一种转子加工工装夹具、加工设备及加工方法与流程
本发明涉及机械加工,具体而言,涉及一种转子加工工装夹具、加工设备及加工方法。
背景技术:
1、转子是气压舵机控制活门中电磁铁组件的重要组件之一,是控制活门的核心组件,是导弹控制指令的执行机构,通过转自的两个半圆弧及产生的磁场实现偏转,通过响应于任务计算机发出的供电指令驱动舵机伸缩,操纵导弹舵面偏转,从而实现导弹飞行姿态的控制。
2、气压舵机控制活门中的转子由磁铁与转轴压合而成,在组合之前磁铁外形留有一定加工余量。如说明书附图4所示,转子的磁铁为两端扁平中间凸起且为圆柱形的异形工件,而在实际使用过程中,对于磁铁表面加工精度要求较高。
3、此前对于转子的加工需要对转子转轴一端进行装夹,另一端设置中心孔并顶紧,对磁铁部分进行找正后再利用加工中心对工件进行铣削加工,待一面加工完毕后翻转转子并重复上述操作,从而完成对转子的加工。在加工过程中,由于加工基准为转子的轴线,且对加工后的产品提出了较高的加工精度要求,而仅通过对转轴进行定位,加工难度大,且磁铁受到切削力作用下存在一定让刀现象,导致产品合格率降低。
技术实现思路
1、为解决气压舵机电磁门转子结构复杂、位置度要求高导致的加工精度难以实现,加工难度大的问题,本发明提供了一种转子加工工装夹具,包括:固定底板、轴向定位装置以及支撑装置,轴向定位装置以及支撑装置设置于固定底板上,轴向定位装置包括固定组件以及移动组件,固定组件与移动组件相对间隔设置,并形成用于装夹转子的安装位,安装位包括水平设置的定位轴线,支撑装置设置于固定组件与移动组件之间的间隔空间内。固定组件与移动组件用于装夹转子,并使得转子的转轴的中心轴线与定位轴线相重合。支撑装置用于支撑转子朝下的平面并定位至水平。固定组件包括固定顶针,固定顶针具有锥形的固定定位端并沿转子的轴向方向延伸。移动组件包括移动顶针,移动顶针具有锥形的移动定位端,移动定位端与固定定位端相对设置。支撑装置包括支撑板以及第一竖直调节组件,支撑板具有水平设置的支撑面,第一竖直调节组件用于调节支撑板沿竖直方向移动,并使支撑面贴合于转子朝下的平面。
2、在一些实施例中,支撑装置还包括弹性件,弹性件处于压缩状态,弹性件一端抵接于支撑板的下侧面,并用于推动支撑板沿竖直方向移动,并使支撑面与转子朝下的平面相贴合。
3、在一些实施例中,支撑装置还包括第一锁定组件以及支撑座,第一竖直调节组件包括支撑杆,支撑座上设置有沿竖直方向延伸的并与支撑杆相匹配的第一固定孔,支撑杆能够沿第一固定孔沿竖直方向滑动。支撑板底部连接有支撑杆,第一锁定组件包括第一螺纹部以及第一把手,支撑座上还设置有与第一螺纹部相匹配的第一螺纹孔,第一螺纹孔一端设置于支撑座的外侧面,另一端设置于第一固定孔的内侧壁上,第一把手能够带动第一螺纹部旋转,并使得第一螺纹部的一端能够穿过第一螺纹孔抵接于支撑杆的外周面上。第一锁定组件用于将支撑板锁定于与转子朝下的平面相贴合的状态。
4、在一些实施例中,支撑板还设置有避位槽,避位槽用于容纳转子朝下的凸起部。
5、在一些实施例中,移动顶针具有抵接于转子的轴端的定位状态以及远离转子的轴端的解锁状态,移动顶针包括滑动部,移动组件还包括沿转子的轴向方向延伸的滑道和第二锁定组件,滑道设置于移动端固定座上,滑道与滑动部的截面形状相匹配,滑动部能够沿滑道的延伸方向移动。以使其能够在定位状态与解锁状态之间切换。第二锁定组件用于将移动顶针锁定于定位状态。
6、在一些实施例中,转子加工工装夹具包括固定支架,固定支架设置于移动端固定座上,固定支架包括第二固定孔,滑动部穿过第二固定孔沿水平方向滑动。第二锁定组件包括第二螺纹部以及第二把手,固定支架上还设置有与第二螺纹部相匹配的第二螺纹孔,第二螺纹孔一端设置于固定支架的外侧面,另一端设置于第二固定孔的内侧壁上,第二把手能够带动第二螺纹部旋转,并使得第二螺纹部的一端能够穿过第二螺纹孔抵接于滑动部的外周面上。
