3D玻璃成型装置及形成3D玻璃的方法与流程
3d玻璃成型装置及形成3d玻璃的方法
技术领域
1.本发明是有关于一种立体(3-dimentional,3d)玻璃成型装置及形成3d玻璃的方法,特别是有关于一种具有独立加热单元的3d玻璃成型装置与相关的形成3d玻璃的方法。
背景技术:
2.3d玻璃因其形状可依照应用环境设计的优点被广泛地应用在光电领域和电子装置中。然而,由于现今3d玻璃的应用可扩大至仪表板、控制板、影音导航面板等领域,因此对于大尺寸或具有多重曲面的3d玻璃的需求逐渐增加。
技术实现要素:
3.本发明提供了一种3d玻璃成型装置,该装置具有多个可独立调节温度的加热单元以及可依任意方向倾斜的设计。因此,该3d玻璃成型装置可针对较大尺寸或具有多个曲面的3d玻璃提供较简单的工艺。本发明另提供了形成3d玻璃的方法,利用分区加热以及倾斜玻璃以改变相对重力方向的方式而达到将玻璃形成所期望的外形。
4.在一些实施例中,本发明提供了一种3d玻璃成型装置。3d玻璃成型装置包括一载台(carrier)以及对应载台设置的一加热器。载台包括一衬底(base)以及设置在衬底上的一模具,其中模具表面具有至少一个曲面区域。加热器包括一加热衬底以及至少二个加热单元,设置在加热衬底表面,其中加热单元中的每一个可独立调节温度。加热单元的至少一个对应于曲面区域,而加热单元的至少另一个不对应于曲面区域。
5.在一些实施例中,本发明提供了一种3d玻璃成型的方法,该方法包括:提供上述的3d玻璃成型装置,提供一玻璃设置在3d玻璃成型装置的模具上,然后将加热单元中对应于曲面区域的至少一个加热单元的温度调整至一第一温度,并将加热单元中不对应于曲面区域的至少另一个加热单元的温度调整至一第二温度,其中第一温度可使玻璃产生软化,且第二温度低于第一温度。
6.本发明的3d玻璃的成型方法包括提供具有可分区独立操控的加热单元的3d玻璃成型装置,因此可仅针对欲加工的玻璃的一部分进行加热,而玻璃的其他部分可维持在较低的温度,藉此改善加工效果与节省生产的成本。此外,由于本发明的3d玻璃成型装置可倾斜以改变重力对玻璃的影响,以玻璃自身重量对玻璃产生压力,因此相较于传统工艺中可减少对于额外压力来源的需求。
附图说明
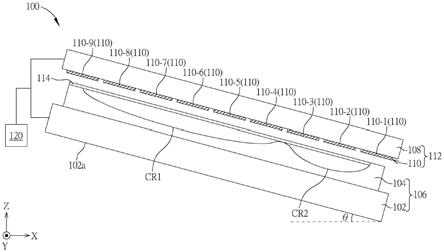
7.图1为本发明第一实施例的3d玻璃成型装置的剖视示意图。
8.图2为本发明第一实施例的加热器的底视示意图。
9.图3为本发明第一实施例的3d玻璃成型装置在倾斜状态下的剖视示意图。
10.图4到图7为本发明第二实施例的3d玻璃成型过程的示意图。
11.图8为本发明第二实施例的3d玻璃成型过程的流程图。
12.图9为本发明一变化实施例的3d玻璃成型装置的剖视示意图。
13.图10为本发明一变化实施例的加热器的底视示意图。
14.符号说明
15.100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3d玻璃成型装置
16.102
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
衬底
17.102a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
下表面
18.104
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
模具
19.106
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
载台
20.108
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加热衬底
21.110、110-1~110-9
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加热单元
22.112
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加热器
23.114
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
玻璃
24.1141、1142
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
曲面
25.120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
