玻璃物品的制造方法以及制造装置与流程
[0001]
本发明涉及玻璃物品的制造方法以及制造装置,特别是涉及用于通过改良到达成形体的熔融玻璃的搬运路径从而提高生产线的布局的自由度的技术。
背景技术:
[0002]
如公知那样,玻璃卷、板状玻璃的生产线包括供熔融玻璃流动的熔融线以及供玻璃带流动的加工线。在该情况下,熔融线例如形成为如下结构,即,从上游侧起依次具备熔解槽、澄清槽、搅拌槽等均质化槽、状态调整槽以及成形体,并且上述各槽与成形体由熔融玻璃的供给管连接(例如,参照专利文献1)。另外,在玻璃卷的生产线中,玻璃带的搬运方向从纵向转换为横向(例如参照专利文献2)。因此,在俯视生产线的状态下,加工线从熔融线的终端(成形体)向与熔融线正交的朝向延伸。
[0003]
现有技术文献
[0004]
专利文献
[0005]
专利文献1:日本特开2016-88754号公报
[0006]
专利文献2:日本特开2011-16705号公报
技术实现要素:
[0007]
发明要解决的课题
[0008]
如此,在玻璃卷的生产线中,熔融线与加工线配置为正交的朝向。在该情况下,当将玻璃卷的生产线并列配置时,必须将熔融线间的距离隔开与加工线相应的量,而产生设置空间上的浪费。另外,当只采用熔融线与加工线正交的位置关系时,生产线的布局受到限制,也难以灵活地变更布局。
[0009]
作为用于解决上述问题的对策,例如考虑图9以及图10所示的布局。在该布局中,状态调整槽101位于未图示的均质化槽的下游侧,成形体102位于状态调整槽101的下游侧(参照图9)。而且,均质化槽与状态调整槽101由规定形状的连接管103(参照图10)连接,并且状态调整槽101与成形体102由形成为向规定的朝向折弯的形状的连接管104(参照图9)连接。在该情况下,状态调整槽101的流出口101a朝向下方(参照图9),连接于该流出口101a的连接管104在俯视该连接管104的状态下,向与熔融玻璃gm向状态调整槽101内的流入方向d0正交的朝向折弯(参照图10)。如此,通过设为将连接管104折弯的结构,从而玻璃带gr的进给方向d0与熔融玻璃gm的流动方向(熔融玻璃gm向状态调整槽101内部的流入方向d0)平行,因此能够将熔融线与加工线平行地配置。需要说明的是,在图9以及图10中,附图标记101b表示状态调整槽101的流入口,附图标记102a表示成形体102的流入口,附图标记gr1、gr2表示所成形的玻璃带gr的宽度方向两端部。
[0010]
然而,在使具备上述的熔融线的生产线运行的情况下,有时在到达成形体102以前的各槽(例如,图11所示的均质化槽105、状态调整槽101)内产生熔融玻璃gm的停滞区域r1、r2。这些停滞区域r1、r2内的熔融玻璃gm1’、gm2’经过与不通过停滞区域r1、r2而到达成形
体102的熔融玻璃gm不同的温度经历,因此容易变成异质。若是以往结构的熔融线,则如图12所示,停滞区域r1、r2内的熔融玻璃gm1’、gm2’从状态调整槽101的下方流过连接管106,在成形体102的流入口102a的上部或者下部通过,成为成形品即玻璃带gr的宽度方向两端部gr1、gr2。玻璃带gr的宽度方向两端部gr1、gr2通常在之后的加工线中通过切断等去除,因此异质的熔融玻璃gm1’、gm2’也不会残留在最终产品内,没有特别的问题。与此相对,在上述提出的熔融线(参照图9以及图10)的情况下,将连接管104从下方向与熔融玻璃gm向状态调整槽101的流入方向d0正交的朝向折弯,因此如图11以及图13所示,停滞区域r1、r2的熔融玻璃gm1’、gm2’在连接管104中的与以往结构的熔融线中流动的部分(图12)不同的部分流动,在成形体102的流入口102a中的上下方向的中间部通过,向成形体8内流入。因此,这些停滞区域r1、r2的熔融玻璃gm1’、gm2’如图13所示,向玻璃带gr的位于宽度方向两端部gr1、gr2之间的产品部分混入,在加工后的玻璃带gr(即,作为产品的玻璃卷、玻璃板)残留异质的熔融玻璃gm1’、gm2’,产生产品不良。
