一种结合激光与超声双重辅助晶圆切割设备
本发明属于精密加工领域,具体涉及一种结合激光与超声双重辅助晶圆切割设备。
背景技术:
1、单晶硅属于硬脆材料,由于其耐高温、耐磨损、密度低、强度高等优异的性能在航空航天、生物医学、精密制造等领域具有极其广泛的应用前景;由这些材料制成的关键零部件凭借其优异的机械特性相较于传统材料有很高的使用寿命和应用特性,但同时,单晶硅须经精密机械加工才能达到较高的尺寸形状精度和表面质量要求,从而制作成芯片。
2、传统的晶圆切割技术主要依赖于超薄金刚石砂轮切割,其切割效率低、损伤严重,并且容易造成晶圆表面的崩边、崩角、层状剥离等亚表面损伤问题。
3、为了解决这些问题,近年来,激光辅助晶圆切割技术逐渐受到关注,但激光切割存在着加工速度慢、切割质量不稳定等问题;超声波振动辅助加工技术因其能够在微观尺度上实现高精度加工而备受青睐,但单独应用于晶圆切割时存在着加工速度慢、切割表面粗糙度高等问题;因此,考虑结合激光与超声双重辅助晶圆切割技术是解决晶圆切割问题的有效手段之一。
技术实现思路
1、本发明为解决上述问题而提供一种结合激光与超声双重辅助晶圆切割设备。
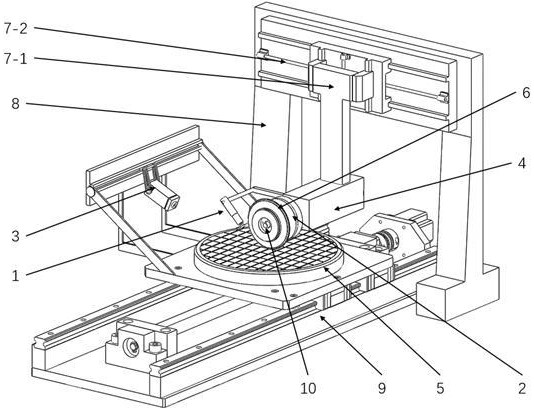
2、一种结合激光与超声双重辅助晶圆切割设备,包括:激光辅助模块、超声波振动辅助模块、检测模块、主轴基座、承载台、刀具、主轴、z轴移动机构、x轴移动机构、y轴移动机构、龙门架;
3、进一步地,所述超声波振动辅助模块包括超声电源、压电元件、供电单元、导电滑环;其中,压电元件为基于压电效应原理的微小振动单元,共有四块,均匀分布在主轴的周围;供电单元为基于松耦合电磁感应原理的非接触电能传输单元,共有四块,围绕主轴对称分布;供电单元通过1号夹头和2号夹头夹紧,连接为紧密连接,配合为过盈配合;
4、可选地,所述刀具为定制的电铸轮毂式超薄金刚石砂轮,可用于超声波振动辅助切割单元使用,刀具与压电元件为过渡配合;
5、更进一步地,所述刀具固定在所述主轴上,与压电元件和主轴为过渡配合;所述主轴置于z轴移动机构下沿的主轴基座上;龙门架用于承载x轴移动机构、z轴移动机构以及主轴基座等部件,z轴移动机构通过螺栓固定于龙门架上;
6、更进一步地,所述的压电元件至少两个安装在刀具和主轴之间;所述的压电元件至少二个,均匀分布在主轴的周围;
7、可选地,所述压电元件为压电陶瓷,借助压电陶瓷的压电效应与电压效应原理实现振动;
8、更进一步地,所述超声电源用于产生高频正弦交流电信号,所述主轴电机用于实现刀具的旋转,超声电源产生的高频正弦交流电信号经过超声传输装置传递到压电元件,使刀具产生超声振动,实现工件的超声辅助切割;
9、更进一步地,所述z轴移动机构、x轴移动机构以及y轴移动机构结构相同,均为滑台,由导轨、丝杠、螺母、滑块、电机、固定板组成,z轴移动机构、x轴移动机构之间通过螺栓连接,z轴的下沿端连接有主轴基座、激光辅助模块和刀具,x轴移动机构、z轴移动机构主要承担在x、z方向的进给运动;
10、更进一步地,所述承载台为转台,工件由固定夹具所固定并随承载台匀速顺时针旋转;y轴移动机构的固定板用作工件与检测模块的支撑平台,负责y方向的进给;
11、更进一步地,步骤二中激光辅助模块包括水平固定杆、第一连接杆、激光器、激光头,激光辅助模块通过水平固定杆固定在主轴基座上;在进行加工时所述激光始终沿加工轨迹聚焦于加工位置进行激光辅助软化,激光辅助模块随主轴基座同步运动;
