设备及其方法适用多种不同金属及其合金制粉,所有母材均可制备成所需要规格的金属粉末,制成效率高,提高了原料利用率,解决了各种不同金属制备超细粉末的难点问题,尤其是解决高熔点金属制备超细粉末的难点问题以及现有制粉技术原材料利用率低的问题,为量化生产球形度好、颗粒均匀度高的超细金属粉末提供了技术支持。
- 还没有人留言评论。精彩留言会获得点赞!