一种激光搅拌熔覆工艺及装置的制作方法
本技术涉及激光熔覆,尤其是涉及一种激光搅拌熔覆工艺及装置。
背景技术:
1、激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电器特性等的工艺方法。
2、目前,激光熔覆所使用的光斑大多为定光斑,光斑形状为圆形光斑或矩形光斑,且光斑一般固定不动。使用定光斑进行激光熔覆,若熔覆高硬度合金粉末时,则涂层易出现裂纹;若光斑较小或能量较集中时,则涂层易出现裂纹,甚至出现开裂的情况;同时,熔覆过程中,涂层内易出现气孔。
技术实现思路
1、为了改善激光熔覆时涂层易出现裂纹和气孔的情况,本技术提供一种激光搅拌熔覆工艺及装置。
2、第一方面,本技术提供的一种激光搅拌熔覆工艺采用如下的技术方案:
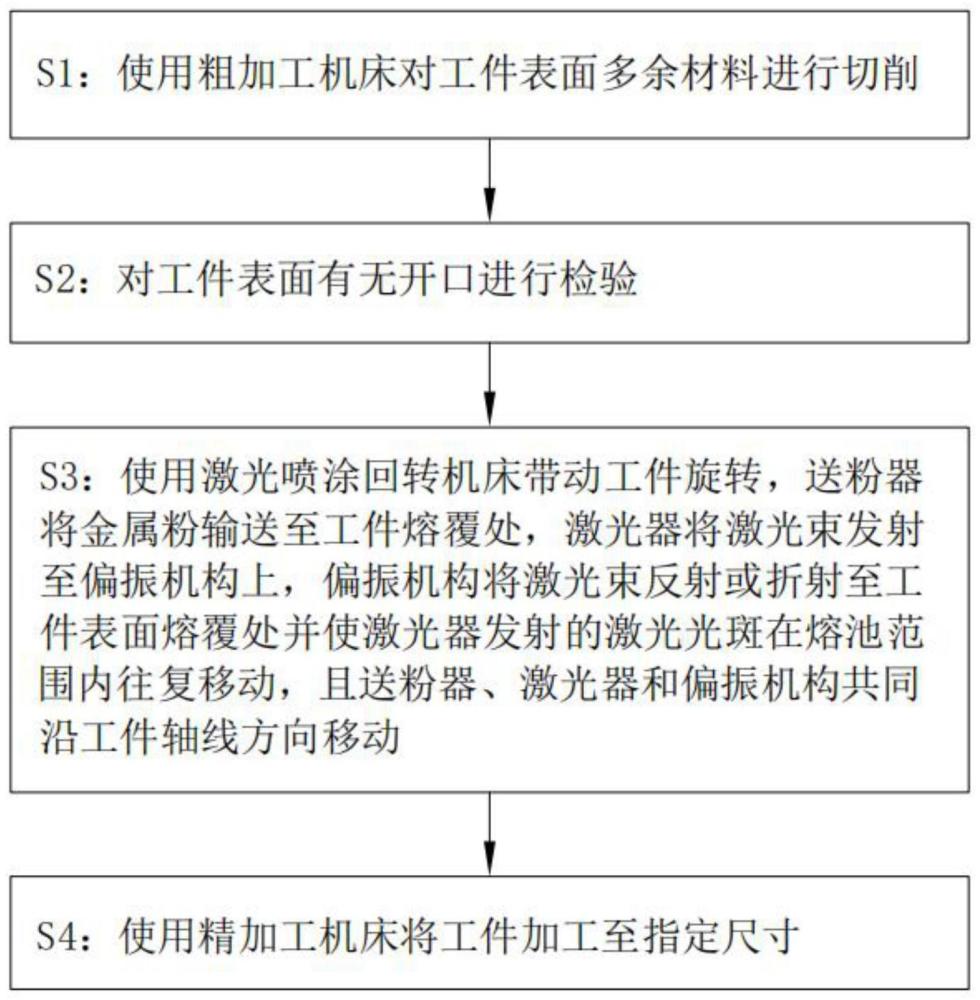
3、一种激光搅拌熔覆工艺,包括以下步骤:s1:使用粗加工机床对工件表面多余材料进行切削;s2:对工件表面有无开口进行检验;s3:使用激光喷涂回转机床带动工件旋转,送粉器将金属粉输送至工件熔覆处,激光器将激光束发射至偏转机构上,偏转机构将激光束反射或折射至工件表面熔覆处并使激光器发射的激光光斑在熔池范围内往复移动,且激光器和偏转机构共同沿工件轴线方向移动;s4:使用精加工机床将工件加工至指定尺寸。
4、通过采用上述技术方案,激光器发射的激光光斑在熔池范围内往复移动,使得光斑能量分布更加均匀,进而可以实现降低激光器输出光斑的要求,使得涂层不易出现裂纹或开裂的情况;同时,激光光斑的往复移动会对熔池进行搅拌,从而减少了涂层出现气孔的情况并降低了涂层出现裂纹的情况。
5、优选的,在步骤s3中,偏转机构由x向偏振组件和y向偏振组件组成,激光器先将激光束发射至x向偏振组件上,x向偏振组件将激光束反射至y向偏振组件上,y向偏振组件再将激光束反射至工件表面熔覆处,且x向偏振组件使激光光斑在熔池范围内沿垂直熔覆方向往复移动,y向偏振组件使激光光斑在熔池范围内沿熔覆方向往复移动。
6、通过采用上述技术方案,x向偏振组件始终运作并使激光光斑在熔池范围内沿垂直熔覆方向往复移动,从而使得激光光斑能够对熔池进行搅拌,当y向偏振组件运作时,激光光斑能够同时沿熔覆方向往复移动,提高了激光光斑的搅拌范围,从而进一步提高搅拌效果,使得涂层内不易出现气孔。
7、优选的,在步骤s3中,偏转机构由第一楔形镜片、第二楔形镜片和驱动部件组成,第一楔形镜片和第二楔形镜片同轴设置,激光器先将激光束发射至第一楔形镜片上,第一楔形镜片将激光束折射至第二楔形镜片上,第二楔形镜片再将激光束折射至工件表面熔覆处,驱动部件驱动第一楔形镜片和第二楔形镜片沿自身轴线方向旋转,并使激光光斑在熔池范围内往复移动。