12、可选地,所述激光器为脉冲激光器,输出为飞秒或皮秒激光。
13、更进一步地,辅助切割用激光器为波长为1064nm且功率在50~150w范围内可调的激光器;所述主轴转速为12000rpm,功率为2.0~2.2kw。
14、更进一步地,可以根据工件材料的特性选择加工工艺参数,所述加工工艺参数包括辅助切割所用激光的功率、砂轮转速、超声振动振幅和激光光斑大小。
15、更进一步地,所述的检测模块包括摄像头、温度传感器、连接件、y向滑轨以及第二连接件,所述的检测模块中的y向滑轨用于调整摄像头相对于工件的位置,所述检测模块的摄像头角度可通过连接件调整。
16、本发明的又一个目的是提供一种结合激光与超声双重辅助晶圆切割的加工方法,具体步骤如下:
17、1)在工件的背面贴胶膜;所述的胶膜为uv膜或蓝膜;
18、2)用固定夹具固定工件;
19、3)在工控机中输入刀具和承载台的运动轨迹参数;
20、4)调整工件与激光器的相对位置,将激光束聚焦于工件与刀具的加工位置表面;工件加工部位至脆塑临界状;
21、5)压电元件振动,刀具径向振动;压电元件均匀分布在主轴周围,振动相互抵消,不影响主轴转动;
22、6)刀具切割工件。
23、可选地,所述工件为大尺寸超薄单晶硅片,属于硬脆材料。
24、更进一步地,在上述加工过程中需要从各个方向连续喷洒去离子水;当检测模块的温度传感器检测到的加工区域温度超过工件的临界塑脆温度时,工控机发出指令对加工区域连续喷洒去离子水,以免造成热损伤。
25、本发明提供了一种激光辅助加工技术,在激光预加热辅助加工中使激光束辐照点低于刀具中心数毫米,避免现有激光预加热辅助加工方式热影响区域过大的问题,且刀具中心需要与工件端面中心平齐,使得激光加热点始终低于工件中心,进而使得在加工工件中心区域时有效地达到加热软化效果;在加工过程中,激光加热的作用区域尽可能贴近切削区域,使得热影响区区域极小化。
26、更进一步地,激光可以聚焦在刀具前方,解决了单进给方向加工的问题,实现高质量加工的同时缩短了复杂路径的加工时间;同时,该加工方法克服了刀具的结构干涉限制,可以使得激光出射点紧贴刀具刃口并可灵活调整,实现不同参数控制的激光在线预加热辅助加热效果。
27、本发明还提供了一种超声波振动辅助加工技术,该技术被应用于刀具上,通过刀具瞬间的径向振动,使刀具与加工物之间的接触状态发生变化,从而使磨粒与加工物之间在高速度状态下频繁碰撞,加剧了切削过程中的磨削作用,从而在切割过程中引入了一种创新的加工机理;这种超声波振动辅助加工技术的应用能有效地降低了切削加工的能量消耗,进一步提高了加工效率,同时也减少了切削加工中产生的热量,有利于防止工件表面的变形和损伤。
28、更进一步地,超声波振动辅助加工技术还改善了磨粒的冷却效果;在振动作用下,刀具与加工物之间形成微小间隙,有利于冷却液的流动,有效地带走加工过程中产生的热量,防止磨粒过热和钝化,从而延长了刀具的使用寿命。
29、其中,这种间隙也有助于防止气孔堵塞和磨粒钝化等现象的发生,进一步提高了加工质量和稳定性。
30、本发明对激光辅助和超声波振动辅助加工技术进行双重复合辅助金刚石砂轮切割单晶硅,创新性地将激光精确聚焦于工件表面,沿加工轨迹运动同时实现了激光辅助和超声波振动辅助,有效地降低亚表面损伤,进一步提高了加工效率和加工表面质量。
- 还没有人留言评论。精彩留言会获得点赞!