一种锌铝镁钢带镀层表面质量控制装置及方法与流程
本发明涉及一种锌铝镁钢带镀层表面质量控制装置及方法,属于冷轧锌铝镁生产设备及方法。
背景技术:
1、在生产锌铝镁产品过程中,气刀吹扫(气源为氮气)会对镀层产生较强的冷却作用,使锌铝镁镀液在凝固过程中首次与氧气接触产生微观氧化膜褶皱,导致宏观雪花纹缺陷产生,如图1所示。带钢经过气刀后,镀层受到冷却作用温度降低,同时镀层首次接触氧气,当带钢镀层表面温度高于临界温度420℃时,带钢镀层处于液态,mg、al元素分布均匀,此时在接触氧气时产生均匀保护性氧化薄膜,不会出现雪花纹缺陷;当出气刀后,带钢镀层表面温度低于临界温度420℃时,锌铝镁镀液镀层表面在首次接触氧气时,镀层已经开始结晶,其中锌铝镁镀液中首先结晶出纯zn相,造成剩余为结晶镀液中mg、al含量增多,氧化镁的形成会导致体积坍缩,氧化铝的形成会导致体积膨胀,这样镀层表面体积变化率不一致,会造成微观氧化膜褶皱形成雪花纹缺陷。
2、同时,在生产锌铝镁过程中,气刀使用空气进行吹扫时,一般入锅温度和锅温为430-435℃,镀液首次发生氧化时处于液态,在气刀冷却过程中形成氧化薄膜,可以消除雪花纹缺陷的产生,原理如图2和图3所示(气刀吹扫使用氮气时,首次氧化位置经过起到冷却作用,镀层表面温度低。气刀吹扫使用空气时,首次氧化位置没有经过气刀完全的冷却作用,边吹扫边冷却,镀层表面温度高)。但空气中的氧气(氧气含量约占21%)会与镀液中的zn、mg、al发生化学反应,生成较多的氧化物颗粒,尤其是mg、al元素由于空气中氧气含量大,反应强烈,较多的氧化物颗粒使涂镀过程中镀液流动性变差,产生锌流纹缺陷,如图4所示。因此实际生产中,为了消除锌流纹缺陷产生,一般采用氮气作为气刀吹扫介质。
3、目前,生产锌铝镁产品,可以采用提高带钢入锅温度和锌锅温度方法(一般入锅温度和锅温为430-435℃),保证带钢镀层表面出气刀后温度高于临界温度,可以雪花纹缺陷产生。但锌铝镁产品因为mg、al元素的存在,使用较高的入锅温度和锅温(460-490℃),造渣量较大,带钢表面会携带出较多锌渣,如图5所示,无法满足产品表面质量要求。
技术实现思路
1、本发明目的是提供一种锌铝镁钢带镀层表面质量控制装置及方法,通过使用氮气与空气混合配比的方式,在实际生产过程中,通过参数调整,使气刀吹扫所用使用的混合气体氧气含量在5%-10%之间,能同时有效地解决雪花纹及锌流纹缺陷,同时有效减少锌渣缺陷,实现带钢镀层表面质量最优控制,有效地解决了背景技术中存在的上述问题。
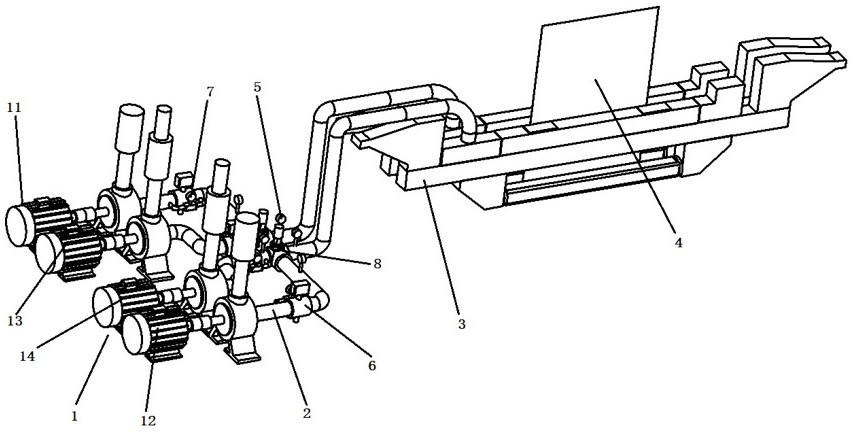
2、本发明的技术方案是:一种锌铝镁钢带镀层表面质量控制装置,包含鼓风机、气体介质输送管道、气刀、带钢、压力计、流量电磁控制阀、流量表和压力电磁控制阀,所述鼓风机连接在气体介质输送管道的左侧端部,压力计位置匹配在每条气体介质输送管道上,流量电磁控制阀安装在连接鼓风机的气体介质输送管道上,流量表与流量电磁控制阀的数量和位置相匹配;气刀位于气体介质输送管道右侧,与气体介质输送管道连通;压力电磁控制阀安装在气体介质输送管道与气刀之间,位于氮气管道和空气管道交汇位置。
3、所述鼓风机有四个,分别为1号鼓风机、2号鼓风机、3号鼓风机和4号鼓风机,1号鼓风机和2号鼓风机在外侧,3号鼓风机和4号鼓风机在里侧,四台鼓风机在水平方向处于同一直线上,平行排布;1号鼓风机与3号鼓风机的距离为20cm,2号鼓风机与4号鼓风机的距离为20cm,3号鼓风机与4号鼓风机的距离为50cm;1号鼓风机和2号鼓风机为空气鼓风机,3号鼓风机和4号鼓风机为氮气鼓风机。
4、所述压力计为应变式压力传感器,压力计有六个,分别为1号压力计、2号压力计、3号压力计、4号压力计、5号压力计和6号压力计,1号压力计和2号压力计为空气测量压力计,3号压力计和4号压力计为氮气测量压力计,5号压力计和6号压力计为混合气体测量压力计。
