一种低成本高成形性能抗拉强度550MPa级酸洗高强钢及其制造方法和应用与流程
本发明属于汽车用高强钢,尤其涉及一种低成本高成形性能抗拉强度550mpa级酸洗高强钢及其制造方法和应用。
背景技术:
1、汽车用钢铁材料在市场客户处使用,成形性能欠佳是最常见的技术问题之一,影响到汽车用钢铁材料在市场客户处的冲压成形质量,直接影响市场客户对钢铁材料供应商的满意度。如何以低成本制造出满足市场客户需求的高品质汽车用钢铁材料,是提高汽车用钢铁材料市场竞争力的重要方向。
2、2015年5月20日公开的公开号为cn 104630623 a的专利公开了一种“具有高扩孔性能的热轧酸洗带钢及其生产方法”,钢板化学成分重量百分比为:c0.05~0.10%,si≤0.05%,mn 0.8~1.2%,p≤0.02%,s≤0.006%,nb 0.015~0.05%,余量是fe及不可避免的杂质。热轧钢板厚度规格为1.60~6.00mm,轧制速度随厚度规格变化,控制在5~12m/s,粗轧温度为980~1080℃,精轧温度为820~900℃,轧制工序后采用分段冷却方式,先将热轧钢板快速冷却至600~680℃,然后进行5~10s的空气冷却,再水冷至400~500℃。微观金相组织为铁素体+贝氏体,贝氏体组织所占体积比为10~20%,抗拉强度≥540mpa,扩孔性能λ≥100%,且带钢表面质量优良。该发明专利产品含nb元素,合金成本较高;热轧工序采用分段冷却方式,在空气中冷却的时间无法精确控制,使得卷取温度无法精确控制,从而无法精确控制贝氏体组织体积含量。
3、2014年2月26日公开的公开号为cn 103602890 a公开了“一种抗拉强度540mpa级高扩孔钢板及其制造方法”,钢板化学成分重量百分比为:c0.02~0.10%,si 0.1~1.2%,mn 1.50~2.20%,p≤0.02%,s≤0.003%,al 0.02~0.06%,nb 0.005~0.05%,ca<0.0050%,余量是fe及不可避免的杂质。在炉加热温度1180~1250℃,终轧温度860~920℃,卷取温度450~550℃。微观金相组织为均匀的铁素体单相组织,钢板强度与扩孔率乘积≥48000mpa%。该发明专利产品含nb元素,合金成本较高;该发明专利产品si元素含量较高,带钢表面容易产生红锈。
4、2018年2月6日公开的公开号为中国专利cn 107663609 a公开了“一种低成本高扩孔用540mpa级热轧酸洗板的生产方法”,钢板化学成分重量百分比为:c 0.030~0.060%,si 0.50~0.60%,mn 1.70~1.90%,p≤0.02%,s≤0.015%,alt 0.02~0.07%,n≤0.0060%,余量为fe余量是fe及不可避免的杂质。粗轧温度1170~1290℃,精轧温度860~880℃,采用15~25℃/s的冷却速率进行冷却,卷取温度400~420℃。微观金相组织为铁素体+贝氏体,屈服强度452~471mpa,抗拉强度567~597mpa,延伸率25.0~34.5%,扩孔率91.0~146.4%。该发明专利产品mn元素含量较高,易形成带状组织,降低组织均匀性。
技术实现思路
1、本发明的目的在于提供一种低成本高成形性能抗拉强度550mpa级酸洗高强钢及其制造方法,采用si、p复合强化铁素体(以b元素消除p元素在晶界处的偏析,使p元素强化铁素体的有益作用得以充分发挥),降低铁素体软质相与贝氏体硬质相的硬度差,且采用低温卷取工艺,细化晶粒,综合提高酸洗成品卷的翻边扩孔成型性能。热轧工序层流冷却采用连续冷却方式,工艺简单且稳定可控,易于制造。不添加mo、nb、v等贵重合金元素,合金成本低。
2、本发明提供的一种低成本高成形性能抗拉强度550mpa级酸洗高强钢的应用,用于汽车零部件制造。
3、本发明具体技术方案如下:
