一种双头螺柱成形装置及其使用方法与流程
本发明涉及双头螺柱成形,具体为一种双头螺柱成形装置及其使用方法。
背景技术:
1、双头螺柱是指两端均有螺纹的圆柱形紧固件。广泛应用于电力、化工、炼油、阀门、铁路、桥梁、钢构、汽摩配件、机械、锅炉钢结构、吊塔、大跨度钢结构和大型建筑等,双头螺柱在进行制备成形后,需要人工手动对双头螺柱的直径、长度、螺纹、尺寸、表面粗糙度和硬度进行检测。
2、现有的双头螺柱成形装置存在的缺陷是:
3、1、专利文件jp2003090316a公开了l型双头螺栓制造方法,l形双头螺栓和工作结构,但是上述文件中,获取l型双头螺栓,需要人工手持工具对双头螺栓直径、长度等进行手动检测,容易消耗大量的劳动力同时检测时容易存在误差;
4、2、专利文件jp2017003115a公开了双头螺栓,以及它们的制造方法,但是上述文件中制作双头螺栓时,无法根据需求,调节获取双头螺栓的长度和螺纹长度的技术问题;
5、3、专利文件us08414238b2公开了螺栓,双头螺栓连接结构和使用其的升压装置,但是上述文件中通过焊接等方式制造双头螺栓,生产环节较多,存在资源浪费且生产效率较低的技术问题;
6、4、专利文件cn104668324a公开了一种双头螺柱毛坯成形方法,但是上述文件中双头螺柱成形后,无法配合检测设备,自动调节双头螺柱的角度,在进行检测时,容易出现检测存在有误差的技术问题。
技术实现思路
1、本发明的目的在于提供一种双头螺柱成形装置及其使用方法,以解决上述背景技术中提出的技术问题。
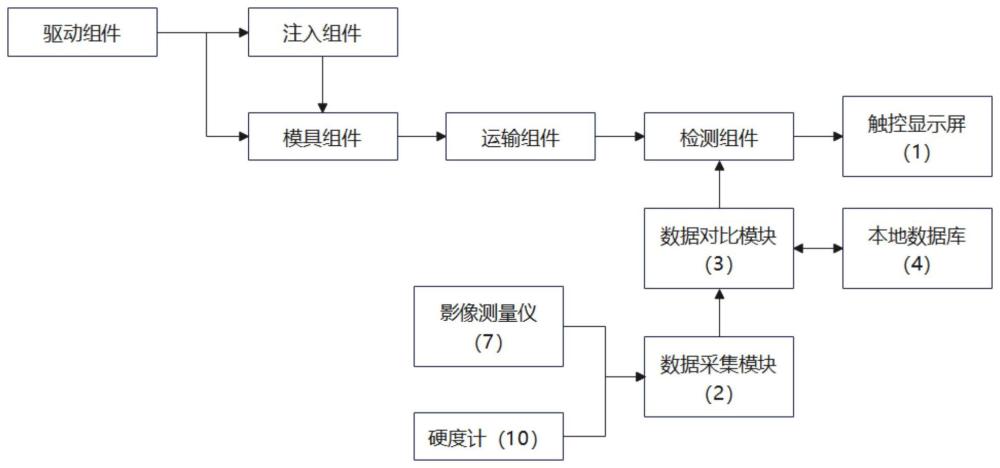
2、为实现上述目的,本发明提供如下技术方案:一种双头螺柱成形装置,包括模具组件、驱动组件、注入组件、运输组件、检测组件和触控显示屏,所述驱动组件用于提供动力,驱动模具组件和注入组件按照预设的程序进行开合和原料注入,所述模具组件用于生产双头螺柱,所述注入组件用于将原料注入模具组件内,所述运输组件用于将模具组件内制备好的双头螺柱运输到检测组件,所述检测组件用于检测模具组件生产的双头螺柱的质量,并将检测的数据输送到触控显示屏进行显示;
3、所述检测组件包括数据采集模块,所述数据采集模块用于采集双头螺柱直径、长度、螺纹、尺寸、表面粗糙度和硬度,并将采集的数据发送到数据对比模块,所述数据对比模块用于将采集的数据与本地数据库内记录的各个型号的双头螺柱数据进行对比,判断获取的双头螺柱的质量;
4、所述检测组件包括调节板,所述调节板顶部的中部固定连接有液压伸缩缸,所述液压伸缩缸输出端的外壁安装有防护装置,所述调节板底部的前端安装有影像测量仪,所述调节板底部的尾端开设有滑槽,所述滑槽内壁安装有移动块,所述移动块的底部安装有硬度计,所述硬度计的一侧螺纹贯穿安装有第一螺纹杆,所述第一螺纹杆的一端安装有第四伺服电机,所述影像测量仪用于对双头螺柱的外形尺寸、螺纹形状等进行非接触式测量,并起到视频监控的功能,硬度计用于测量双头螺柱的硬度值。