5、所述流量电磁控制阀有四个,分别为1号流量电磁控制阀、2号流量电磁控制阀、3号流量电磁控制阀和4号流量电磁控制阀,四个流量电磁控制阀在水平方向处于同一直线上,平行排布;1号流量电磁控制阀与3号流量电磁控制阀的距离40cm,2号流量电磁控制阀与4号流量电磁控制阀的距离40cm,3号流量电磁控制阀与4号流量电磁控制阀的距离10cm;1号流量电磁控制阀和2号流量电磁控制阀为空气流量电磁控制阀,3号流量电磁控制阀和4号流量电磁控制阀为氮气流量电磁控制阀。
6、所述流量表为涡街式流量表,四个流量表分别为1号流量表、2号流量表、3号流量表和4号流量表,1号流量表和2号流量表为空气测量流量表,3号流量表和4号流量表为氮气测量流量表;1号流量表和2号流量表位置与1号流量电磁控制阀和2号流量电磁控制阀位置相匹配,3号流量表和4号流量表位置与3号流量电磁控制阀和4号流量电磁控制阀位置相匹配。
7、所述压力电磁控制阀包括1号压力电磁控制阀和2号压力电磁控制阀,1号压力电磁控制阀和2号压力电磁控制阀均为混合气体压力电磁控制阀,在水平方向处于同一直线上,平行排布。
8、所述气体介质输送管道中通入的介质气体为空气和氮气。
9、所述带钢厚度范围0.4-2.5mm,镀层厚度范围60-300g/㎡。
10、一种锌铝镁钢带镀层表面质量控制方法,包含以下步骤:
11、步骤一、通过四台鼓风机控制气体介质压力,四台鼓风机在水平方向处于同一直线上,平行排布;
12、步骤二、使用六个压力计测量气体介质在流动过程中不同部位的压力,每个压力计位置匹配在每条气体介质输送管道上;
13、步骤三、通过四个流量电磁控制阀控制气体介质的流量配比,各个流量电磁控制阀安装在连接鼓风机的气体管道上,四个流量控制阀在水平方向处于同一直线上,平行排布;
14、步骤四、采用四个流量表对气体介质流量进行检测,流量表位置与流量电磁控制阀位置相匹配;
15、步骤五、设置两个压力电磁控制阀控制进入气刀前气体介质的压力,两个压力电磁控制阀均为混合气体压力电磁控制阀,位于氮气和空气管道交汇位置,两个压力电磁控制阀在水平方向处于同一直线上,平行排布;
16、步骤六、锌铝镁钢带镀层转换过程中,根据目标镀层设定气刀间距和压力参数,完成气刀距离调节的同时,通过负反馈控制方式,压力电磁控制阀对进入气刀前气体介质的压力进行微调直到对应压力计数值与设定目标值一致,通过鼓风机转速变换,使对应压力计数值与目标设定值一致,完成过程气刀压力调整;
17、步骤七、根据带钢厚度、速度和镀层厚度变化,调整流量电磁控制阀开度,控制通入空气和氮气的比例,实现氧含量控制。
18、所述步骤一中,四台鼓风机分别为1号鼓风机、2号鼓风机、3号鼓风机和4号鼓风机,1号和2号鼓风机为空气鼓风机,3号和4号鼓风机为氮气鼓风机,1号和2号鼓风机在外侧,3号和4号鼓风机在里侧。
19、所述步骤二中,六个压力计分别为1号压力计、2号压力计、3号压力计、4号压力计、5号压力计和6号压力计,1号压力计和2号压力计为空气测量压力计,3号压力计和4号压力计为氮气测量压力计,5号压力计和6号压力计为混合气体测量压力计。
20、所述步骤三中,四个流量电磁控制阀分别为1号流量电磁控制阀、2号流量电磁控制阀、3号流量电磁控制阀和4号流量电磁控制阀,1号流量电磁控制阀和2号流量电磁控制阀为空气流量电磁控制阀,3号流量电磁控制阀和4号流量电磁控制阀为氮气流量电磁控制阀。
21、所述步骤四中,四个流量表分别为1号流量表、2号流量表、3号流量表和4号流量表,1号和2号流量表为空气流量表,3号和4号流量表为氮气流量表,1号流量表和2号流量表位置与1号流量电磁控制阀和2号流量电磁控制阀位置相匹配,3号流量表和4号流量表位置与3号流量电磁控制阀和4号流量电磁控制阀位置相匹配
22、所述步骤七中,通过流量表的检测情况,使氧含量控制在5%-10%之间。
23、本发明的有益效果是:通过使用氮气与空气混合配比的方式,在实际生产过程中,通过参数调整,使气刀吹扫所用使用的混合气体氧气含量在5%-10%之间,能同时有效地解决雪花纹及锌流纹缺陷,同时有效减少锌渣缺陷,实现带钢镀层表面质量最优控制。
- 还没有人留言评论。精彩留言会获得点赞!