[0011]
鉴于以上的情况,在本说明书中,以防止在熔融线可能产生的异质的熔融玻璃在玻璃带的产品部分残留的情况、并且提高与玻璃物品的生产线的布局相关的自由度作为应该解决的技术课题。
[0012]
用于解决课题的方案
[0013]
通过本发明的玻璃物品的制造方法来实现所述课题的解决。即,该玻璃物品的制造方法包括:生成工序,在生成工序中,利用熔融玻璃生成装置生成熔融玻璃;状态调整工序,在状态调整工序中,利用状态调整槽对生成的熔融玻璃的状态进行调整;以及成形工序,在成形工序中,将完成了状态调整的熔融玻璃向成形体供给而成形玻璃带,所述玻璃物品的制造方法的特征在于,在设置于状态调整槽的熔融玻璃的流入口连接有流入管,所述流入管用于使熔融玻璃从熔融玻璃生成装置侧向状态调整槽的内部流入,在将熔融玻璃通过成为熔融玻璃的流动方向上游侧的流入管的一端时的流动方向作为基准流动方向,并将熔融玻璃从流入管的另一端向状态调整槽的内部流入时的流动方向作为流入时流动方向时,流入管以在俯视流入管的状态下流入时流动方向相对于基准流动方向朝向左右任一侧的方式折弯。
[0014]
如此,在本发明的制造方法中,着眼于与状态调整槽的流入口连接的流入管的形状,将该流入管以在俯视该流入管的状态下熔融玻璃的流入时流动方向(向状态调整槽的内部流入时的熔融玻璃的流动方向)相对于基准流动方向(通过流入管的一端时的熔融玻璃的流动方向)朝向左右任一侧的方式折弯。如此,通过将以往形成为直线状的流入管折弯,从而即使假设在比状态调整槽靠上游侧的层(均质化槽等)产生熔融玻璃的停滞区域,该停滞区域的熔融玻璃也尽可能维持流入到流入管的一端时的位置(例如流入管的下部),而到达流入管的另一端即状态调整槽的流入口。因而,不会发生由于通过以往的形态将状态调整槽与成形体连接而使连接管内的熔融玻璃的相对位置变化的情况,该熔融玻璃在成形体的流入口的上部或下部通过。由此,即使停滞区域的熔融玻璃流入,也能够使该熔融玻璃向成为由成形体成形的玻璃带的宽度方向两端部的区域流入。另外,通过将以往形成为直线状的流入管如上述那样折弯,从而与流入管的下游端相连接的状态调整槽的流入口的朝向成为与熔融玻璃在由熔融玻璃生成装置生成之后到达状态调整槽期间的流动方向不同的朝向。由此,通过调整向该状态调整槽内部流入时的流动方向(流入时流动方向),能够
适当设定成形体的流入口的朝向。以上,根据本发明,能够尽可能防止异质的熔融玻璃在加工后的玻璃带残留而导致产品的品质降低的情况,并且提高生产线的布局的自由度。
[0015]
另外,在本发明的制造方法中,也可以是,状态调整槽的流出口与成形体的流入口由连接管连接,连接管从与状态调整槽的流出口相同的朝向,向在俯视连接管的状态下与流入时流动方向相同的朝向折弯。
[0016]
通过利用如此向与流入时流动方向相同的朝向折弯的连接管将状态调整槽的流出口与成形体的流入口连接,从而能够维持连接管内的熔融玻璃的相对位置,将熔融玻璃向成形体的流入口的上部或者下部供给。由此,即使假设停滞区域的熔融玻璃通过流入管流入到状态调整槽,该停滞区域的熔融玻璃也维持流入到流入管的一端时的位置(例如,流入管内部空间的下部)而到达状态调整槽的流入口,并且在连接管内也以维持其相对位置的状态到达成形体的流入口(在该情况下,为流入口的下部)。由此,即使停滞区域的熔融玻璃流入,也能够可靠地防止该不优选的熔融玻璃混入玻璃带的产品部分的情况。
[0017]