8、通过采用上述技术方案,旋转第一楔形镜片和第二楔形镜片,激光束经过第一楔形镜片和第二楔形镜片的折射后发生偏转,从而使得激光光斑在熔池范围内往复移动。
9、优选的,在步骤s3中,激光光斑沿熔覆方向的扫描路径为波浪形曲线、螺旋线曲线或双圆曲线。
10、通过采用上述技术方案,x向偏振组件单独运作或x向偏振组件与y向偏振组件共同运作使得激光光斑沿熔覆方向可进行多种路径的扫描,从而便于对不同材料的金属粉末进行熔覆。
11、优选的,在双圆曲线扫描路径中,激光光斑首先扫描出圆形路径,激光光斑再扫描出类圆形路径,类圆形路径的直径小于圆形路径的直径并位于圆形路径内,激光光斑最后沿熔覆方向重复扫描出多个圆形路径类圆形路径并形成双圆曲线扫描路径。
12、通过采用上述技术方案,先扫描出直径较大的圆形路径,再扫描出直径较小的类圆形路径,从而使得激光熔覆后形成的涂层更加平整。
13、优选的,在双圆曲线扫描路径中,激光光斑每扫描10°圆形路径,激光器调节一次激光束的功率。
14、通过采用上述技术方案,激光束在扫描过程中,不断对激光束的功率进行调节,从而能够使得激光熔覆效果更佳。
15、优选的,在步骤s3中,激光光斑沿熔覆方向的扫描速度为50-500mm/min,激光光斑的扫描幅度为0.1-15mm,激光光斑的扫描频率为10-500hz。
16、通过采用上述技术方案,激光光斑以指定的扫描速度、幅度和频率进行移动,从而能够使激光光斑的搅拌效果更佳。
17、优选的,在步骤s3中,送粉器的出粉口离工件表面的距离为1-25mm,激光束焦点位于工件表面,金属粉汇聚点与激光束焦点的距离为0.5-15mm,送粉器的送粉量为10-100g/min,涂层厚度为10-800μm;送粉器输送的金属粉为铁基合金粉末、钴基合金粉末、镍基合金粉末和金属基复合粉末中的多种。
18、通过采用上述技术方案,金属粉汇聚点位于熔池上方,使得金属粉能够预先被激光束加热,从而使激光熔覆的效果更佳;多种金属粉末组成的金属粉,使得金属粉能够根据不同需求,熔覆形成不同材料的涂层。
19、第二方面,本技术提供的一种激光搅拌熔覆装置采用如下的技术方案:
20、一种激光搅拌熔覆装置,采用上述一种激光搅拌熔覆工艺,包括粗加工机床、激光喷涂回转机床、精加工机床和送粉器,工件放置在所述激光喷涂回转机床上,所述激光喷涂回转机床驱动工件沿自身轴线方向转动,所述激光喷涂回转机床上设置有移动机构,所述移动机构的移动端沿工件轴线方向移动,所述移动机构的移动端设置有喷嘴、激光器和偏转机构,所述喷嘴与送粉器连接并将金属粉喷射至工件熔覆处,所述激光器朝偏转机构发射激光束,激光束经过偏转机构反射至工件表面熔覆处,且激光光斑在熔池范围内往复移动。
21、通过采用上述技术方案,移动机构带动喷嘴、激光器和偏转机构共同移动,送粉器通过喷嘴将金属粉输送至工件待熔覆处,激光器发射的激光束通过偏转机构反射到工件表面并对工件进行激光熔覆,偏转机构使得激光光斑在熔池范围内可以往复移动,从而使得激光束能够对熔池进行搅拌,减少了涂层出现气孔的情况,同时,激光器发射的激光光斑在熔池范围内往复移动,使得光斑能量分布更加均匀,进而可以实现降低激光器输出光斑的要求,使得涂层不易出现裂纹或开裂的情况,最后使用精加工机床将工件加工至符合尺寸和技术的要求。
22、优选的,所述偏转机构包括x向偏振组件和y向偏振组件,所述x向偏振组件包括x向振镜电机和x向振镜片,所述x向振镜片设置在x向振镜电机的驱动端,所述x向振镜电机驱动x向振镜片往复旋转摆动;所述y向偏振组件包括y向振镜电机和y向振镜片,所述y向振镜片设置在y向振镜电机的驱动端,所述y向振镜电机驱动y向振镜片往复旋转摆动;所述激光器发射的激光束依次经过x向振镜片和y向振镜片并反射至熔池处,所述x向振镜片和y向振镜片的旋转摆动方向相互垂直,用以使激光光斑在熔池范围内往复移动。
23、通过采用上述技术方案,激光器发射的激光束首先射在x向偏振镜片上,x向偏振镜片将激光束反射至y向振镜片上,y向振镜片再将激光束反射至工件表面,x向振镜电机和y向振镜电机分别驱动x向振镜片和y向振镜片以相互垂直的方向往复旋转摆动,从而能够使得激光光斑在熔池范围内进行搅拌。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.利用偏转机构使激光器发射的激光光斑在熔池范围内能够往复移动,使得光斑能量分布更加均匀,进而可以实现降低激光器输出光斑的要求,使得涂层不易出现裂纹或开裂的情况,同时,激光光斑的往复移动会对熔池进行搅拌,从而减少了涂层出现气孔的情况并降低了涂层出现裂纹的情况;
26、2.借助x向偏振组件和y向偏振组件分别对激光束的反射方向进行调节,使得激光光斑可进行多种路径的扫描,从而便于对不同材料的金属粉末进行熔覆;
27、3.通过扫描双圆曲线路径,先扫描出直径较大的圆形路径,再扫描出直径较小的类圆形路径,从而使得激光熔覆后形成的涂层更加平整。
- 还没有人留言评论。精彩留言会获得点赞!