一种多工位调心滚子轴承加工的磨削设备及其使用方法与流程
本发明属于轴承加工,具体为一种多工位调心滚子轴承加工的磨削设备及其使用方法。
背景技术:
1、调心滚子轴承磨削加工是轴承制造中非常关键的一个步骤,它直接影响到轴承的精度和性能,磨削加工主要包括滚道磨削、端面磨削等,旨在去除热处理后的变形,提高轴承的尺寸精度、几何精度和表面质量。
2、目前在对调心滚子轴承外圈进行加工时,通常将其装设在工作台上并且采用夹具锁紧,从而提高磨削加工的稳定性,为保证轴承外圈磨削的稳定性,需要特定的夹具对其进行固定,由于轴承外圈的大小规格不一,在对不同的轴承外圈进行加工处理时,需要更换不同的夹具进行固定,使夹具的适用性差,而且在针对批量轴承外圈的磨削加工时,需对轴承外圈进行多次装夹切换,装夹操作中的定位误差不可避免,会因定位基准不统一而存在基准重合误差,进而降低对轴承外圈的磨削加工精度。
技术实现思路
1、为了克服上述缺陷,本发明提供了一种多工位调心滚子轴承加工的磨削设备及其使用方法,解决了由于轴承外圈的大小规格不一,在对不同的轴承外圈进行加工处理时,需要更换不同的夹具进行固定,使夹具的适用性差,而且在针对批量轴承外圈的磨削加工时,需对轴承外圈进行多次装夹切换,装夹操作中的定位误差不可避免,会因定位基准不统一而存在基准重合误差的问题。
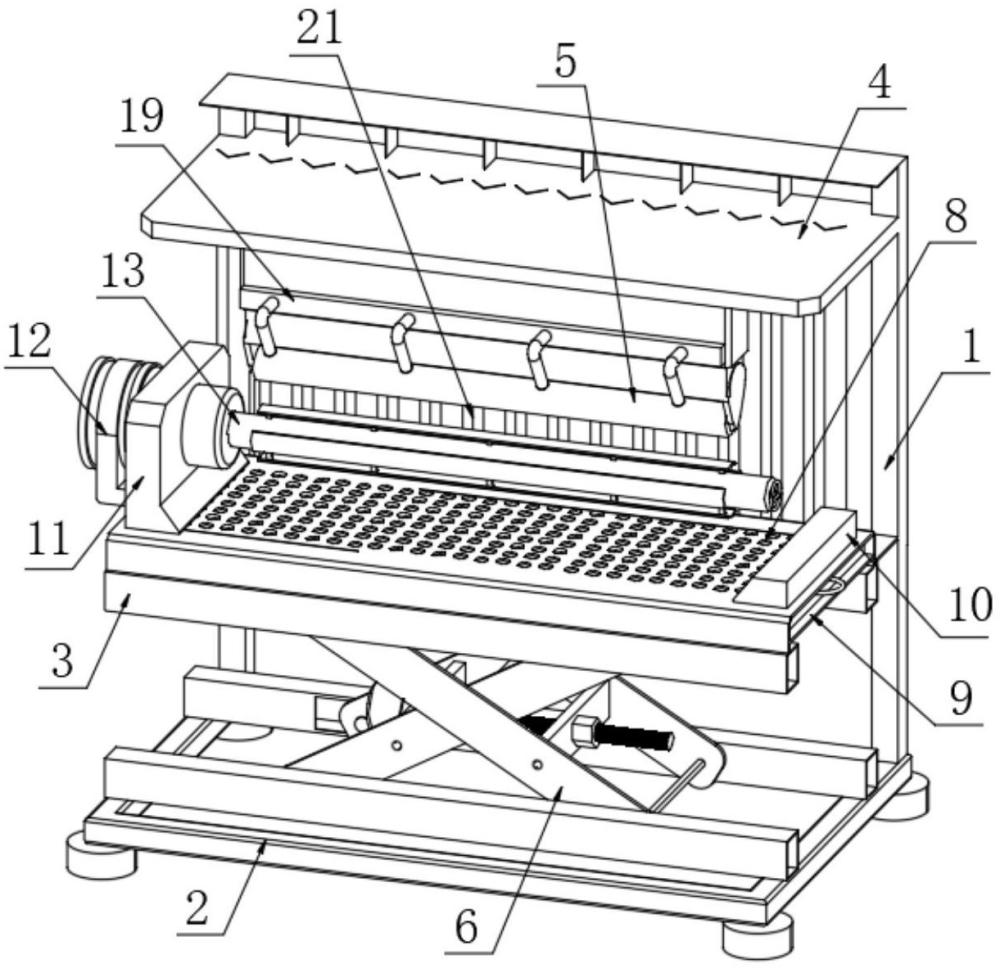
2、为实现上述目的,本发明提供如下技术方案:一种多工位调心滚子轴承加工的磨削设备,包括支撑架,所述支撑架的底部固定有底板,所述支撑架上固定有托板和顶板,所述托板位于顶板的下方,所述顶板下安装有磨削机构,所述托板与底板之间安装有支撑组件,所述托板底部的两侧和底板上的两侧分别开设有两个滑槽,所述支撑组件的端部滑动连接在相对的两个滑槽内,所述托板上安装有镂空板,所述镂空板上的一侧固定有固定座;
3、所述固定座的一侧安装有驱动电机,所述驱动电机的输出轴上固定有固定柱,所述固定柱贯穿设置在固定座中,所述固定柱的内壁开设有若干个凹槽,所述凹槽内设有挤压组件,所述挤压组件贯穿滑动在固定柱上,所述挤压组件的端部搭接有若干个锥形座,若干个锥形座中部固定有调节组件,所述调节组件安装在固定柱内的一侧。
4、作为本发明的进一步方案:所述镂空板上开设有若干个漏孔,所述镂空板和托板之间安装有收集盒,所述收集盒的两侧分别固定有把手,所述镂空板上的一侧设有配重座。
