一种耐擦伤钢轨及其生产方法与流程
本发明涉及钢轨,具体为一种耐擦伤钢轨及其生产方法。
背景技术:
1、随着铁路工业的发展,保证安全稳定运行,提高钢轨使用寿命,已成为铁路材料发展的目标。擦伤缺陷是一种典型的接触疲劳伤损,广泛存在于各级别铁路线路,其形成原因是由于轨道在循环的载荷作用下,钢轨表面形成较大的塑性变形并伴随着摩擦生热导致的局部升温并快速冷却,钢轨表面组织结构发生改变产生远超基体组织硬度的异常组织,并在后续的轮轨接触中进一步促进表面裂纹形成和扩展,钢轨擦伤缺陷会导致钢轨打磨成本提高,并降低钢轨的使用寿命和安全性。
2、尤其是随着列车轴重的增加、运行速度提高、运行密度的增加,在火车制动或加速路段、坡道路段、曲线路段,匀速直线路段均会在钢轨的踏面产生不同程度大的擦伤伤损,在后续使用中容易发展成剥离,掉块,波磨等接触疲劳伤损,轮轨接触疲劳损伤越来越突出,严重降低钢轨的使用寿命和安全性。
3、公布号为cn112226697a的中国专利文献公开了“耐擦伤的钢轨及其生产方法”,通过采用较低的碳含量成分设计并通过钢坯长时间高氧气含量氛围加热,钢轨表层脱碳介于0.5-1.0mm,降低钢轨表面硬度,同时制备的钢轨表面有0.5-1.0mm的凹坑,提高钢轨表面摩擦系数,降低运行中轮轨间的滑动摩擦,减少由摩擦导致局部升温而造成的钢轨表面擦伤。但该方法制备的钢轨脱碳层较深,且抗拉强度略大于1000mpa,延伸率≥15%,强度较低,钢轨表面耐磨性差,容易造成钢轨在使用过程中产生较大的磨损,造成钢轨廓形改变,恶化轮轨接触条件,同时由于钢轨表面存在凹坑,在轮轨接触作用力下容易在凹坑处产生接触应力疲劳伤损,降低了钢轨的使用寿命,增加线路换轨成本。
4、公布号为cn116397168a 的中国专利文献公开了“一种抗擦伤且高强韧的钢轨及其制备方法”,该方法通过成分设计,提高了钢轨擦伤过程中珠光体组织在升温中的奥氏体化温度,提高了发生擦伤的门槛,降低了擦伤白层的厚度,并通过控制连铸工艺降低铸坯偏析,采用4.5-6.0℃/s的冷速进行钢轨在线热处理工艺获得有良好的强韧性。该方法制备的钢轨针对由于摩擦造成钢轨局部升温导致钢轨表面相变产生异常组织的白色蚀刻层,但是由于该方法制备的钢轨显微组织中含有0.5%-2.0%的先共析铁素体组织并通常采用较大的在线热处理冷速来细化珠光体组织片层间距提高钢轨其强度,在接触应力下会导致钢轨表层积累较大的塑性应变,细小片层的珠光体中渗碳体层厚度也相对减小,在塑性变形下产生渗碳体的破碎和溶解,c原子向铁素体中迁移而产生的异常组织,同时表面微裂纹会沿着塑性变形后的先共析铁素体扩展到钢轨内部或在表面形成剥离、掉块,降低钢轨的使用安全性。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种耐擦伤钢轨及其生产方法,在保证钢轨强度的同时保持其有良好的韧性,提高钢轨耐擦伤性能。
2、为了达到上述目的,本发明采用以下技术方案实现:
3、一种耐擦伤钢轨,由如下重量百分含量的化学成分组成:
4、c:0.76%~0.84%,si:0.65%~0.80%,mn:1.0%~1.20%,cr:0.2≤cr/c≤0.45,v:0.05%~0.10%,p:≤0.015%,s:≤0.010%,余量为fe和不可避免的杂质。
5、钢轨抗拉强度≥1200mpa,延伸率≥15%,轨头踏面硬度≥350hb,踏面下2mm的踏面硬度≥360hb。
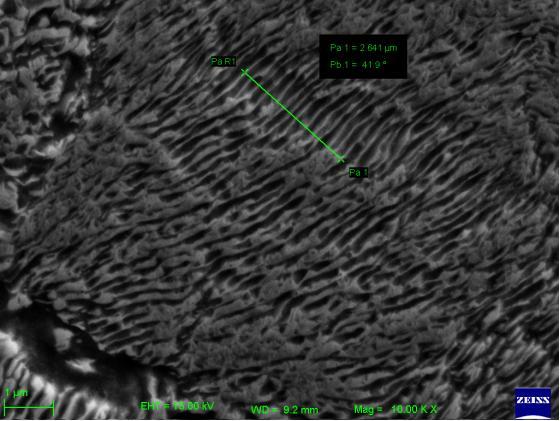
6、钢轨踏面下2mm范围内形成170nm~230nm片层间距的粗大珠光体,在2mm~10mm范围内形成≤170nm片层间距的珠光体组织,珠光体含量占100%。
7、上述耐擦伤钢轨的生产方法,具体包括如下步骤:
8、1)连铸;
9、2)连铸坯加热;
10、连铸坯均热温度为1250~1310℃,保温时间为2.5~3.5小时;
11、3)钢轨轧制;
12、终轧温度为870~900℃,道次变形在10%~20%,累计变形量在38%~42%;
