切削加工装置的制作方法
本发明涉及切削长形部件的端部的表面的切削加工装置。
背景技术:
1、至今为止,例如,安装在门的端部,当关闭门时,密封门的前端部和门的开口边缘部之间的橡胶制挡风雨条被众所周知。当制造这样的挡风雨条时,很多时候是通过在先挤压成型半成品(以下,还称为″长形部件″)后,从该长形部件部分地去除唇部等,再将长形部件切断成恰当的长度(一定尺寸),来作为产品完成的。
2、不过,在作为挡风雨条的一种的玻璃滑槽中,有时会部分地进行植绒或涂漆,此时,为了使绒头材料、涂料等较容易地固定在玻璃滑槽的表面,通常要使玻璃滑槽的表面部分较粗糙(进行所谓的″抛光″)。
3、例如,在专利文献1中公开了一种抛光装置,所述抛光装置通过将作为玻璃滑槽的半成品的长形工件一边用进给辊、成型辊在其长度方向搬运,一边将钢丝抛光轮、尼龙抛光轮按压在工件上,来进行抛光。
4、专利文献1:日本特开平2-48165号公报
技术实现思路
1、-发明所要解决的问题-
2、不过,作为挡风雨条的一种,例如,安装在厢型车等的滑动门的前端部,当关闭滑动门时,密封滑动门的前端部和门开口边缘部之间,且内置有传感器的保护器被众所周知,该传感器检测夹在滑动门的前端部和门开口边缘部之间的异物的存在。
3、该带传感器的保护器由于一体挤压成型安装在滑动门的前端部的、埋设有金属芯的剖面大致为u字形的安装基部、埋设有传感器用的导线的传感器部、以及覆盖滑动门板的一部分的唇部之后,再在其表面涂覆涂料,因此通常剖面形状成为复杂的形状,且在其表面形成有涂料膜层。
4、并且,在该保护器中,很多时候为了被覆从其端部露出的传感器用的导线、连接到导线的电阻器等,将是半成品的长形部件的端部设置(插入)在模具,射出成型在被覆长形部件的端部的同时,也被覆导线、电阻器等的密封层。因此,在该长形部件中,为了提高长形部件和密封层的粘结力,需要切削长形部件的端部表面的涂料膜层。
5、针对该点,在所述专利文献1中对于成为抛光的对象的工件的形状没有进行任何记载,不过,对于如带传感器的保护器那样的,具有复杂的剖面形状且不必跨越长度方向的整个长度进行抛光,仅要求对端部进行抛光的工件,可以说仅按压钢丝抛光轮、尼龙抛光轮的专利文献1那样的是不合适的。
6、于是,例如,能够考虑到通过使在与长形部件的长度方向相同的方向延伸且在外周面具有刃的大致圆柱状的切削工具一边围绕该切削工具的延伸方向旋转,一边按压在长形部件的端部的表面,来切削表面的涂料膜层。
7、原本当像这样进行抛光时,例如,通过使剖面大致为u字形的安装基部套在鞍状的固定部来固定长形部件,但由于长形部件的安装基部之外的部位较柔软,因此当使在外周面具有刃的切削工具一边旋转,一边将其强烈地按压在该柔软的部位时,旋转的切削工具陷入长形部件,因此长形部件的表面有可能受到超过必要的破坏。
8、并且,虽然还能够考虑到通过传感器检测长形部件的表面,来根据检测数据,使切削工具沿着长形部件的外形移动,但是由于传感器的检测值被直线近似,因此可以想到会存在如下情况,即,切削工具无法恰好地接触到具有复杂剖面形状(曲线部)的长形部件的表面,从而导致切削量不足。
9、于是,例如,能够考虑到如下手法,即,使在橡胶中混入了硬质磨粒的橡胶磨石一边旋转,一边将其按压在长形部件的表面,但是在该手法中,存在有这样的问题,即,虽然能够较好地切削长形部件的表面,但橡胶磨石的磨损使得切削工具的直径发生变化,切削量发生变化。
10、鉴于上述内容,本发明的目的在于提供一种切削加工装置,其能够在不使切削工具陷入的情况下,不产生大的过多或过少地对长形部件中的端部的表面进行切削。
11、为了达到上述目的,在本发明所涉及的切削加工装置中,根据长形部件的外形的设计尺寸,使旋转的切削工具沿着长形部件的外形移动。
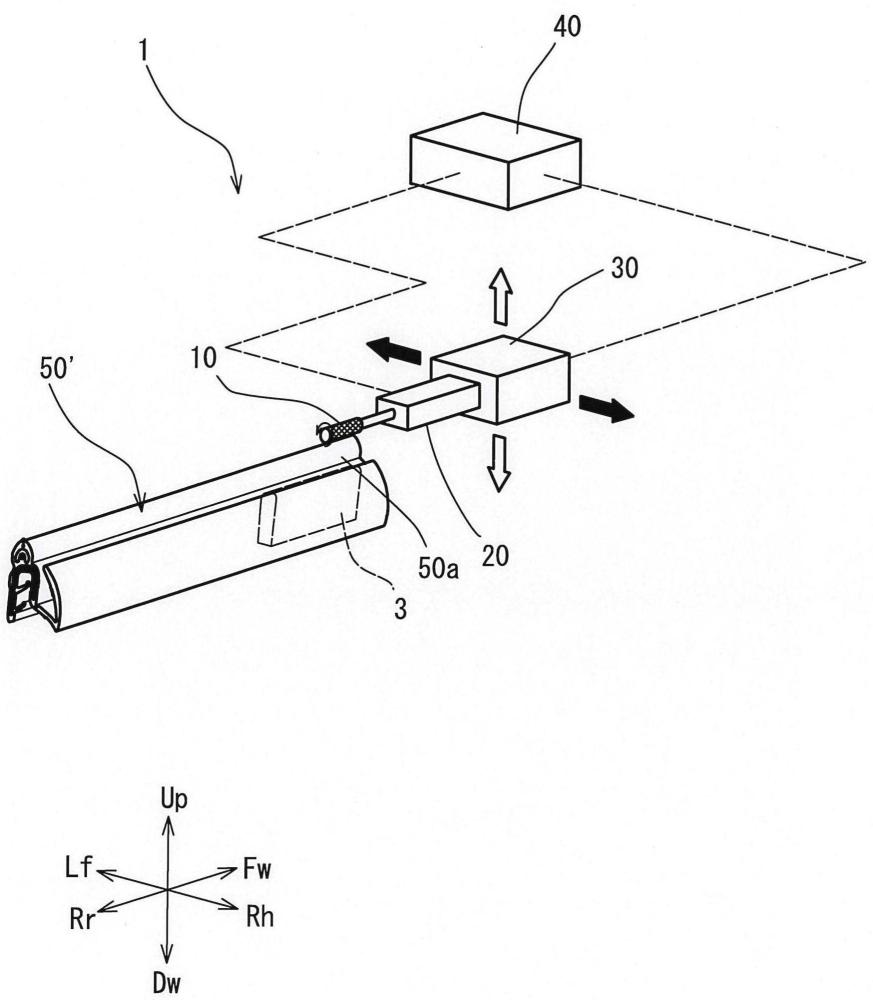