4、一种低成本高成形性能抗拉强度550mpa级酸洗高强钢,包括以下重量百分比化学成分:
5、c 0.025~0.060%,si 0.150~0.550%,p 0.015~0.045%,mn 1.250~1.600%,als 0.015~0.050%,ti 0.025~0.065%,b 0.0008~0.0021%,ca 0.0009~0.0050%,s≤0.0050%,n≤0.0050%,o≤0.0050%,余量为fe及不可避免的杂质。
6、所述低成本高成形性能抗拉强度550mpa级酸洗高强钢,包括以下重量百分比化学成分:
7、c 0.035~0.055%,si 0.250~0.500%,p 0.015~0.035%,mn 1.280~1.500%,als 0.021~0.035%,ti 0.035~0.055%,b 0.0010~0.0019%,ca 0.0010~0.0035%,s≤0.0035%,n≤0.0035%,o≤0.0025%,余量为fe及不可避免的杂质。
8、所述低成本高成形性能抗拉强度550mpa级酸洗高强钢的化学成分满足:0.35≤si+10×p≤0.90,且,0.25≤10×b/p≤1.15。
9、优选的,0.35≤si+10×p≤0.80,0.35≤10×b/p≤0.90。
10、以上公式计算时,各元素表示的为其含量×100。
11、所述低成本高成形性能抗拉强度550mpa级酸洗高强钢的厚度为1.50~5.50mm,宽度为880~1800mm。
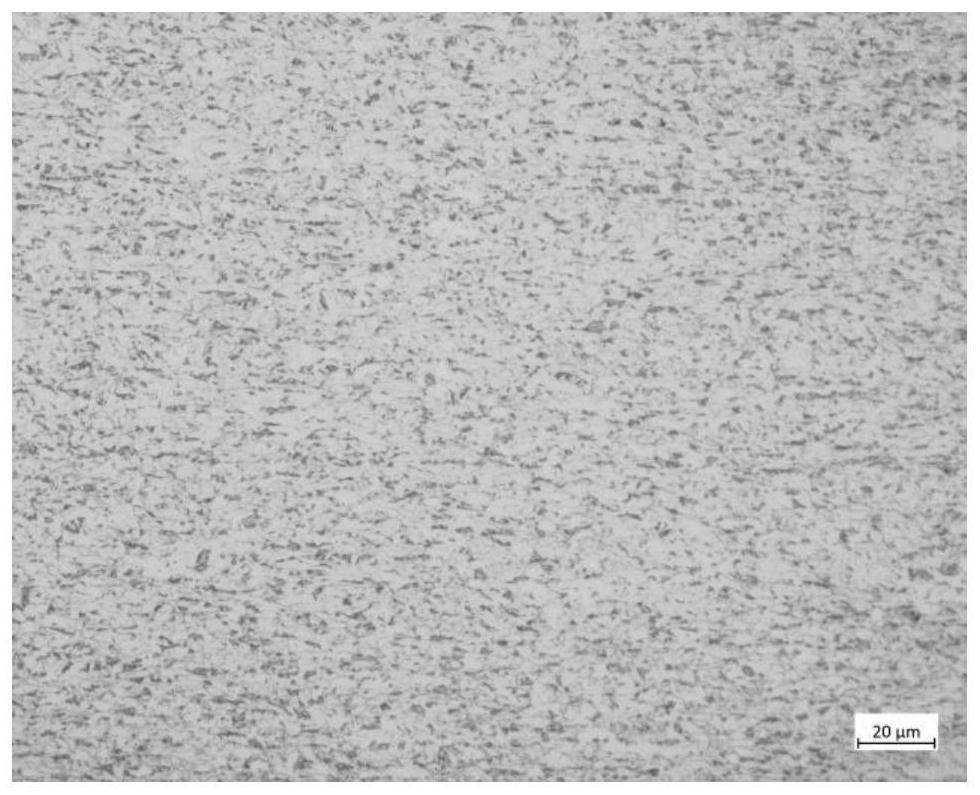
12、进一步的,所述低成本高成形性能抗拉强度550mpa级酸洗高强钢的金相组织含体积百分比为75.0~86.5%的铁素体及体积百分比为13.5~25.0%的粒状贝氏体,铁素体晶粒度为11.5~13.5。
13、进一步的,所述低成本高成形性能抗拉强度550mpa级酸洗高强钢的屈服强度≥450mpa,抗拉强度≥550mpa,延伸率(a50)≥23.0%,扩孔率(her)≥90.0%。
14、本发明的一种低成本高成形性能抗拉强度550mpa级酸洗高强钢的制造方法,包括以下工艺流程:铁水预处理→转炉冶炼→合金微调站→lf炉精炼→连铸→热轧(→精整)→酸洗→涂油及精包装。
15、具体制造方法为:
16、经过铁水预处理、转炉冶炼、合金微调站、lf炉精炼,lf炉精炼流程完成后进行钙处理,塞棒吹氩促进夹杂物上浮,投用动态轻压下及电磁搅拌辊,钢水过热度控制在10~25℃,减轻连铸坯偏析及疏松缺陷,常规冶炼后连铸成坯,连铸坯拉速控制在0.90~1.80m/min,连铸坯厚度210~250mm,连铸坯中心偏析质量稳定控制在c1.0以上;
17、所述热轧,包括加热、轧制及卷取;
18、所述加热,连铸坯出炉温度1210~1265℃,在炉时间2.1~5.0h;
19、所述轧制,粗轧开轧温度1150~1180℃,中间坯厚度25~50mm,精轧开轧温度990~1090℃,终轧温度830~900℃;
20、轧制之后进行层流冷却,采用冷却水或其它冷却介质,将带钢温度以连续冷却方式冷却至350~480℃温度范围进行卷取;
21、卷取后获得热轧卷,若热轧卷板形不良,需进行精整以矫正板形,精整延伸率为1.0~3.1%,若热轧卷板形良好,不需要进行精整;
22、所述酸洗,酸液温度80~95℃,平整延伸率0.5~1.5%,带钢运行速度80~190m/min;
23、所述涂油及精包装,将带钢在100~180℃温度范围内进行烘干,然后进行静电涂油,涂油量为0.50~1.50g/m2,精包装后获得酸洗成品卷。
24、本发明提供的一种低成本高成形性能抗拉强度550mpa级酸洗高强钢的应用,用于汽车零部件制造。
25、本发明产品合金体系设计思路如下:
26、c:c元素是钢获得足够强度的最有效且最基本的廉价固溶强化元素,但c元素含量过高,会降低钢的翻边扩孔成型性能,因此,本发明将c元素含量控制在0.025~0.060%。
27、si:si元素净化、强化铁素体,既能提高钢的强度,又能提高钢的翻边扩孔成型性能,且价格低廉,但si元素含量过高,热卷表面易出现红锈,因此,本发明将si元素含量控制在0.150~0.550%。
28、p:p元素固溶于铁素体,起到强化铁素体的作用,降低铁素体软质相与贝氏体硬质相的硬度差,提高钢的翻边扩孔成型性能,尤其与b元素协同作用,p元素的有益作用更为明显,但是,若p元素含量过高,反而会降低钢的塑韧性,因此,综合考虑,本发明将p元素含量控制在0.015~0.045%。
29、mn:mn元素是显著提高钢强度的廉价固溶强化元素,但mn元素含量过高,易形成带状组织(降低组织均匀性),降低钢的翻边扩孔成型性能,因此,本发明将mn元素含量控制在1.250~1.600%。
30、als:al元素能有效脱氧,且与n元素发生化学反应生成aln(减少n元素与ti元素反应,增加有效ti含量),aln有效阻止晶粒粗化,起到一定程度细化晶粒的作用;但al元素含量过高,会降低冶炼可浇性,因此,本发明将al元素含量控制在0.015~0.050%。
31、ti:ti元素为强碳氮化物形成元素,起到析出强化、细晶强化的作用,综合提高钢的强度及塑韧性;细化、强化铁素体,降低铁素体软质相与贝氏体硬质相的硬度差,提高钢的翻边扩孔成型性能;但ti元素含量过高,钢的力学性能稳定性不容易保证,因此,本发明将ti元素含量控制在0.025~0.065%。
32、b:b元素能消除p元素在晶界的偏析,使得p元素固溶于铁素体的有益作用得以充分发挥,提高钢的翻边扩孔成型性能,但b元素含量过高,会明显增加钢的强度(低温卷取温度范围),因此,综合考虑,本发明将b元素含量控制在0.0008~0.0021%。
33、ca:ca元素起到脱氧脱硫的作用,使得si元素固溶于铁素体的有益作用得以充分发挥;细化、塑化、均匀化非金属夹杂物,提高钢的翻边扩孔成型性能;但ca元素含量过高,反而会降低钢液的纯净度,因此,本发明将ca元素含量控制在0.0009~0.0050%。
34、s:s元素是钢中的有害杂质元素,显著降低钢的塑韧性、延展性,降低钢的翻边扩孔成型性能,因此,本发明将s元素含量严格控制在0.0050%以下。
35、n:n元素能提高钢的强度及焊接性能,但n元素不利于夹杂物的控制,且降低有效ti含量,影响ti微合金化钢的力学性能稳定性,因此,本发明将n元素含量严格控制在0.0050%以下。
36、o:o元素是钢中有害的杂质元素,易形成非金属夹杂物,降低钢的翻边扩孔成型性能,因此,本发明将o元素含量严格控制在0.0050%以下。
37、本发明产品合金体系设计满足计算公式:0.35≤si+10×p≤0.90,0.25≤10×b/p≤1.15,其作用是:以si、p复合强化铁素体(以b消除p的晶界偏析,使得p的有益作用得以发挥),降低软质相与硬质相的硬度差。若(si+10×p)值过低,强化铁素体效果不明显,若(si+10×p)值过高,既不能保证酸洗成品卷表面质量,又使得p的有害作用大于有益作用。若(10×b/p)值过低,无法消除p的晶界偏析,p的有害作用将大于有益作用,若(10×b/p)值过高,钢的强度会明显降低。
38、相较于现有技术,采用si、p复合强化铁素体(以b元素消除p元素的晶界偏析,使得p元素强化铁素体的有益作用得以充分发挥),降低铁素体软质相与贝氏体硬质相的硬度差,辅以低温卷取工艺,细化晶粒,综合提高酸洗成品卷的翻边扩孔成型性能;热轧工序层流冷却采用连续冷却方式,工艺简单且稳定可控,易于制造;不使用mo、nb、v等贵重合金元素,合金成本低,产品市场竞争力强。
- 还没有人留言评论。精彩留言会获得点赞!