一种改善20CrMnTiH方框偏析的方法与流程
本发明属于轧钢,涉及一种改善20crmntih方框偏析的方法。
背景技术:
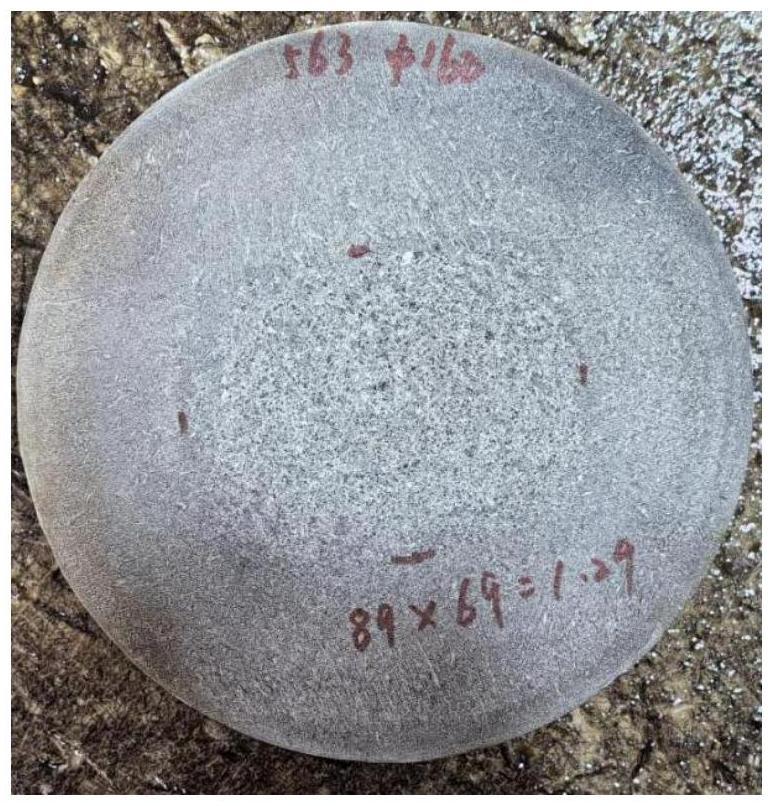
1、20crmntih的偏析是指在合金凝固过程中,由于溶质元素的再分配,导致新形成的固相与周围液相的化学成分不均匀的现象。宏观偏析(区域偏析):溶质元素在大于晶粒尺寸范围内的不均匀分布,大尺寸的宏观偏析会严重影响材料的物理和机械性能。微观偏析:微观组织中化学成分的不均匀分布,通常包括枝晶偏析、胞状偏析、晶界偏析等。虽然尺寸范围小,但同样会影响材料的性能,如耐腐蚀性。偏析可能使材料无法达到预期的强度、韧性、耐腐蚀性性能等,同时会导致材料出现质量问题,如裂纹、脆性增加等。20crmntih作为一种合金结构钢,其化学成分包括碳、硅、锰、铬和钛等元素。这些元素的精确配比使20crmntih具备了优异的物理性能。然而,在合金凝固过程中,由于溶质元素的再分配,可能会产生偏析现象。在20crmntih的加热剪切工艺中,如果加热不充分,微观组织内偏析严重,可能导致偏析区形成马氏体和贝氏体组织。这些组织在低温剪切时容易产生微裂纹,进而发展为宏观裂纹。同时,轧制方面也会影响20crmntih的偏析。图1为未改善之前现有技术的20crmntih方框偏析实物,偏析指数1.29。
2、中国发明专利cn202111357579.3公开了一种抑制20crmnti钢生成大尺寸含tin复合夹杂物的rh精炼工艺,针对20crmntih钢中因tin复合夹杂物引起的偏析问题,rh法(一种钢液真空处理技术)被用于抑制此类夹杂物的生成。通过控制冶炼和凝固过程中mgo-al2o3-tiox类氧化物的生成,降低tin夹杂物的异质形核率,从而解决复合大尺寸tin夹杂物和tin聚集成堆的问题。但该发明通过精准控制残余元素,虽对抑制大尺寸复合夹杂物有一定效果,但是对控制偏析方面效果欠缺。
技术实现思路
1、本发明要解决的技术问题是,克服现有技术的不足,提供一种改善20crmntih方框偏析的方法,改善20crmntih连铸坯和20crmntih轧制坯的方框偏析,提高20crmntih成品的产品质量。
2、本发明解决其技术问题采用的技术方案是,一种改善20crmntih方框偏析的方法,关键技术参数如下:
3、(1)rh炉保真空时间12-15min,软吹时间为16-20min;
4、(2)控制20crmntih钢中c含量为0.19-0.20%、si含量为0.18-0.22%、mn含量为1.08-1.11%、p含量为≤0.013%、s含量为0.015-0.025%、cr含量为1.25-1.28%、ti含量为0.05-0.06%;
5、(3)结晶器电磁搅拌电流为150-170a、频率为2.5-3hz,末端电磁搅拌电流为250-300a、频率为8-10hz;采用低拉速弱冷工艺,铸机拉速为0.45-0.48m/min,二冷比水量为0.22-0.24l/kg;
6、(4)开坯机采用13道次可逆式轧制,控制是否翻钢和压下量,压下量为±10mm,开坯机轧制程序表如表1所示。本步骤中结合是否翻钢,有针对性的对该道次加压下量,减低偏析程度。
7、进一步,步骤(4)中,控制槽深、高、宽和高宽比;开坯机轧制程序表如表2所示。高度偏差为±10mm,压下量为±10mm。