重力方向调节单元
26.600
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
方法
27.602、604、606、608
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
步骤
28.cr、cr1、cr2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
曲面区域
29.gp
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
重力方向
30.nl
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
法线
31.t1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一温度
32.t2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二温度
33.x、y、z
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
方向
34.α
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
夹角
35.θ
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
倾斜角
具体实施方式
36.通过参考以下的详细描述并同时结合附图可以理解本发明,须注意的是,为了使读者能容易了解及为了图式的简洁,本发明中的多张图式只绘出3d玻璃成型装置的一部分,且图式中的特定元件并非依照实际比例绘图。此外,图中各元件的数量及尺寸仅作为示意,并非用来限制本发明的范围。
37.本发明通篇说明书与所附的权利要求中会使用某些词汇来指称特定元件。本领域技术人员应理解,制造商可能会以不同的名称来指称相同的元件。本文并不意在区分那些功能相同但名称不同的元件。
38.在下文说明书与权利要求书中,“含有”与“包括”等词为开放式词语,因此其应被解释为“含有但不限定为
……”
之意。
39.须知悉的是,以下所举实施例可以在不脱离本发明的精神下,可将多个不同实施例中的技术特征进行替换、重组、混合以完成其他实施例。
40.请参考图1,图1为本发明第一实施例的3d玻璃成型装置的剖视示意图。如图1所示,3d玻璃成型装置100包括载台106,其中载台106包括衬底102以及模具104。根据本实施
例,载台106中的衬底102可例如包括任何可设置模具104的载体,而模具104可包括金属材料、石墨材料、石膏材料、其他适合的材料或上述材料的组合,本发明并不以此为限。图1中所示的衬底102为平坦的载体,其具有大致平行于x-y平面的表面。在本发明中,模具104可包括至少一个曲面区域,例如如图1所示,3d玻璃成型装置100的模具104具有曲面区域cr1以及曲面区域cr2两个曲面区域,其中曲面区域cr1和曲面区域cr2的曲率半径可彼此不同,例如曲面区域cr1的曲率半径可大于曲面区域cr2的曲率半径,但不以此为限。须注意的是,本实施例中模具104的形状设计可决定后续工艺中成型的3d玻璃的形状,因此图1中模具104的形状仅为示例性的,本发明并不以此为限。也就是说,在其他实施例中,模具104可根据不同的3d玻璃形状的需求而具有不同的形状,因此模具104可具有一个、两个或更多个的曲面区域,且每一个曲面区域的曲率半径可彼此相同或不同,端看需求决定。
41.除了上述的元件外,本实施例中3d玻璃成型装置100还包括了对应载台106设置的加热器112,其中加热器112包括加热衬底108以及多个加热单元110(也就是说,至少两个加热单元110),其中加热单元110可设置在加热衬底108的表面,但不以此为限。根据本实施例,加热器112中的加热单元110可例如为加热板、加热线圈、其他适合的加热单元或上述的组合,而加热衬底108可包括任何可用来设置加热单元110的载体,其中加热衬底108中可例如设置控制加热单元110温度的控制单元(图1中未示出),本发明并不以此为限。根据本发明,当3d玻璃成型装置100在使用时,各个加热单元110中可具有不同的温度,也就是说,加热单元110中的每一个可独立调节温度,例如可通过加热衬底108中的不同的控制单元控制每一个加热单元110的温度,但不以此为限。