另外,在本发明的制造方法中,也可以是,流入管具有:笔直部,其在俯视流入管的状态下,以从流入管的一端侧相对于基准流动方向向左右另一侧倾斜的状态呈直线状延伸;以及折弯部,其从笔直部的下游端向流入时流动方向折弯,并与状态调整槽的流入口连接。
[0018]
如上述那样,在流入管设置以从其一端侧相对于基准流动方向向左右另一侧倾斜的状态呈直线状延伸的笔直部,并且设置从该笔直部的下游端向流入时流动方向折弯并与成形体的流入口连接的折弯部,从而笔直部成为向与折弯部相对于基准流动方向的折弯方向(左右一侧)左右相反的朝向倾斜的状态(参照后述的图3等)。由此,能够缩短从流入管的一端侧到折弯部的上游端的管长度。
[0019]
另外,在本发明的制造方法中,也可以是,成形体通过使从溢流槽溢出的熔融玻璃沿着两侧面流下从而成形玻璃带,成形体的流入口设置为相对于两侧面的朝向正交的朝向,且基准流动方向与流入时流动方向所成的角度设定为90
°
。另外,在本发明的制造方法中,也可以是,玻璃物品是通过将玻璃带卷绕为卷状而成的玻璃卷。
[0020]
通过在如上述那样构成的成形体连接如上述那样形成折弯的形态的流入管(或者折弯部),从而能够使基准流动方向与由成形体成形的玻璃带的主表面的朝向(法线方向)一致。在玻璃卷的制造工序中,成形的玻璃带被向下方引出之后,经由悬链线而方向转换为水平方向并被搬运,因此根据上述结构,能够将熔融线与加工线配置为平行。由此,能够将玻璃卷的生产线沿其宽度方向(在熔融线中称作与其短边方向相同的朝向,在加工线中称作玻璃带的宽度方向。以下,在本说明书中相同。)缩窄,因此在将玻璃卷的生产线并列配置多个的情况下是优选的。
[0021]
另外,也通过本发明的玻璃物品的制造装置实现所述课题的解决。即,该玻璃物品的制造装置具备:熔融玻璃生成装置,其生成熔融玻璃;状态调整槽,其对生成的熔融玻璃的状态进行调整;以及成形体,其使完成了状态调整的熔融玻璃成形为玻璃带,所述玻璃物品的制造装置的特征在于,在设置于状态调整槽的熔融玻璃的流入口连接有流入管,所述流入管用于使熔融玻璃从熔融玻璃生成装置侧向状态调整槽的内部流入,在将熔融玻璃通过成为熔融玻璃的流动方向上游侧的流入管的一端时的流动方向作为基准流动方向,并将熔融玻璃从流入管的另一端向状态调整槽的内部流入时的流动方向作为流入时流动方向
时,流入管以在俯视流入管的状态下流入时流动方向相对于基准流动方向朝向左右任一侧的方式折弯。
[0022]
如此,在本发明的制造装置中,也是通过将以往形成为直线状的流入管折弯,从而即使假设在比状态调整槽靠上游侧的层产生熔融玻璃的停滞区域,该停滞区域的熔融玻璃也尽可能维持流入到流入管的一端时的位置,而到达状态调整槽的流入口。因而,能够不发生由于通过以往的形态将状态调整槽与成形体连接而使连接管内的熔融玻璃的相对位置变化的情况,而向成形体供给。由此,即使停滞区域的熔融玻璃流入,也在成形体的流入口的上部或下部通过,而能够使该熔融玻璃向成为玻璃带的宽度方向两端部的区域流入。另外,通过将以往形成为直线状的流入管如上述那样折弯,从而与流入管的下游端相连接的状态调整槽的流入口的朝向成为与熔融玻璃在由熔融玻璃生成装置生成之后到达状态调整槽期间的流动方向不同的朝向。由此,通过调整向该状态调整槽内部流入时的流动方向,能够适当设定成形体的流入口的朝向。以上,根据本发明,能够尽可能防止异质的熔融玻璃在产品残留而导致产品的品质降低的情况,并且提高生产线的布局的自由度。
[0023]
发明效果
[0024]
如以上所述,根据本发明,能够防止在熔融线可能产生的异质的熔融玻璃在玻璃带的产品部分残留的情况,并且提高与玻璃物品的生产线的布局相关的自由度。
附图说明
[0025]
