一种稀土微合金化低残余应力Q620D高强结构用无缝钢管的制造方法与流程
本发明属于冶金材料,尤其涉及一种稀土微合金化低残余应力q620d高强结构用无缝钢管的制造方法。
背景技术:
1、钢结构是先进钢铁材料实现目标构造的结构表现形式,是结构设计、材料应用、构造体功能实现的综合体现。目前,钢结构主要应用于工业厂房的建造和大型公共基础设施建筑,如:机场航站楼、体育场馆、展会场馆、新建高铁车站、各种类型钢构桥梁及工业与民用建筑等领域。
2、国外钢结构发展历史已有百年,而我国钢结构行业起步较晚。随着钢铁产能的增加,全国钢结构产量自20世纪90年代至今增长已超过10倍。由于钢铁产业的迅速发展以及对建筑节能的重视程度提高,我国建筑技术的政策导向也逐渐由多年前的限制钢结构使用转变为发展、大力推广钢结构应用,多项国家产业政策支持钢结构行业的发展。钢结构建筑正处于快速上升阶段,也取得了很多成就,但是与西方国家相比,整体水平仍有很大差距,未来几年仅钢结构住宅比例有望从不足10%提高至40%。钢结构用无缝钢管主要采用标准gb/t8162—2018结构用无缝钢管,以无缝制管工艺制成,常用于钢结构的连接与支撑部分。国内钢结构工程大量使用q345 mpa级别高强钢管,近几年结构用无缝钢管呈现出高强化趋势,在一些重点钢结构工程中通常会采用更高强度级别钢管的使用,如q390、q420等。宝钢已经研究出了770mpa和更高级别的890mpa结构用无缝钢管。目前,国内天津大无缝、宝钢、衡阳钢管等可生产高强度级产品,本专利公布了一种高强结构钢q620d的制造方法。
3、据中国钢结构协会统计显示:钢管消耗量为钢结构产量的6%~9%之间。按2000万t钢结构产量计算,用于工程中结构用钢管约为150万t,远少于热轧h型钢,也远低于日本、欧洲、美国等国用量,表明钢管在我国仍有着较大的发展空间,按每年15%的更新,每年需新增150万t钢管,每年总计用量约300万t。本发明涉及的是满足标准gb/t 8162—2018中q620d级别高强结构无缝钢管的生产方法。
4、残余应力来源涵盖所有的工业领域与自然界,产生并伴随和影响于材料、装备的制造全流程和服役全寿命周期。现阶段中国提出了高质量发展的新要求,在材料和装备领域,残余应力作为其失效重要因素之一,与之息息相关。有资料显示,在欧洲由于残余应力畸变引起的成本增加占整个制造成本的4%以上;仅在轴承工业,每年由残余应力畸变带来的附加成本估计超过10亿美元。据德国工业联合会(vdma)调查,德国动力传动制造领域每年用于消除残余应力畸变所增加的制造成本高达8.5亿欧元。因此,美国金属学会将“努力达到热处理零件的零变形和最大限度的均匀性”作为其主要的研究发展目标。本发明涉及的是一种低残余应力无缝钢管的生产方法。
5、因此低残余应力、高强度高韧性、结构用无缝钢管的开发已成为钢管制造厂家研制的热点。本发明涉及的一种钢结构用无缝钢管及其生产方法,不仅提升了无缝管产品档次,优化了产品结构,同时将为企业带来较大的经济效益与社会效益。
技术实现思路
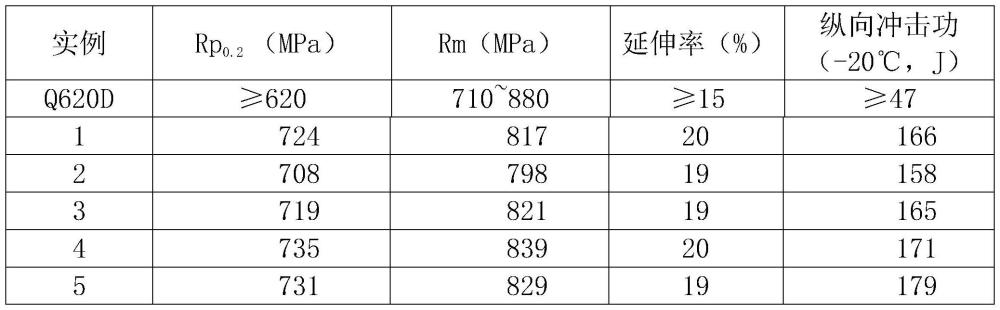
1、本发明的目的是提供一种稀土微合金化低残余应力q620d高强结构用无缝钢管的制造方法,在低碳钢的基础上添加强化元素钒、铌、钛等,通过炼钢、轧管、热处理等工艺生产出的高强钢结构用无缝管满足:抗拉强度(rm)目标值710-880mpa,实测值845mpa,869mpa;屈服强度(rp0.2)目标值大于620mpa,实测值822mpa,807mpa,延伸率(a)目标值大于15%;-20℃实验环境下v型全尺寸纵向冲击功高于47j,实测值162j。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种稀土微合金化低残余应力q620d高强结构用无缝钢管的制造方法,所述无缝钢管化学元素及其质量百分含量如下:c≤0.18%;si 0.20~0.35%;mn 1.20~1.50%;p≤0.020%;s≤0.010%;ti≤0.05%;nb≤0.05%;v≤0.15%;re≤0.002%;其余为fe和不可避免的杂质,质量分数共计为100%;