13、4)在线热处理;
14、当轨头表层温度为750~780℃时, 以5~8℃/s的冷却速度进行强制冷却;
15、当轨头表层温度降至670~700℃时,以 1~3℃/s的冷却速度进行强制冷却;
16、当轨头表面温度降至490~520℃时,停止强制冷却,空冷至室温。
17、进一步地,所述步骤1中,连铸坯的尺寸为280~320mm×380~410mm。
18、进一步地,所述步骤3中,连铸坯经高压水除磷后采用万能法轧制成60kg/m钢轨。
19、进一步地,所述步骤3中,连铸坯经高压水除磷后采用孔型法轧制成60kg/m钢轨。
20、进一步地,所述步骤3中,连铸坯经高压水除磷后采用万能法轧制成60n断面钢轨。
21、进一步地,所述步骤3中,连铸坯经高压水除磷后采用孔型法轧制成60n断面钢轨。
22、进一步地,所述步骤4中,钢轨空冷至室温后,经矫直、探伤和加工工序制成成品钢轨。
23、与现有技术相比,本发明的有益效果是:
24、 1、现有耐擦伤珠光体的钢轨制备技术中都采用成分设计提高珠光体奥氏体化温度,并主要通过在线热处理技术细化珠光体片层提高钢轨强度,本发明在合金化成分设计和控冷工艺基础上增加控制轧制工艺,使钢轨踏面下2mm内生成片层间距较大的珠光体组织,提高渗碳体片层厚度和稳定性,适当降低钢轨表面硬度,提高钢轨在使用前期的磨耗,使轮轨在使用初期形成良好的匹配关系,降低表层由于塑性变形导致的钢轨踏面奥氏体化温度降低及渗碳体破碎导致的擦伤伤损形成,而钢轨内部形成的片层间距较小的珠光体,有利于提高钢轨的强度,降低轮轨接触应力导致的表面裂纹进一步向钢轨内部扩张。
25、2、本发明充分利用mn、cr、v等碳化物形成元素,在珠光体相变过程中固溶于渗碳体片层提高其强度和在塑性变形及瞬时升温过程中的稳定性,阻碍c原子向铁素体中迁移。
26、3、本发明利用在奥氏体部分再结晶区的小变形精轧工艺,控制轨头踏面表层奥氏体组织中位错密度高于钢轨内部组织,提高表层奥氏体组织的相变温度,在后续的冷却过程中配合在线热处理冷却工艺形成不同片层厚度的珠光体组织。
27、4、采用两段式冷却,第一阶段以较大的冷速使钢轨表层温度降低,消耗表层奥氏体组织相变孕育期,第二阶段采用适中的冷却速度使材料表层在较高的相变温度发生珠光体相变形成片层间距在170~230nm珠光体组织,内部在较低的温度完成珠光体相变,获得较小的珠光体团尺寸和<170nm片层间距的珠光体组织。通过两段式强冷确保由轨头表面至芯部获得不同片层间距的珠光体组织,且通过加速冷却抑制先共析铁素体的形成,轨头组织为100%的珠光体组织。
28、5、本发明连铸坯均热温度为1250~1310℃,保温时间2.5~3.5小时,在此温度对连铸铸坯进行保温,有利于碳元素的均匀化,均匀的c含量有利于抑制轧制后轨腰晶界处二次渗碳体的网状析出。万能轧机组终轧温度为870~900℃,道次变形在10%~20%,累计变形量在38%~42%,保证其在部分再结晶区间轧制,使轨头表面下一定深度范围内奥氏体组织保持较高的位错密度,使其在冷却过程中,提高轨头表层下特定范围内奥氏体转变为珠光体的相变温度,形成发明要求的特定片层厚度珠光体组织。
29、总之,本发明通过成分设计、控制轧制和控制冷却工艺降低钢轨表面的珠光体片层间距,增加渗碳体片层的厚度,抑制先共析铁素体在奥氏体晶界的析出,保证轨头组织为100%的珠光体组织;钢轨踏面下2mm范围内形成170nm~230nm片层间距的粗大珠光体,在2mm~10mm范围内形成≤170nm片层间距的珠光体组织,珠光体含量占100%,无先共析铁素体,马氏体、贝氏体等组织的出现;钢轨抗拉强度(rm)≥1200mpa,延伸率(a)≥15%,轨头踏面布氏硬度≥350hb,踏面下2mm的硬度≥360hb。综上表明,本发明在保证钢轨强度的同时保持其有良好的韧性,提高钢轨耐擦伤性能;且具有良好的韧塑性、适中的踏面硬度,适用于重载货运铁路铺设。
- 还没有人留言评论。精彩留言会获得点赞!