图1是从正面观察本发明的一实施方式的玻璃物品的制造装置的主要部分而得到的图。
[0026]
图2是俯视图1所示的制造装置的主要部分而得到的图。
[0027]
图3是俯视图1所示的第三连接管及其周边部分而得到的图。
[0028]
图4是从y方向观察图1所示的第三连接管及其周边部分而得到的侧视图。
[0029]
图5是从正面观察图3所示的第三连接管及其周边部分而得到的图。
[0030]
图6是示意性描绘在图1所示的制造装置中停滞区域的熔融玻璃到达成形体内部以前的流动的主视图。
[0031]
图7是从y方向观察图6所示的第三连接管周围的熔融玻璃的流动而得到的侧视图。
[0032]
图8是从正面观察本发明的其他实施方式的玻璃物品的制造装置的主要部分而得到的图。
[0033]
图9是侧视用于与本发明进行比较的玻璃物品的制造装置的主要部分而得到的图,且是从y方向观察将状态调整槽与成形体连接的连接管而得到的侧视图。
[0034]
图10是俯视图9所示的连接管及其周边部分而得到的图。
[0035]
图11是示意性描绘在具备图10所示的连接管的玻璃物品的制造装置中停滞区域的熔融玻璃到达成形体内部以前的流动的主视图。
[0036]
图12是示意性描绘在以往结构的玻璃物品的制造装置中停滞区域的熔融玻璃到达成形体内部以前的流动的主视图。
[0037]
图13是从y方向观察图11所示的停滞区域的熔融玻璃的流动而得到的侧视图。
具体实施方式
[0038]
以下,基于图1~图7对本发明的一实施方式进行说明。
[0039]
图1是从正面观察本实施方式的玻璃物品的制造装置1而得到的图,图2是俯视相同的玻璃物品的制造装置1而得到的图。如这些图所示,该制造装置1大致区分的话具备供熔融玻璃gm流动的熔融线2、以及由熔融线2成形的玻璃带gr的加工线3。其中,熔融线2具备:熔解槽4,其作为配置于最上游区域的熔融玻璃生成装置;澄清槽5,其配设于熔解槽4的下游侧;均质化槽6,其配设于澄清槽5的下游侧;状态调整槽7,其配设于均质化槽6的下游侧;成形体8,其配设于状态调整槽7的下游侧;以及连接管9~12,它们将各槽4~7以及成形体8之间连接。
[0040]
另外,玻璃带gr的加工线3例如具备:退火处理部,其位于成形体8的下方,并对由成形体8成形出的玻璃带gr实施退火处理;冷却部,其将实施了退火处理的玻璃带gr冷却至规定的温度,例如冷却至室温附近;方向转换部,其将冷却后的玻璃带gr的进给方向从纵向转换为横向;第一切断部,其将沿横向搬运的玻璃带gr的宽度方向两端部(也称作耳部)从玻璃带gr主体切去;第二切断部,其将宽度方向两端部被去除了的玻璃带gr沿着宽度方向切断;以及卷绕部,其将通过了第二切断部的玻璃带gr卷绕成卷状,对这些均省略图示。当然,上述的结构只不过是一个例子,也可以变更、省略上述的构成要素的一部分,或者也可以根据需要追加上述以外的构成要素。以下,关于熔融线2,以均质化槽6与状态调整槽7的连接方式为中心进行说明。
[0041]
熔解槽4是用于进行将投入的玻璃原料熔解而生成熔融玻璃gm的生成工序的容器。熔解槽4通过第一连接管9而与澄清槽5连接。
[0042]
澄清槽5是用于进行利用澄清剂等的作用将经由第一连接管9从熔解槽4供给来的熔融玻璃gm澄清的澄清工序的容器。澄清槽5通过第二连接管10而与均质化槽6连接。
[0043]
均质化槽6是用于进行将澄清后的熔融玻璃gm搅拌并均匀化的均质化工序的容器。均质化槽6通过第三连接管11而与状态调整槽7连接。需要说明的是,均质化槽6既可以如图示那样为一个,也可以排列配设两个以上。
[0044]