4、其制造方法包括:
5、炼钢生产工艺:铁水预处理→转炉冶炼→lf精炼→vd脱气→圆坯连铸;来料铁水必须进行铁水预处理,从而保证供给转炉的铁水质量;为抑制材料中气体含量,硅锰、锰铁、钒铁在加入之前必须脱氧合金化;转炉终点控制目标:c≥0.06%、p≤0.010%、出钢温度1610~1630℃;采用单渣工艺冶炼,终渣碱度≥3.0;出钢时必须挡渣,挡渣失败必须扒渣;在lf精炼环节中,根据转炉钢水成分及温度进行造渣脱硫、成分调整及升温操作,加强脱氧操作,造好白渣,白渣保持时间≥20min,并根据情况调节渣况以保证白渣出钢;钒铁在精炼中后期加入,精炼后期进行成分微调,按比例添加稀土合金;vd深真空度目标值≤0.06kpa,深真空时间≥13分钟,vd结束后,喂入适量高钙线,喂丝后软吹ar不小于13分钟,以保证材料中较低的气体含量;连铸过程采用电磁搅拌工艺,钢水过热度δt≤30℃,根据不同圆坯断面选择合适的拉速恒拉速生产,圆坯应入缓冷坑进行缓冷,入坑温度大于600℃,缓冷时间不小于48小时;
6、轧管工艺:圆坯→锯切→环形炉加热→穿孔→pqf连轧→张力减径→冷却;环形炉保温段温度为1270±10℃,圆坯穿孔后温度为1210±10℃;连轧入口温度为1100±10℃;定张减后温度为910±10℃;
7、热处理工艺:采用调质处理,即淬火+回火;淬火930℃±10℃,保温100分钟,淬火时外淋+内喷,时间≥40秒;回火590℃±10℃,保温150分钟。
8、进一步的,所述无缝钢管化学元素及其质量百分含量如下:c 0.15%;si0.28%;mn 1.37%;p 0.015%;s 0.009%;ti 0.028%;nb 0.025%;v 0.14%;re 0.0005%;其余为fe和不可避免的杂质,质量分数共计为100%。
9、进一步的,所述无缝钢管化学元素及其质量百分含量如下:c 0.16%;si0.29%;mn 1.46%;p 0.012%;s 0.007%;ti 0.032%;nb 0.023%;v 0.14%;re 0.0005%;其余为fe和不可避免的杂质,质量分数共计为100%。
10、进一步的,所述无缝钢管化学元素及其质量百分含量如下:c 0.17%;si0.29%;mn 1.40%;p 0.014%;s 0.008%;ti 0.037%;nb 0.025%;v 0.13%;re 0.0004%;其余为fe和不可避免的杂质,质量分数共计为100%。
11、进一步的,所述无缝钢管化学元素及其质量百分含量如下:c 0.16%;si0.30%;mn 1.49%;p 0.010%;s 0.006%;ti 0.035%;nb 0.022%;v 0.13%;re 0.0005%;其余为fe和不可避免的杂质,质量分数共计为100%。
12、进一步的,所述无缝钢管化学元素及其质量百分含量如下:c 0.16%;si0.30%;mn 1.32%;p 0.013%;s 0.005%;ti 0.031%;nb 0.022%;v 0.13%;re 0.0004%;其余为fe和不可避免的杂质,质量分数共计为100%。
13、进一步的,所述无缝钢管残余应力小于88mpa。
14、与现有技术相比,本发明的有益技术效果:
15、本发明通过合理的成分设计以及合理的工艺优化使钢管具有较高的强度、较低的残余应力、优异的低温冲击韧性、高的尺寸精度。
16、所制备的无缝钢管可广泛应用于工业厂房的建造和大型公共基础设施建筑,如:机场航站楼、体育场馆、展会场馆、新建高铁车站、各种类型钢构桥梁及工业与民用建筑等领域,具有易生产、低成本、性能优良的特点。
- 还没有人留言评论。精彩留言会获得点赞!