本发明涉及钢铁冶金铸造,具体而言,涉及一种垂直铸机的制造方法及垂直铸机。
背景技术:
1、大型垂直铸机可用于加工大截面圆坯,随着垂直铸机尺寸的增大,其加工、制造难度也逐渐增大。垂直铸机一般包括钢包回转台、铸机结晶器及钢坯支撑导向系统,钢包回转台的两侧可对称放置两个钢包,利用钢包回转台带动钢包转动,使得其中一个钢包转动至铸机结晶器的上方,释放钢液,铸机结晶器将钢液结晶呈圆坯,钢坯支撑导向系统一般包括立柱及升降车,升降车的齿轮沿立柱上的齿条竖向移动以将圆坯移出铸机结晶器,完成铸坯过程。
2、由于垂直铸机尺寸规模的增大,钢坯支撑导向系统的立柱长度较大,长达二十多米,为了方便加工,现有将立柱一分为二,上立柱、下立柱分别加工齿条安装面后,再将二者装配在一起,上、下立柱的齿条安装面的接缝处极易出现凸台,在安装齿条后,齿条与升降车的齿轮的啮合度较差,导致钢坯支撑导向系统整体的稳定性较差。
技术实现思路
1、本发明旨在解决现有垂直铸机的钢坯支撑导向系统的稳定性较差的技术问题。
2、一方面,本发明提供一种垂直铸机的制造方法,垂直铸机包括钢坯支撑导向系统,所述钢坯支撑导向系统的制造过程包括以下步骤:
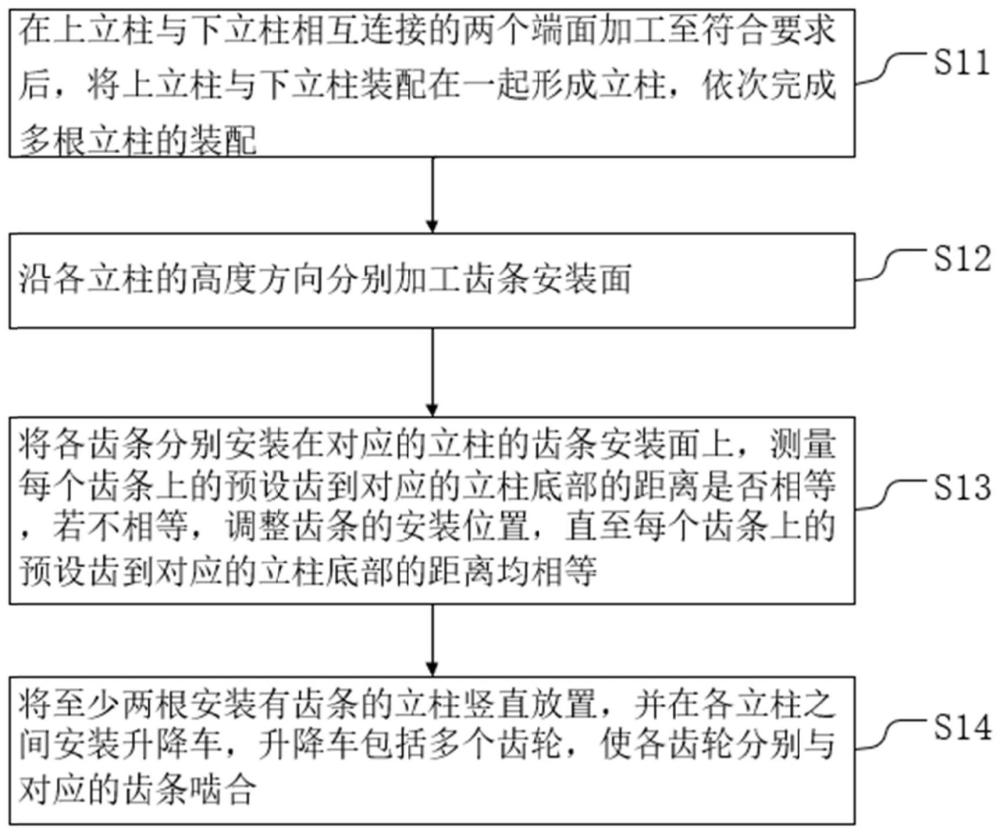
3、s11:在上立柱与下立柱相互连接的两个端面加工至符合要求后,将所述上立柱与所述下立柱装配在一起形成立柱,依次完成多根所述立柱的装配;
4、s12:沿各所述立柱的高度方向分别加工齿条安装面;
5、s13:将各齿条分别安装在对应的立柱的所述齿条安装面上,测量每个所述齿条上的预设齿到对应的所述立柱底部的距离是否相等,若不相等,调整所述齿条的安装位置,直至每个所述齿条上的预设齿到对应的所述立柱底部的距离均相等;
6、s14:将至少两根安装有所述齿条的所述立柱竖直放置,并在各所述立柱之间安装升降车,所述升降车包括多个齿轮,使各所述齿轮分别与对应的所述齿条啮合。
7、可选地,所述s12中,还包括:在所述立柱的与所述齿条安装面相垂直的侧壁上加工导向槽;所述s14中,在所述使各所述齿轮分别与对应的所述齿条啮合时,所述升降车的各导向轮分别置于对应的所述导向槽内。
8、可选地,所述立柱设置有四根,所述s14中,在所述并在各所述立柱之间安装升降车之前,将四根所述立柱两两相对设置,并在相邻两个所述立柱的顶部之间安装横梁,使各所述立柱与所述横梁围合形成框架结构。
9、可选地,所述s14中,所述将四根所述立柱两两相对装配在底座上,所述底座与所述立柱的装配过程包括:
10、在两个底板沿长度方向的两端分别加工键槽,所述键槽包括第一键槽和第二键槽,使所述第一键槽与所述底板的宽度方向的端面的平行度在第一预设范围内,使所述第二键槽与所述底板的长度方向的端面的平行度在第二预设范围内,并在各所述立柱的底部分别加工与所述键槽相匹配的连接键;
11、将两个所述底板相对设置,测量两个所述底板沿长度方向的平行度是否满足要求,若不满足要求,移动其中一个所述底板直至两个所述底板的平行度满足要求;
12、测量两个所述底板沿长度方向的同一端面是否处于同一直线,若不是,移动其中一个所述底板直至两个所述底板沿长度方向的同一端面处于同一直线;
13、将所述立柱的连接键与所述底板的键槽插接配合。
14、可选地,所述升降车还包括多个箱体及多个齿轮轴,所述箱体与所述立柱一一对应设置,所述箱体上设有齿轮轴安装孔,各所述齿轮轴转动设置于对应的所述齿轮轴安装孔内,所述齿轮轴上套设有所述齿轮,所述齿轮轴安装孔为所述箱体的两相对面上的同轴孔,所述齿轮轴安装孔的加工过程包括:以待加工的所述箱体的各表面的中心为基准,确定每一所述齿轮轴安装孔的两个同轴孔在所述箱体表面的位置,并分别从两侧同时加工对应的所述同轴孔。