状态调整槽7是用于进行将熔融玻璃gm调整为适于成形的状态的状态调整工序的容器,例如调整向成形体8供给的熔融玻璃gm的流量。状态调整槽7在本实施方式中与第三连接管11连接,并具备供熔融玻璃gm从第三连接管11流入的上部7a、供完成了状态调整的熔融玻璃gm流出的下部7b以及将上部7a与下部7b相连的中间部7c。在上部7a的侧面设置有用于使熔融玻璃gm流入的流入口7d。另外,在下部7b的下端设置有熔融玻璃gm的流出口7e。上述结构的状态调整槽7通过第四连接管12而与成形体8连接。
[0045]
成形体8将熔融玻璃gm成形为希望的形状。在本实施方式中,成形体8通过溢流下拉法而将熔融玻璃gm成形为带状。详细而言,成形体8的截面形状形成为大致楔形形状,成形体8在其上部具有溢流槽8a,并且具有使从溢流槽8a溢出的熔融玻璃gm流下的两侧面8b、8b。上述结构的成形体8使沿着两侧面8b、8b流下的熔融玻璃gm在两侧面8b、8b的下顶部融合,而能够成形为带状的玻璃带gr。成形出的玻璃带gr例如厚度为0.01~2mm(优选为0.3mm以下),且能够在液晶显示器、有机el显示器等平板显示器、有机el照明、太阳能电池等的基板、保护罩中利用。需要说明的是,成形体8也可以是执行狭缝下拉法等其他下拉法的成形体。
[0046]
第一连接管9~第四连接管12利用例如由铂或者铂合金形成的圆筒管来构成,并从熔解槽4将熔融玻璃gm依次向在下游侧相邻的各槽5~7以及成形体8搬运。
[0047]
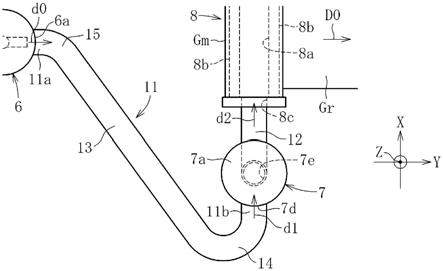
图3是俯视将均质化槽6与状态调整槽7连接的第三连接管11及其周边部分而得到的图。如图3所示,第三连接管11形成为向规定的朝向折弯的形状。该第三连接管11相当于本发明的流入管。在本实施方式中,第三连接管11具有:笔直部13,其在俯视第三连接管11的状态下,呈直线状延伸;第一折弯部14,其从笔直部13的下游端向规定的朝向折弯,并与状态调整槽7的流入口7a连接;第二折弯部15,其将均质化槽6的流出口6a与笔直部13的上游端连接。
[0048]
另外,就在第三连接管11的上游端11a通过的熔融玻璃gm的流动方向(基准流动方向d0)与在下游端11b通过的熔融玻璃gm的流动方向(流入时流动方向d1)的关系来说,第三连接管11如图3所示以在俯视第三连接管11的状态下流入时流动方向d1相对于基准流动方向d0朝向左右任一侧的方式折弯。在本实施方式中,x方向以及y方向为水平方向,z方向为铅垂方向,基准流动方向d0如图3所示,在从铅垂上方观察的情况下朝向y方向。另外,流入时流动方向d1在从铅垂上方观察的情况下朝向x方向。以上,基准流动方向d0与流入时流动方向d1在成为水平面的xy平面上相互正交。
[0049]
另外,在本实施方式中,笔直部13以从第三连接管11的上游端11a侧相对于基准流动方向d0向左右另一侧倾斜的状态呈直线状延伸。与此相对,与笔直部13的下游端连接的第一折弯部14以流入时流动方向d1相对于基准流动方向d0朝向左右一侧的方式折弯。就本实施方式来说,笔直部13以相对于基准流动方向d0向右方向(就图3来说为下方向)倾斜的状态呈直线状延伸,与此相对,第一折弯部14从笔直部13的延伸方向相对于基准流动方向d0向右方向(就图3来说为下方向)折弯。由此,状态调整槽7如图4所示位于比均质化槽6的流出口6a向-x方向侧(就图4来说为左侧)偏移的位置。需要说明的是,笔直部13如图5所示以随着从上游端侧(左侧)趋向下游端侧(右侧)而移向+z方向的方式,相对于水平方向以规定的角度向上倾斜。由此,第一折弯部14位于比第二折弯部15高的位置。
[0050]
第四连接管12是以能够将从状态调整槽7流出的熔融玻璃gm向成形体8供给的方式将状态调整槽7与成形体8连接的连接管,且如图3所示,从与状态调整槽7的流出口7e相同的朝向向与流入时流动方向d1相同的朝向折弯。如本实施方式那样,在状态调整槽7的下部7b(流出口7e)朝向铅垂下方的情况下,第四连接管12如图4所示,从z方向(铅垂方向)向x方向(水平方向)折弯90