5、优选的,所述模具组件包括下模块,且下模块的底部通过螺栓安装于防护装置内底壁的前端,下模块顶部的四角均安装有支撑杆,支撑杆的外壁均活动连接有上模块,且上模块的底部活动连接于下模块的顶部,下模块顶部的中部和上模块底部的中部均开设有成形槽,下模块的成形槽内底壁嵌合安装有脱模伸缩缸。
6、优选的,所述下模块的两侧均开设有限位孔,限位孔的内壁螺纹连接有调节杆,调节杆的一端安装有调节块,且调节块的外壁螺纹连接于成形槽的内壁,调节杆的另一端安装有旋钮,调节杆的外壁设置有刻度线。
7、优选的,所述驱动组件包括第一电动伸缩缸,且第一电动伸缩缸的一端安装于防护装置顶部的前端,第一电动伸缩缸的输出端贯穿防护装置顶部的前端安装有固定板,且固定板顶部的中部安装有注入组件,固定板底部的两侧安装有连接杆,连接杆外壁的底部通过螺栓安装有连接套,且连接套的底部安装于上模块顶部的两侧。
8、优选的,所述注入模块包括金属注射器,且金属注射器的底部安装于固定板顶部的中部,金属注射器的底部安装有注射管,注射管输出端的外壁活动连接有浇口,且浇口开设于上模块顶部的中部。
9、优选的,所述运输组件包括运输槽,运输槽的内壁安装有滑块,滑块的一端螺纹贯穿安装有第二螺纹杆,第二螺纹杆的一端安装有第二减速器,且第二减速器的一端安装于防护装置一端底部的中部,第二减速器的输入端安装有第二伺服电机,滑块的顶部安装有第二电动伸缩缸,第二电动伸缩缸的顶部安装有第五伺服电机,第五伺服电机的输出端制动器,制动器的输出端安装有支撑板,支撑板顶部的前端安装有气泵,气泵的输出端贯穿支撑板的顶部安装有真空吸盘。
10、优选的,所述支撑板底部的中部安装有第一弧形槽,第一弧形槽的内壁开设有一组第一凹槽,第一凹槽的内壁安装有第一引导轮,第一弧形槽的一侧安装有第三减速器,且第三减速器的输出端安装于第一引导轮的一侧,第三减速器的输入端安装有第三伺服电机。
11、优选的,所述防护装置内底壁的尾端安装有一组支撑块,支撑块的顶部均安装有第二弧形槽,第二弧形槽顶部开设有第二凹槽,第二凹槽的内壁均安装有第二引导轮,防护装置内底壁尾端的两侧开设有一组通槽,防护装置外壁尾端的两侧均安装有存放槽,且存放槽的一侧开设于通槽的另一端。
12、优选的,该双头螺柱成形装置的工作步骤如下:
13、步骤s1、通过转动旋钮带动调节杆旋转,调节杆转动带动调节块旋转,进而能够调节调节块在成形槽内移动,通过限位孔、调节杆和刻度线的设置,能够更具需求,精确调节调节块在成形槽内的位置,进而有利于通过模具组件生产出长短不同的多种双头螺柱,进而提高双头螺柱成形装置的使用便利性和实用性;
14、步骤s2、通过支撑杆、连接杆和连接套的设置,有利于精确控制上模块的移动稳定性,进而提高金属注入的稳定性,通过模具组件的设置,有利于简化双头螺柱的生产流程,减少生产环节,使得双头螺柱的制造过程更加高效和便捷,进而提高生产效率;