12、具体而言,本发明以切削具有剖面大致为u字形的部位的长形部件的端部的表面的切削加工(磨削)装置为其对象。
13、并且,该切削加工装置的特征在于,所述切削加工装置包括固定部、切削工具、旋转驱动部、位置改变部和控制部,所述固定部通过嵌入所述剖面大致为u字形的部位的内侧,来固定所述长形部件,所述切削工具在与用所述固定部所固定的所述长形部件的长度方向相同的方向延伸,在外周面具有刃,大致为圆柱状,所述旋转驱动部使所述切削工具围绕该切削工具的延伸方向旋转,所述位置改变部能够使安装有所述切削工具的所述旋转驱动部在与所述被固定的所述长形部件的长度方向正交的二维方向移动,所述控制部控制所述位置改变部,所述切削工具仅用比所述长形部件的橡胶硬的材料形成,所述控制部控制所述位置改变部,根据所述长形部件的外形的设计尺寸,以使旋转的所述切削工具沿着与所述长形部件的外形相比向内侧设定得稍小的假想外形移动。
14、根据该结构,由于切削工具仅由比长形部件的橡胶硬的材料形成,使得切削工具的直径不会因磨损而发生变化,因此能够将切削量维持在一定。
15、并且,即使因加工批量的不同而使长形部件的实际尺寸多少有些不同,控制部也能够根据不被加工批量的不同等左右的设计尺寸,使旋转的切削工具沿着与长形部件的外形相比向内侧设定得稍小的假想外形移动,不产生大的过多或过少地对长形部件的端部的表面进行切削。
16、并且,由于使切削工具沿着与长形部件的外形相比向内侧设定得稍小的假想外形移动,因此能够抑制在外周面具有刃的切削工具陷入长形部件。
17、如上所述,根据本发明,能够在不使切削工具陷入的情况下,不产生大的过多或过少地对长形部件的端部的表面进行切削。
18、并且,在所述切削加工装置中,所述控制部也可以构成为根据反映了所述长形部件的外形的设计尺寸的cad数据,设定使所述切削工具移动的轨迹。
19、根据该结构,根据基于反映了设计尺寸的cad数据,能够较容易地设定使切削工具沿着与长形部件的外形相比向内侧设定得稍小的假想外形移动的轨迹。
20、并且,在所述切削加工装置中,所述控制部也可以构成为以多个路径进行切削所述长形部件的表面的动作,且对于每个路径,根据将所述长形部件的外形与上一次路径相比向内侧设定得减小规定值的外形数据,来设定使所述切削工具移动的轨迹。
21、根据该结构,由于对于每个路径,使切削工具移动的轨迹与上一次的路径相比向内侧减小规定值,以多个路径进行切削长形部件的表面的动作,因此能够将长形部件的端部的表面确实地切削所期望的切削量(规定值×路径数)。
22、并且,在所述切削加工装置中,所述切削工具也可以用超硬质刃构成。
23、需要说明的是,″超硬质刃″是指用焊接等使非常硬的烧结合金附在刃前端的刃物,所述非常硬的烧结合金是将钴粉添加到以高熔点金属的碳化物为主要成分的碳化钨中烧硬的烧结合金。
24、根据该结构,由于即使多次进行切削加工,也不会产生磨损,因此能够将切削量进一步确实地维持为一定。
25、并且,在所述切削加工装置中,所述位置改变部也可以由包含铅直方向致动器和水平方向致动器而构成,所述铅直方向致动器使所述旋转驱动部在上下方向移动,所述水平方向致动器使所述铅直方向致动器在与所述长形部件的长度方向和上下方向正交的方向移动。
26、根据该结构,能够使用通用性高的致动器较容易地实现位置改变部,所述位置改变部能够使安装有切削工具的旋转驱动部在与被固定的长形部件的长度方向正交的二维方向移动,换句话说,所述位置改变部能够使安装有切削工具的旋转驱动部沿着长形尺寸的外形移动。
27、-发明的效果-
28、如上所述,根据本发明所涉及的切削加工装置,能够在不使切削工具陷入的情况下,不产生大的过多或过少地对长形部件的端部的表面进行切削。
- 还没有人留言评论。精彩留言会获得点赞!