°
。在该情况下,熔融玻璃gm向成形体8内部的流入方向d2与向状态调整槽7内部的流入方向(流入时流动方向d1)处于相互平行的关系。
[0051]
接下来,特别是以熔融玻璃gm从均质化槽6到成形体8的流动方式为中心对使用了上述结构的制造装置1的玻璃物品的制造方法的一个例子进行说明。
[0052]
在使用了形成为上述结构的制造装置1而制造玻璃物品时,如图1以及如图2所示,首先,将玻璃原料向位于熔融线2的最上游区域的熔解槽4投入,将玻璃原料熔解,从而生成熔融玻璃gm。接着,将熔融玻璃gm经由第一连接管9向澄清槽5供给,将由澄清槽5澄清后的熔融玻璃gm经由第二连接管10向均质化槽6供给。供给到均质化槽6的熔融玻璃gm在通过搅拌等而均质化之后,通过第三连接管11向状态调整槽7供给。在状态调整槽7内调整了例如流量的熔融玻璃gm通过第四连接管12向成形体8供给。在成形体8中,通过例如溢流下拉法将熔融玻璃gm成形为带状的玻璃带gr。成形出的玻璃带gr在与熔融线2平行地延伸的加工
线3上被搬运,实施切断等上述的适当的加工或者处理,从而得到例如玻璃卷。如此一来,连续地实施玻璃物品的制造。
[0053]
然而,在利用上述结构的制造装置1连续地制造玻璃物品的情况下,例如如图6所示,有时在均质化槽6的底部产生熔融玻璃gm的停滞区域r1。在该情况下,停滞区域r1的熔融玻璃gm1’从均质化槽6的流出口6a向第三连接管11的上端部11a的下部流入。或者,同样地如图6所示,有时在状态调整槽7的顶部(上部7a中的比流入口7d靠上方的区域)产生熔融玻璃gm的停滞区域r2。在该情况下,停滞区域r2的熔融玻璃gm2’通过流出口7e的靠近成形体8的一侧(就xyz坐标系来说为+x方向侧)而向第四连接管12流入。
[0054]
这里,在本发明的制造装置1中,在俯视第三连接管11的状态下,以熔融玻璃gm的流入时流动方向d1相对于基准流动方向d0朝向左右任一侧的方式将作为流入管的第三连接管11折弯(参照图3)。通过如此将第三连接管11折弯,从而如图6所示即使在均质化槽6产生了熔融玻璃gm的停滞区域r1,该停滞区域r1的熔融玻璃gm1’也尽可能维持流入到第三连接管11的上游端11a时的位置(这里,在上游端11a的下部、第二折弯部15的下部15a、笔直部13的下部13a、第一折弯部14的下部14a、以及下游端11b的下部通过),而到达状态调整槽7的流入口7d。另外,通过利用如图4所示那样折弯的形态的第四连接管12将状态调整槽7与成形体8连接,从而停滞区域r1的熔融玻璃gm1’如图7所示那样从状态调整槽7的流出口7e中的远离成形体8的一侧(就xyz坐标系来说为-x方向侧)通过第四连接管12的折弯部的外侧12a而在成形体8的流入口8c的下部通过。或者即使在状态调整槽7的顶部产生熔融玻璃gm的停滞区域r2,该停滞区域r2的熔融玻璃gm2’也从状态调整槽7的流出口7e中的靠近成形体8的一侧(就xyz坐标系来说为+x方向侧)通过第四连接管12的折弯部的内侧12b而在成形体8的流入口8c的上部通过。如上述那样通过了成形体8的流入口8c的各停滞区域r1、r2的熔融玻璃gm1’、gm2’向成为玻璃带gr的宽度方向两端部gr1、gr2的区域流入(参照图7)。
[0055]