8、表1开坯机13道次轧制程序表
9、
10、表2开坯机13道次轧制程序表
11、
12、本发明之改善20crmntih方框偏析的方法,通过优化炼钢工艺、轧制工艺,改善20crmntih连铸坯和20crmntih轧制坯的方框偏析,提高成品的内部质量。
13、本发明的设计改进原理及有益效果:
14、1、rh炉在保真空的过程中,通过真空泵将炉内的气体抽出,这样可以有效地去除钢液中的氧气和其他杂质。这种净化过程对于提高钢材的品质和内部质量至关重要。在钢水浇铸之前,使用一定的惰性气体从钢包底部持续鼓动钢水,这个过程就是软吹。研究表明,rh炉保真空时间12-15min,软吹时间为16-20min,钢水可浇性良好,塞棒行程和结晶器液面控制稳定;能提高连铸坯料成分稳定性和降低偏析指数。
15、rh炉(真空循环脱气炉)在钢铁冶炼过程中,保真空时间和软吹时间对钢水的可浇性有着重要影响。在rh炉的实际操作中,保真空时间和软吹时间的设定应根据钢种、钢水质量要求和生产效率等因素综合考虑。
16、保真空时间太长:1、长时间的真空保持会增加能源消耗,提高生产成本;2、真空泵等关键设备长时间运行会加速磨损,影响设备寿命;3、虽然长时间的真空处理有助于进一步去除钢中的气体和夹杂物,但也可能导致钢水过度氧化或合金元素挥发,影响钢水质量。
17、保真空时间太短:1、短时间的真空处理可能无法有效去除钢水中的气体,如氢、氮等,影响钢水的纯净度和性能。2、夹杂物去除不充分,可能导致钢水可浇性变差,影响后续铸造过程。
18、软吹时间太长:1、长时间的软吹会导致钢水温度显著降低,对后续浇注造成不利影响,如增加浇注难度、影响铸坯质量等。2、过长的软吹时间会降低生产效率,增加生产周期。
19、软吹时间太短:1、软吹的主要目的是通过氩气搅拌促进夹杂物上浮并去除。如果软吹时间不足,夹杂物可能无法充分上浮并被去除,从而影响钢水的可浇性和铸坯质量。2、短时间的软吹可能无法使钢水温度、成分和夹杂物分布达到理想的均匀状态。
20、2、对比与国标各元素含量(c含量为0.17-0.23%、si含量为0.17-0.37%、mn含量为0.80-1.20%、p含量为≤0.03%、s含量为≤0.035%、cr含量为1.10-1.45%、ti含量为0.04-0.10%),本发明之改善20crmntih方框偏析的方法,进一步精确控制各元素的含量。碳(c)含量:从国标中的0.17-0.23%缩小至0.19-0.20%;精确控制碳含量对钢材的硬度、强度和淬透性有直接影响,有助于减少偏析,提高钢材的均匀性和性能稳定性。硅(si)含量:从国标中的0.17-0.37%缩小至0.18-0.22%;硅对钢材的强度和硬度有提升作用,同时也有助于提高钢材的耐腐蚀性;缩小硅含量的范围可以进一步优化钢材的性能。锰(mn)含量:从国标中的0.80-1.20%缩小至1.08-1.11%;锰是钢材中重要的合金元素,对提高钢材的强度、硬度和淬透性有显著作用;精确控制锰含量有助于减少偏析,提高钢材的性能。磷(p)含量:国标中要求磷含量≤0.03%,而本发明中控制磷含量为≤0.013%;磷是钢材中的有害元素,过多的磷会降低钢材的韧性和焊接性;降低磷含量可以提高钢材的韧性和可加工性。