5、作为本发明的进一步方案:所述支撑组件包括两个第一支杆和两个第二支杆,相对的两个第一支杆和两个第二支杆之间通过轴杆铰接,两个第一支杆和两个第二支杆的相对面分别固定有挡板,两个挡板之间螺纹连接有调节丝杆,所述调节丝杆的一端固定有调节电机,所述调节电机安装在其中一个挡板上,所述第一支杆的底端和第二支杆的顶端分别铰接有滑座,所述滑座滑动连接在滑槽内,所述第一支杆的顶端铰接在托板下,所述第二支杆的底端铰接在底板上。
6、作为本发明的进一步方案:所述挤压组件包括挤压板,所述挤压板为弧形设计,所述挤压板的内壁固定有若干个延伸块,所述延伸块贯穿固定柱并且设置在凹槽内,所述延伸块与锥形座外壁搭接。
7、作为本发明的进一步方案:所述调节组件包括连接轴,所述连接轴的一端固定有压盘,所述压盘滑动连接在固定柱内,所述压盘的另一侧卡接有轴套,所述轴套内套接有螺杆,所述螺杆外螺纹连接有螺母,所述螺母卡接在固定柱的一端,所述螺杆远离压盘的一端固定有转柄。
8、作为本发明的进一步方案:所述连接轴远离压盘的一端固定连接有伸缩杆,所述伸缩杆固定在固定柱内壁的一侧,若干个锥形座固定在连接轴的外壁。
9、作为本发明的进一步方案:所述磨削机构的正面设有喷淋机构,所述支撑架的背面安装有排风扇,所述磨削机构与支撑架之间安装有隔离组件,所述隔离组件固定在支撑架上。
10、作为本发明的进一步方案:所述隔离组件包括托架,托架固定在支撑架上,所述托架上设有若干个隔离板,所述隔离板为v形设计,且托架内开设有倾斜设计的落料槽。
11、一种多工位调心滚子轴承加工的磨削设备的使用方法,所述使用方法包括以下步骤:
12、在对调心滚子轴承进行加工时,将批量轴承外圈套接在固定柱外壁,在对轴承外圈进行锁紧时,通过转动转柄带动螺杆在螺母内旋转,使螺杆能够通过轴套带动压盘在固定柱内壁滑动,压盘则通过连接轴推动多个锥形座进行移动,锥形座在移动的过程中能够挤压多个延伸块,延伸块则带动挤压板与轴承外圈的内壁接触,实现对批量轴承外圈进行多工位装夹的目的,因多个挤压板同步运动,进而保证轴承外圈与固定柱处于同心状态,能够对轴承外圈进行中心校准;
13、完成轴承外圈的装夹工作后,控制驱动电机工作使其带动固定柱旋转,固定柱则通过多个挤压板带动轴承外圈转动,其次控制调节电机工作使其带动调节丝杆旋转,调节丝杆旋转的过程中,两个挡板会相互靠近,其中一个挡板会拉动两个第二支杆,使第二支杆和第一支杆带动滑座在滑槽内滑动,进而使第一支杆和第二支杆能够交叉转动并且向上顶起托板,托板则通过镂空板带动固定座和多个轴承外圈上移,使轴承外圈能够与磨削机构的底部接触,磨削机构能够对旋转状态下轴承外圈进行磨削加工,配合喷淋机构的设置,能够对轴承外圈进行水冷降温;