15、可选地,在所述钢坯支撑导向系统制造完成后,进行冷试试验,所述冷试试验包括以下步骤:
16、去掉所述上立柱,在所述下立柱的顶部加工横梁连接孔,所述下立柱通过所述横梁连接孔与横梁连接;
17、在所述齿条上涂抹颜料,使处于空载状态的所述升降车沿所述下立柱升降,通过观察所述齿条上的所述颜料被蹭掉的情况,来判断所述齿条与所述齿轮的接触率是否满足要求,若不满足要求,使对应的所述齿轮转动预设角度,直至所述齿条与所述齿轮的接触率满足要求;
18、使所述升降车依次进行空载低速运动、空载高速运动、带载低速运动及带载高速运动。
19、可选地,所述垂直铸机还包括钢包回转台及铸机结晶器,所述铸机结晶器位于所述钢坯支撑导向系统的所述升降车的上方,所述钢包回转台用于向所述铸机结晶器投放钢水,所述钢包回转台的制造过程包括以下步骤:
20、s21:在旋转框架的上端面及塔座的下端面上分别加工对应的第一销孔,并使销轴穿过对应的所述第一销孔,以将塔座安装于旋转框架上;
21、s22:将左钢包臂及右钢包臂分别设置于所述旋转框架的左右两侧,并在所述左钢包臂及所述右钢包臂的下方垫支撑箱;
22、s23:使上连杆的中部与所述塔座转动连接,并使所述上连杆的两端分别与所述左钢包臂及所述右钢包臂转动连接;
23、s24:使下连杆的中部与所述旋转框架转动连接,并使所述下连杆的两端分别与所述左钢包臂及所述右钢包臂转动连接;
24、s25:在所述上连杆与所述下连杆的两侧之间分别连接支撑杆。
25、可选地,所述s25中,所述在所述上连杆与所述下连杆的两侧之间分别连接支撑杆后,将回转轴承安装到基础框架上,并将所述旋转框架装配到所述回转轴承上,其中,所述回转轴承具有淬火软带区,所述左钢包臂和所述右钢包臂用于沿垂直于所述淬火软带区的方向设置。
26、可选地,所述钢包回转台的所述旋转框架、所述塔座、所述左钢包臂、所述右钢包臂、所述上连杆、所述下连杆及所述支撑杆在装配完成后需要进行升降试验,所述升降试验过程包括:
27、将所述左钢包臂及所述右钢包臂下方的所述支撑箱的高度降低;
28、使天车吊住所述左钢包臂,并拆去所述上连杆与所述下连杆的左侧之间的所述支撑杆,使所述天车带动所述左钢包臂进行升降动作,之后将拆掉的所述支撑杆装回所述上连杆与所述下连杆的左侧之间;
29、使所述天车吊住所述右钢包臂,并拆去所述上连杆与所述下连杆的右侧之间的所述支撑杆,使所述天车带动所述右钢包臂进行升降动作,之后将拆掉的所述支撑杆装回所述上连杆与所述下连杆的右侧之间。
30、另一方面,本发明提出一种垂直铸机,采用上述的垂直铸机的制造方法制造而成。
31、本发明的垂直铸机的制造方法及垂直铸机,相较于现有技术至少具有以下优势:
32、钢坯支撑导向系统的上、下立柱的连接面在加工至符合要求后装配到一起,确保上、下立柱的装配精度,保证上、下立柱装配形成立柱后的线型精度,在上、下立柱装配形成立柱之后再统一加工齿条安装面,确保上、立柱的齿条安装面的接缝处是平整的,同时,以立柱底部为基准,竖向调整齿条位置,直至检测各齿条上的预设齿到立柱底部的距离均相等,确保各齿条安装在立柱的同一高度,在齿条安装在齿条安装面上后,升降车的各齿轮与齿条的啮合度更好,升降车的运行稳定性更有保障,或者说钢坯支撑导向系统的稳定性更有保障。