一种Cu-Mn-Co-P系合金及其制造方法与流程
本发明涉及作为各种联接器、集成电路引线框架、高速铁路用接触线、电动汽车及电动开关、散热器、继电器、开关等电器和电子部件中,对材料导电性和传热性要求高的铜合金材料及其制造方法。该铜合金材料具有优异的导电性和传热性的同时,具有良好的强度和弯曲加工性。
背景技术:
1、各种电器和电子部件的基础铜材料在使用中,为了抑制通电时产生的热量,要求材料具有良好的导电性和传热性(散热性),同时,为了保证电流流通,需要部件间有足够的接触压力,因此要求铜合金材料具有足够高的强度。并且,电子部件一般是通过弯曲而成形的,因此要求材料具有良好的弯曲加工性。
2、目前广泛使用的高导电和高强度的铜合金材料,根据用途的不同需要由不同成分系的铜合金对应。主要有两个特性区域;一是导电率在75-85%iacs,拉伸强度在580-500mpa,主要有cu-cr-(zr)系合金(比如c18140,c18150,c18400,c18080等);二是导电率在60-65%iacs左右,拉伸强度在650-600mpa,主要是cu-ni-p系合金(比如c19000以及日本神户制钢公司的klf170等)和cu-co-si系合金(日本日矿金属公司的nkc4419等)。而在上述两者的中间区域,即导电率70%iacs左右(65-75%iacs之间),目前国际市场上还没有商品化的铜合金。
3、近年来,随着电器和电子部件的高速传输(大电流)化和小型化,以及电动汽车的普及和高速铁路的增速,要求所使用的铜合金材料的强度和导电率越来越高。由于众所周知的强度与导电率互为相反的关系,对高强高导铜合金的定量评价,需要在特定导电率下比较拉伸强度;或在特定拉伸强度下比较导电率。目前有一种简便的比较判断方法,即将导电率(ec)和拉伸强度(ts)的乘积作为高强高导因子σ,即σ=ec×ts。一般拉伸强度的单位是mpa而导电率的单位是%iacs,目前为止国际市场上商品化铜合金(不包括一些不计弯曲加工性,耐热性等的特殊高质别)的σ一般不超过450。比如,导电率60和85%iacs时对应的拉伸强度不超过750和530mpa。
4、鉴于市场的实际需求和现有铜合金不能满足具有高强高导因子σ超过450、同时具有良好的弯曲加工性的现状,对此进行针对开发和完成了本发明。
技术实现思路
1、本发明的发明者基于不同于现有的cu-cr系,cu-ni-p系以及cu-co-si系,对cu-mn-p系合金、cu-co-p系合金以及这两种合金的混合成分cu-mn-co-p系合金的进行了详细的调查研究。发现cu-mn-p合金有和cu-ni-p相同的析出强化效果,而且它的析出物是针状结构,在时效及耐热处理时不易粗大(过时效和耐热性低下)的优点。但缺点是导电率在40-50%iacs,不及cu-ni-p系的60-65%iacs,因此cu-mn-p系合金到目前为止未得到实用化开发。
2、cu-co-p系合金具有和cu-cr(-zr)系相同的导电率(80-85%iacs),而且制造相对容易(溶解铸造时元素氧化性低和固溶温度低等),得到了一些商品化开发,比如日本dowa公司的dk-10合金,三菱伸铜公司的hrsc合金。但是由于cu-co-p系合金与cu-cr(-zr)系合金相比强度略低(拉伸强度低30mpa,或硬度低hv10左右),没有得到进一步的商品化开发。
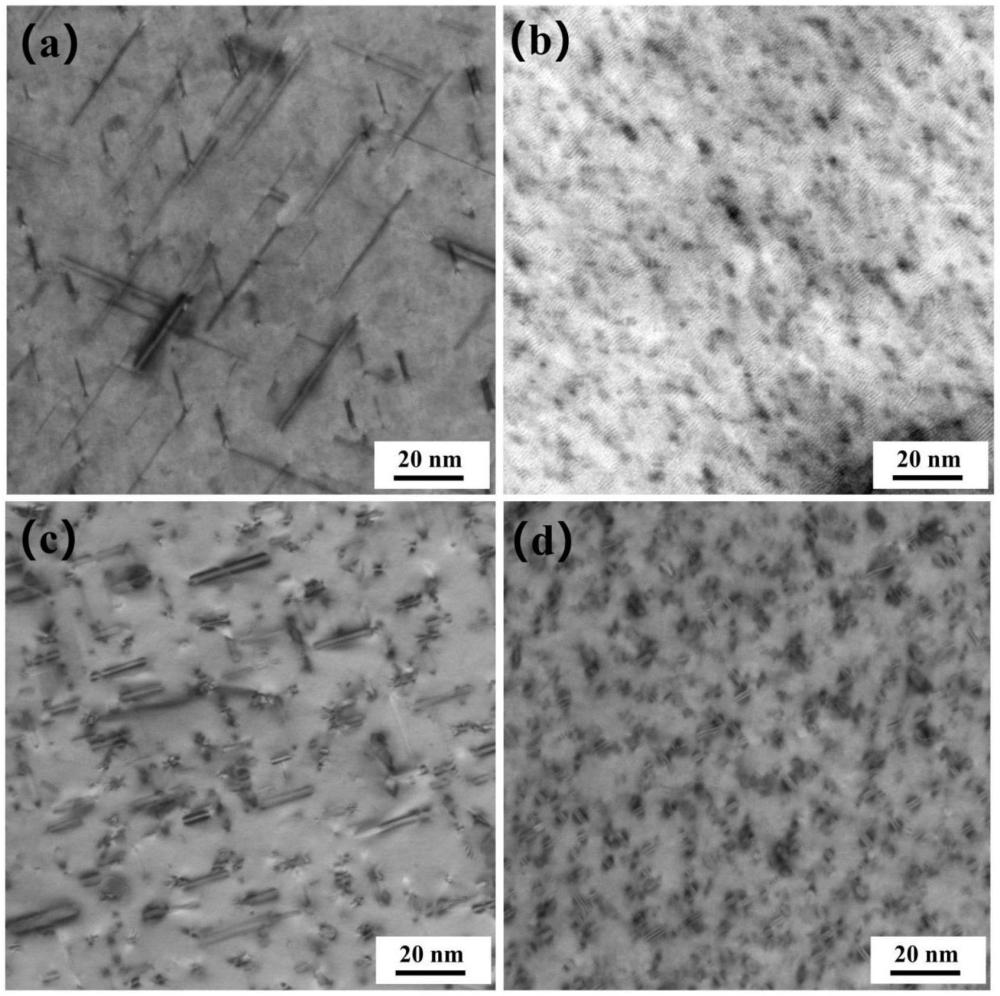
3、本发明的发明者基于cu-mn-p合金和cu-co-p合金的特点,展开了cu-mn-co-p系合金的研究开发。发现在特定的mn,co,p的成分范围和相互比例关系,以及特定的制造工艺条件,最终能达到mn-p和co-p析出物形成一种特殊结构,达到这两种析出的叠加强化效果,达到导电性、强度、耐热性和弯曲加工性等综合特性优异的铜合金材料。本发明是基于这些发现而完成的。