如此,根据本发明,能够利用第三连接管11的下部、以及第四连接管12的折弯部的外侧12a尽可能维持在流入到第三连接管11内时的停滞区域r1的熔融玻璃gm1’的位置,而使其在成形体8的流入口8c的下部通过。另外,能够利用第四连接管12的折弯部的内侧12b尽可能维持在流入到第四连接管12内时的停滞区域r2的熔融玻璃gm2’的位置,而使其在成形体8的流入口8c的上部通过。因而,能够尽可能防止这些异质的熔融玻璃gm1’、gm2’在加工后的玻璃带gr残留而使产品(加工后的玻璃带gr)的品质降低的情况。另外,关于第三连接管11的折弯方向,只要在俯视第三连接管11的状态下相对于基准流动方向d0为左右任一方的朝向即可,因此通过适当设定折弯后的方向、即状态调整槽7的流入口7d的朝向(流入时流动方向d1),从而能够比较自由地设定成形体8的流入口8c的朝向,进而能够比较自由地设定由成形体8成形的玻璃带gr的进给方向d0(即加工线3的朝向)。
[0056]
另外,在本实施方式中,将成形体8的流入口8c设置为与使从上部的溢流槽8a溢出的熔融玻璃gm流下的两侧面8b、8b正交的朝向,并且将基准流动方向d0与流入时流动方向d1所成的角度设定为90
°
,且将第四连接管12的折弯方向(向成形体8内部的流入方向d2)从与状态调整槽7的流出口7e相同的朝向向在俯视第四连接管12的状态下与流入时流动方向d1相同的朝向折弯(参照图3以及图4)。如此,通过由与成形体8的流入口8c的关系确定第三连接管11的折弯方向和第四连接管12的折弯方向,从而能够使基准流动方向d0与由成形体8成形的玻璃带gr的主表面的朝向(即玻璃带gr的进给方向d0)一致。成形了的玻璃带gr被
向下方引出之后,经由悬链线而方向转换为水平方向并被搬运,因此根据上述结构,能够将熔融线2与加工线3配置为平行。
[0057]
以上,说明了本发明的一实施方式,但本发明的玻璃物品的制造方法以及制造装置并不限定于上述实施方式,在本发明的范围内能够采用各种方式。
[0058]
例如,在上述实施方式中,例示了将规定第三连接管11的折弯方向(成为折弯之后的方向的下游端11b的方向)时的成为基准的基准流动方向d0设为水平方向的情况(参照图5),但基准流动方向d0并不限于水平方向。关于流入时流动方向d1,也不限于水平方向,如上述那样,只要在从铅垂上方观察的状态(俯视的状态)下相对于基准流动方向d0朝向左右任一侧,就能够将流入时流动方向d1设定为任意的朝向。另外,关于熔融玻璃gm向成形体8内部的流入方向d2,也不限定于图示的朝向(+x方向)。例如,也能够将流入方向d2设定为+x方向以外的朝向。另外,基于以上,第三连接管11的折弯角度(在俯视第三连接管11的状态下基准流动方向d0与流入时流动方向d1所成的角度)并不限于90
°
。同样地,第四连接管12的折弯角度(状态调整槽7的流出口7e的朝向与流入方向d2所成的角度)也不限于90
°
,在满足上述的条件的范围内能够采用任意的角度。
[0059]
另外,在上述实施方式中,例示了利用呈直线状延伸的笔直部13、将笔直部13与状态调整槽7连接的第一折弯部14、以及将均质化槽6与笔直部13连接的第二折弯部15构成第三连接管11的情况,但当然第三连接管11也能够采用上述以外的结构。例如,也能够采用如下方式:在俯视的状态下,在第二折弯部15的下游端连接向-x方向延伸的第一笔直部,在第一笔直部的下游端连接第三折弯部,在第三折弯部的下游端连接向+y方向延伸的第二笔直部,在第二笔直部的下游端连接第一折弯部14,将第一折弯部14的下游端与状态调整槽7的流入口7d连接,对此省略图示。
[0060]