7、在一些实施例中,移动组件还包括调节装置,调节装置用于调节移动顶针的在竖直平面内的位置。调节装置还包括第二竖直调节组件和水平调节组件,第二竖直调节组件用于调节移动顶针在竖直方向上运动,水平调节组件用于调节移动顶针在水平方向上运动。
8、另一方面,本发明提供了一种转子加工设备,包括:工作台、磨削装置以及上述任意一种的转子加工工装夹具。转子加工工装夹具固定设置于工作台上,磨削装置用于对转子的待加工面进行磨削加工,磨削装置包括磨削砂轮,磨削砂轮的磨削面的截面形状与转子的待磨削面相匹配。
9、另一方面,本发明提供了一种转子加工方法,包括:应用于上述任一种的转子加工工装夹具,转子加工方法包括:步骤s1,对固定设置于加工设备的工作台上的转子加工工装夹具的轴向定位装置进行校正,以使得轴向定位装置形成水平设置的定位轴线。步骤s2,通过轴向定位装置将转子装夹定位,以使得转子的转轴的中心轴线与定位轴线相重合。步骤s3,通过调节设置在转子加工工装夹具上的支撑装置与转子的磁铁的第一平面相贴合并锁定,以支撑磁铁并使第一平面水平定位。步骤s4,加工设备对磁铁的第二平面和第二弧面进行加工。步骤s5,解锁支撑装置,调节支撑装置向下移动并绕定位轴线翻转转子。步骤s6,通过调节设置在转子加工工装夹具上的支撑装置与磁铁的第二平面相贴合并锁定,以支撑磁铁并使第二平面水平定位。步骤s7,加工设备对磁铁的第一平面和第一弧面进行加工。
10、在一些实施例中,步骤s1还包括步骤s11:加工设备对轴向定位装置进行位置检测,以测定定位轴线的位置。
11、在一些实施例中,步骤s4还包括步骤s41:加工设备根据步骤s11测定的定位轴线的位置以确定第一加工数据,加工设备根据第一加工数据对磁铁的第二平面和第二弧面进行加工。步骤s7还包括步骤s71:加工设备根据步骤s11测定的定位轴线的位置以确定第二加工数据,加工设备根据第二加工数据对磁铁的第一平面和第一弧面进行加工。
12、为解决气压舵机电磁门转子结构复杂、位置度要求高导致的加工精度难以实现,加工难度大的问题,本发明有以下优点:上述技术方案中的转子加工工装夹具有通过轴向定位装置对转子转轴进行定位,使转轴的中心轴线与定位轴线重合,从而实现了对转子中心轴线的精准定位。再通过支撑装置对转子进行支撑并固定,从而在加工过程中对转子磁铁提供刚性支撑,防止磁铁由于强度较低在加工过程中产生形变,避免让刀现象的发生。通过轴向定位装置对转子进行定位,再通过支撑装置对磁铁提供向上的支撑力,并且通过固定底板将轴向固定装置与支撑装置连接为一个整体,再通过固定底板将工装夹具固定在机床上,从而实现对转子的精准固定和夹紧,使转子定位更准确,同时还可避免加工过程中转子发生偏移或变形,提高加工精度。
13、附图说明
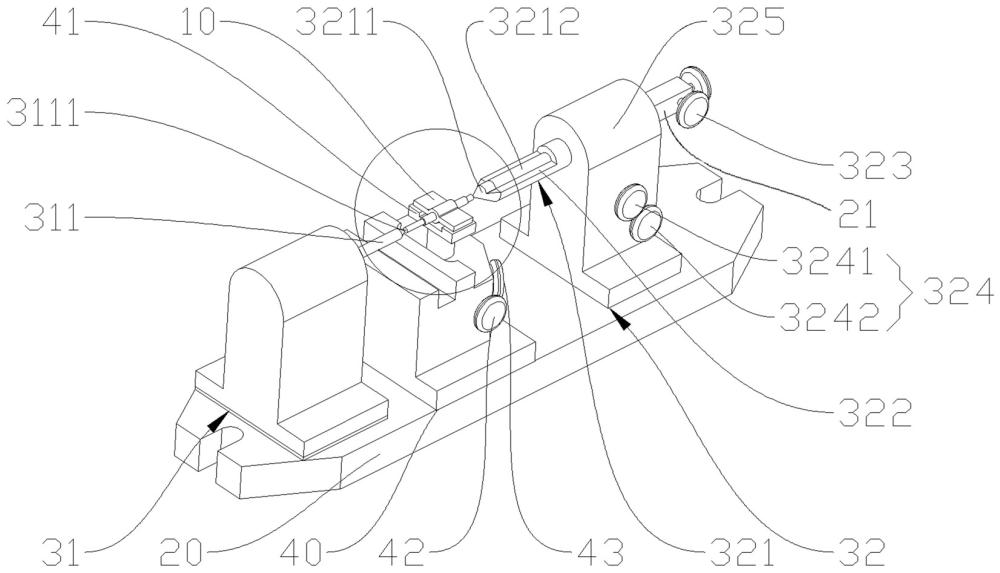
14、图1示出了本技术提供的一种转子加工工装夹具的立体图;
15、图2示出了本技术提供的一种转子加工工装夹具的俯视图;
16、图3示出了本技术提供的一种转子加工工装夹具的侧视图;
17、图4示出了本技术提供的一种转子加工工装夹具所加工的转子示意图;
18、图5示出了本技术提供的一种转子加工工装夹具的局部图;
19、图6示出了本技术提供的一种转子加工工装夹具在第一视角下的局部剖视图;
20、图7示出了本技术提供的一种转子加工工装夹具在第二视角下的局部剖视图;
21、图8示出了本技术提供的一种转子加工方法的流程图。
- 还没有人留言评论。精彩留言会获得点赞!