4、具体说明:
5、本发明的目的之一在于解决现有技术的不足,提供一种达到导电性、强度、耐热性和弯曲加工性等综合特性优异的铜合金材料。
6、本发明的目的之二在于提供一种前述铜合金材料的特定的制造工艺条件,最终能达到mn-p和co-p析出物形成一种特殊结构,达到这两种析出的叠加强化效果。
7、本发明解决其技术问题采用的技术方案如下:
8、本发明提供一种铜合金材料,其含有0.10-0.60wt%的mn,0.15-0.50wt%的c o,0.04-0.39wt%的p,其余为cu及不可避不纯物组成,该铜合金材料材具有满足下面式(1)和
9、(2)的成分比例关系
10、0.25≤{mn}/{co}≤4.0……(1);
11、2.8≤({mn}+{co})/{p}≤5.0……(2);
12、其中{mn},{co}和{p}分别表示铜合金材料中mn,co和p的重量百分比wt%。
13、优选的,含有0.15-0.40wt%的mn,0.15-0.35wt%的c o,0.06-0.23wt%的p,其余为cu及不可避不纯物组成,该铜合金材料材具有满足下面式(1)和(2)的成分比例关系
14、0.5≤{mn}/{co}≤2.0……(1);
15、3.0<({mn}+{co})/{p}<4.5……(2)。
16、优选的,还含有选自ni、fe、mg、cr、sn、zn、zr、ag、ti和镧系稀土类元素中的一种或多种,而且其总量为0.2wt%以下。
17、更优选的,还含有选自ni、fe、mg、cr、sn、zn、zr、ag、ti和镧系稀土类元素中的一种至三种,而且其总量为0.075-0.15wt%。
18、上述的铜合金材料的导电率(ec)和拉伸强度(ts)满足下面式(3);
19、{ec}×{ts}≧450……(3);
20、其中{ec}表示%iacs为单位的铜合金材料的导电率,{ts}表示mpa为单位的铜合金材料的拉伸强度。
21、优选的,所述铜合金板材料同时具有最小弯曲半径与板厚比r/t小于2.0的良好弯曲加工性。
22、导电率按照jis-h0505规定的方法测定。拉伸强度是从材料的长度方向切取试样,按照jis-z2241规定的方法测定。弯曲加工性是针对板带材,在长度方向分别为轧制方向(ld)和垂直于轧制方向(td)上采取的试样(宽度均为10mm),按jis-h3110规定的90°w型弯曲加工法进行弯曲加工,得到不发生裂纹的最小弯曲半径r于板厚t的比r/t的值来评价。
23、本发明提供了该铜合金材料的制造方法,该方法包括对具有上述组成的铜合金顺次进行以下步骤,连续或半连续铸造法铸造的坯锭,热轧(热锻,热挤压)等热加工,冷轧(冷锻,冷拔)等冷加工,固溶和时效等热处理,铣面和酸洗等常规的制造工艺。上述制造过程中,具体的加工热处理工艺采用本发明的特殊工艺条件。
24、具体的说,其包括顺序进行的以下步骤:
25、s1:连续或半连续铸造法铸造的坯锭,通过热轧、热锻或热挤压方式热加工;
26、s2:通过冷轧、冷锻或冷拔进行冷加工;
27、s3:在600-700℃之间进行30秒到3分钟之间的中间热处理;
28、s4:350-450℃温度区间内3-10小时的时效处理;
29、s5:冷轧及最终冷轧后进行的低温退火。
30、优选的,所述s1中热加工的温度为950-1000℃。
31、优选的,所述s3中在650-720℃之间进行1到1.5分钟之间的中间热处理;所述s3中在380-420℃温度区间内3-6小时的时效处理。
32、优选的,所述最终冷轧的加工率为20-60%。
33、根据本发明得到的铜合金材料,具有按目前现有合金成分和制造技术是很难得到的优异综合特性。为了满足可以预见的今后对电子部件的大电流高传输化,小型化和密集化需要而产生的。
- 还没有人留言评论。精彩留言会获得点赞!