15、步骤s3、通过第二伺服电机带动第二螺纹杆旋转,进而带动滑块在运输槽内移动,滑块移动带动支撑板移动,通过气泵、真空吸盘和脱模伸缩缸的设置,有利于提高双头螺柱的脱模效率;
16、步骤s4、通过运输组件将双头螺柱安放在第二弧形槽的顶部,调节支撑板带动第一弧形槽移动到双头螺柱外壁的顶部,通过第三伺服电机和第三减速器的设置,第三伺服电机旋转能够带动第一引导轮旋转,进而能够调节双头螺柱转动;
17、步骤s5、通过影像测量仪和硬度计能够迅速对双头螺柱的直径、长度、螺纹、尺寸、表面粗糙度和硬度进行检测,并将检测获取的数据发送到数据采集模块,通过数据对比模块和本地数据库的设置,对双头螺柱的质量数据进行对比判断,进而能够降低人工成本和人工检测时的误差,提高获取达标双头螺柱的效率和准确性;
18、步骤s6、在步骤s5检测好后,通过真空吸盘再次吸附双头螺柱,关闭制动器,第五伺服电机带动支撑板旋转,根据预设数据,分别将达标的双头螺柱和未达标的双头螺柱,分别放入不同的存放槽内。
19、优选的,在所述s5中还包括如下步骤:
20、s51、通过模具组件、驱动组件、注入组件、运输组件、检测组件和触控显示屏的设置,能够减少人工手动操作的环节,降低劳动力。
21、与现有技术相比,本发明的有益效果是:
22、1.本发明通过模具组件、驱动组件、注入组件、运输组件、检测组件和触控显示屏的设置,能够减少人工手动操作的环节,通过影像测量仪和硬度计能够迅速对双头螺柱的直径、长度、螺纹、尺寸、表面粗糙度和硬度进行检测,并将检测获取的数据发送到数据采集模块,通过数据对比模块和本地数据库的设置,对双头螺柱的质量数据进行对比判断,进而能够降低人工成本和人工检测时的误差,提高获取达标双头螺柱的效率和准确性;
23、2.本发明通过转动旋钮带动调节杆旋转,调节杆转动带动调节块旋转,进而能够调节调节块在成形槽内移动,通过限位孔、调节杆和刻度线的设置,能够更具需求,精确调节调节块在成形槽内的位置,进而有利于通过模具组件生产出长短不同的多种双头螺柱,进而提高双头螺柱成形装置的使用便利性和实用性;
24、3.本发明通过支撑杆、连接杆和连接套的设置,有利于精确控制上模块的移动稳定性,进而提高金属注入的稳定性,通过模具组件的设置,有利于简化双头螺柱的生产流程,减少生产环节,使得双头螺柱的制造过程更加高效和便捷,进而提高生产效率;
25、4.本发明通过运输组件将双头螺柱安放在第二弧形槽的顶部,调节支撑板带动第一弧形槽移动到双头螺柱外壁的顶部,通过第三伺服电机和第三减速器的设置,第三伺服电机旋转能够带动第一引导轮旋转,进而能够调节双头螺柱转动,进而提高影像测量仪和硬度计检测时的便利性和准确性。
- 还没有人留言评论。精彩留言会获得点赞!