另外,在上述实施方式中,例示了将外径尺寸恒定的第三连接管11与状态调整槽7直接连接的情况(参照图3以及图4),当然也能够采用除此以外的连接方式。图8是从y方向观察其一个例子(本发明的其他实施方式)的第三连接管11与状态调整槽7的连接部分的图。如图8所示,第三连接管11具有:第一折弯部14,其位于第三连接管11的下游侧;以及截面积变化部19,其位于第一折弯部14与状态调整槽7侧之间,且从第一折弯部14侧朝向状态调整槽7侧而横截面积(与长度方向垂直的截面的面积,以下,也简称为“截面积”)逐渐变化。由此,第三连接管11的第一折弯部14与状态调整槽7经由截面积变化部16而连接。在该情况下,截面积变化部16成为第三连接管11的下游端11b。
[0061]
在本实施方式中,当将第三连接管11的第一折弯部14的截面积设为s1并将状态调整槽7的上部7a的截面积设为s2时,第一折弯部14的截面积s1与上部7a的截面积s2不同,更具体而言,第一折弯部14的截面积s1比上部7a的截面积s2小。在该情况下,以截面积变化部16的截面积从第一折弯部14侧朝向状态调整槽7侧逐渐增大的方式设定截面积变化部16的内表面16a的形状。具体而言,截面积变化部16的内表面16a的纵截面(沿着长度方向的截面)的形状为圆弧状。因此,截面积变化部16的内表面16a为筒状,且从第一折弯部14侧朝向状态调整槽7侧扩径。
[0062]
第一折弯部14的截面积s1设定为上部7a的截面积s2的0.75倍以上且1.25倍以下较好。如本实施方式那样,在使第一折弯部14的截面积s1比上部7a的截面积s2小的情况下,将第一折弯部14的截面积s1设定为上部7a的截面积s2的0.75倍以上且0.96倍以下较好。例
如,第一折弯部14的内径能够设定为150mm以上且300mm以下,截面积变化部16的内表面16a的曲率半径能够设定为10mm以上且50mm以下,优选设定为20mm以上且40mm以下。
[0063]
能够在状态调整槽7的下部7b与第四连接管12的上游端12c分开的状态下(状态调整槽7的下部7b与第四连接管12的上游端12c不接触的状态下),将熔融玻璃gm从状态调整槽7侧向第四连接管12侧供给。具体而言,如图8所示,能够在将下部7b插入到第四连接管12的上游端12c内周的状态下,将由状态调整槽7完成了状态调整的熔融玻璃gm通过第四连接管12而向成形体8供给。
[0064]
这里,在将状态调整槽7的下部7b的截面积设为s3并将第四连接管12的上游端12c的截面积设为s4的情况下,将下部7b的截面积s3设定为上游端12c的截面积s4的0.75倍以上且0.96倍以下较好。
[0065]
另外,在第三连接管11形成为上述结构的情况下,在第一折弯部14与状态调整槽7之间的截面积变化部16通过的熔融玻璃gm的粘度优选设定为800pa
·
s以上,更优选设定为1000pa
·
s以上。另一方面,出于抑制失透的观点,在截面积变化部16通过的熔融玻璃gm的粘度优选设定为50000pa
·
s以下。
[0066]
如此,在本实施方式中,设为第三连接管11在第一折弯部14与状态调整槽7之间具有从第一折弯部14侧朝向状态调整槽7侧而截面积逐渐变化的截面积变化部16。根据该结构,能够尽可能防止在从第三连接管11流入到状态调整槽7内部的熔融玻璃gm产生分离流的情况,可靠地使在均质化槽6的底部停滞的熔融玻璃gm1’(参照图6)通过第四连接管12的外侧12a而向成形体8中的成为玻璃带gr的宽度方向一端部gr2(参照图7)的区域流入。另外,能够可靠地使在状态调整槽7的上部7a停滞的熔融玻璃gm2’通过第四连接管12的内侧12b而向成形体8中的成为玻璃带gr的宽度方向另一端部gr1(参照图7)的区域流入。以上,根据本实施方式的玻璃物品的制造方法以及制造装置,能够尽可能防止成为成形不良的原因的异质的熔融玻璃gm1’(gm2’)在加工后的玻璃带gr残留而导致作为产品的玻璃物品的品质降低的情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1