硫(s)含量:国标中要求硫含量≤0.035%,而本发明中控制硫含量为0.015-0.025%;硫同样是钢材中的有害元素,过多的硫会导致钢材的热脆性,但在某些特定的应用场合下,钢材需要具备一定的硫含量以满足其特定的性能要求;20crmntih需要在保持一定韧性和强度的同时,具有一定的加工硬化能力或耐磨性,在这种情况下,适当提高硫含量(但仍在可控范围内)有助于达到这些性能要求;精确控制硫含量可以提高钢材的热加工性能和韧性。铬(cr)含量:从国标中的1.10-1.45%缩小至1.25-1.28%;铬是钢材中的重要合金元素,对提高钢材的硬度、耐磨性和耐腐蚀性有重要作用;精确控制铬含量有助于优化钢材的性能。钛(ti)含量:从国标中的0.04-0.10%缩小至0.05-0.06%,钛在钢材中可以作为细化晶粒的元素,提高钢材的强度和韧性,缩小钛含量的范围有助于更精确地控制钢材的晶粒大小和性能。
21、3、当连铸坯电磁搅拌强度过大时,皮下溶质元素被冲刷,形成负偏析。等轴晶区为碳负偏析,柱状晶区为碳正偏析,差别较大,遗传到轧材便形成锭型偏析。通过调整连铸工艺参数,降低结晶器电磁搅拌强度和提高比水量,使柱状晶区增加,缩小等轴晶区,减少皮下负偏析,降低连铸坯的偏析。通过改变比水量和电磁搅拌强度,控制等轴晶比例,可使轧材锭型偏析得到控制,截面碳分布趋向均匀。结晶器电磁搅拌电流为150-170a、频率为2.5-3hz,末端电磁搅拌电流为250-300a、频率为8-10hz;铸机拉速为0.45-0.48m/min,二冷比水量为0.22-0.24l/kg工艺,生产的碳含量的宏观偏析较好,偏析指数接近于1,为1.10-1.12。
22、4、开坯机从原先11道次优化为13道次,通过针对性的翻钢和增加压下量,在轧制过程变形的不均匀性可以改变锭型偏析的形状。采用13道次轧制,奇数道次除第13道次外均为翻钢道次,偶数道次均不翻钢。有利于翻钢道次(奇数道次)的设计有助于钢材在轧制过程中获得更均匀的加热和变形。这种均匀性可以减少钢材内部的温度梯度和应力集中,从而降低偏析的发生;通过奇数道次的翻钢操作,可以更有效地控制钢材在轧制过程中的流动方向和速度。这种控制可以确保钢材的各部分在轧制时受到相同或相近的应力和变形,从而减少偏析的可能性;偶数道次不翻钢的设计可以保持钢材在轧制过程中的稳定前进方向,避免在轧制过程中发生不必要的扭转或弯曲。这种稳定的轧制路径有助于保持钢材内部组织的均匀性,减少偏析现象;13道次轧制相比传统的轧制方式,提供了更多的轧制步骤和控制点。这有助于更精确地控制钢材的尺寸和形状,从而减少因尺寸偏差或形状缺陷导致的偏析问题。具体数值如表1所示,前1-4道次分别在1孔轧制,初始阶段,钢材在较小的孔位进行轧制,这有助于初步塑形和均匀化钢材的内部组织;5-8道次分别在2孔轧制,随着钢材的逐渐变形,转移到稍小的孔位进行轧制,这有助于进一步细化钢材的组织结构,并减少偏析的可能性。9-10道次3/2孔交替轧制,在这个阶段,钢材在3孔和2孔之间交替轧制。这种交替轧制可能有助于打破钢材内部可能形成的偏析结构,通过改变轧制路径和应力分布来减少偏析,11-13道次在4孔轧制,在轧制的最后阶段,钢材在最小的孔位进行轧制,这有助于最终确定钢材的尺寸和形状,并进一步提高钢材的内部组织均匀性。通过13道次的轧制,钢材经历了多次的变形和再结晶过程,这有助于打破和减少钢材内部的偏析结构。
- 还没有人留言评论。精彩留言会获得点赞!