14、磨削加工产生的废水和碎屑能够通过镂空板落入收集盒中,通过把手能够从镂空板下抽出收集盒进行处理,在不使用喷淋机构时,磨削加工会产生粉尘,通过控制排风扇工作能够抽取含有粉尘的空气,因隔离板为v形设计,能够隔挡部分大颗粒碎屑,使碎屑能够滑入托架内的落料槽中,倾斜设计的落料槽能够将碎屑排出该设备;
15、在完成对轴承外圈的磨削加工时,控制调节电机翻转使其带动调节丝杆旋转,使两个挡板能够相互远离并且撑开第一支杆和第二支杆,使托板带动轴承外圈下移并且脱离磨削机构,停止磨削机构和驱动电机工作,使固定柱不再旋转,取下轴承外圈时转动转柄使其带动螺杆在螺母中旋转,螺杆则通过轴套带动压盘和连接轴移动,使连接轴带动所有锥形座向右移动,此时则解除对延伸块的锁定状态,使延伸块上的挤压板能够自由活动,即可将所有轴承外圈从固定柱外取下。
16、与现有技术相比,本发明的有益效果在于:
17、1、本发明中,通过将批量轴承外圈套接在固定柱外壁,在对轴承外圈进行锁紧时,通过转动转柄带动螺杆在螺母内旋转,使螺杆能够通过轴套带动压盘在固定柱内壁滑动,压盘则通过连接轴推动多个锥形座进行移动,锥形座在移动的过程中能够挤压多个延伸块,延伸块则带动挤压板与轴承外圈的内壁接触,实现对批量轴承外圈进行多工位装夹的目的,因多个挤压板同步运动,进而保证轴承外圈与固定柱处于同心状态,通过可调式的挤压板能够满足对不同规格轴承外圈的锁定工作,且针对批量轴承外圈的磨削加工时,无需对轴承外圈进行多次装夹切换,并且能够对轴承外圈进行中心校准,进而提高对轴承外圈的磨削加工精度。
18、2、本发明中,通过将第一支杆和第二支杆交叉转动并且向上顶起托板,托板则通过镂空板带动固定座和多个轴承外圈上移,使轴承外圈能够与磨削机构的底部接触,磨削机构能够对旋转状态下的所有轴承外圈进行磨削加工,进一步提高加工效率,且对于同规格轴承外圈的磨削加工工作,需对轴承外圈进行多次装夹切换,防止装夹操作中的定位误差影响加工精度,在取下轴承外圈时,转动转柄使其带动螺杆在螺母中旋转,螺杆则通过轴套带动压盘和连接轴移动,使连接轴带动所有锥形座向右移动,此时延伸块上的挤压板能够自由活动,则解除挤压板对轴承外圈的锁定状态,方便将所有轴承外圈拆下,进而提高操作便捷性。
- 还没有人留言评论。精彩留言会获得点赞!