并且,当模具104只具有一个曲面区域时,加热单元110中的至少其中一个可对应于模具104的曲面区域,而加热单元110的其中至少另一个不对应于模具104的曲面区域,或者,当模具104具有两个以上的曲面区域(即两个或多个曲面区域)时,不同的曲面区域可对应于至少一个不同的加热单元110,其中不同的曲面区域可具有相同或不同的曲率半径,但不以此为限。详细来说,以图1所示的3d玻璃成型装置100为例,3d玻璃成型装置100的加热衬底108上设置了九个加热单元110(即加热单元110-1到110-9),其中加热单元110-1到110-3可对应于模具104的曲面区域cr2,而加热单元110-4到110-9可对应于模具104的曲面区域cr1,但不以此为限。因此,3d玻璃成型装置100可依工艺需求而调整加热单元110-1到110-3的温度,进而改变曲面区域cr2的温度,同样地,可依工艺需求而调整加热单元110-4到110-9的温度以控制曲面区域cr1的温度。换句话说,由于加热单元110-1到110-9可独立调节温度,因此可以对模具104的曲面区域cr1和曲面区域cr2提供不同的加热温度。须注意的是,上述曲面区域的温度可例如为当玻璃放置在模具104上后,对应该曲面区域的玻璃的一部分的温度,也就是说,当玻璃放置在模具104上时,不同部分的玻璃可对应到模具104的不同的曲面区域,亦即玻璃的不同部分会对应不同的加热单元110,进而被提供不同的加热温度,但不以此为限。
42.除了上述的元件之外,本实施例中3d玻璃成型装置100还可选择性的包括重力方向调节单元120,连接于加热衬底108和/或衬底102,其中重力方向调节单元120可使3d玻璃成型装置100产生倾斜以调整重力相对于3d玻璃成型装置100的方向。关于重力方向调节单元120使3d玻璃成型装置100产生倾斜的内容将于下文说明。须注意的是,图1以及下文中图3至图7和图9中的重力方向调节单元120的设置位置仅为示意,本发明并不以此为限。
43.请参考图2,图2为本发明第一实施例的加热器的底视示意图。如图2所示,加热器
112可包括多行的加热单元110,也就是说,加热单元110可同时沿着x方向和y方向并排,而模具(图2未示出)在x方向和y方向上可包括多个并排的曲面区域,分别对应到至少一个的加热单元110。举例来说,图2中加热器112包括四行的加热单元110,其中每行的加热单元110包括九个加热单元110(如图1所示),但不以此为限。须注意的是,图2中加热单元110的数量以及排列仅为示例性的,本发明并不以此为限。在一些实施例中,加热单元110的数量可根据需求而多于或少于九个,或者,加热单元110的行数可多于或少于四行。再者,虽然图2中加热单元110的形状为方形的,但本发明中加热单元110的形状和大小并不以此为限。举例来说,加热单元110的形状可为方形、圆形或其他适合的形状,而每一个加热单元110的大小(或是说加热单元110的面积)可彼此相同或不同,本发明并不以此为限。
44.请参考图3,图3为本发明第一实施例的3d玻璃成型装置在倾斜状态下的剖视示意图。根据本实施例,3d玻璃成型装置100可依任意方向和任意角度而相对于水平面(x-y方向)倾斜,举例来说,如图3所示,重力方向调节单元120可控制3d玻璃成型装置100,使3d玻璃成型装置100依z方向而相对于x-y平面倾斜,其中3d玻璃成型装置100倾斜的角度可例如为图3所示的倾斜角θ,例如以衬底102的下表面102a与水平面的夹角定义为倾斜角θ,但不以此为限。倾斜角θ的范围可例如在0度到90度之间,但不以此为限。根据本实施例,由于3d玻璃成型装置100可产生倾斜,因此可调整重力方向(即相反于z方向)相对于模具104(或曲面区域)的角度,或者是说,当玻璃放置在模具104上并进行加工工艺时,3d玻璃成型装置100可产生倾斜以调整重力方向相对于玻璃的角度,以调整玻璃上的各个部分所承受的压力,但不以此为限。须注意的是,虽然图3中3d玻璃成型装置100是右侧部分朝下倾斜,可视为3d玻璃成型装置100的衬底102朝顺时针方向旋转倾斜,但本发明并不以此为限,3d玻璃成型装置100的倾斜方向也可以为反方向或任意面向,例如使衬底102朝逆时针方向旋转而倾斜。
45.综上所述,本发明提供了一种3d玻璃成型装置,该3d玻璃成型装置的模具的不同区域可对应到不同的加热单元,其中加热单元的每一个可独立调节温度。因此,模具的不同区域可具有不同的温度,使得被放置在模具上的玻璃的不同部分也可独立调节温度。此外,由于本发明的3d玻璃成型装置可依任意方向和任意角度倾斜,因此可调整重力方向相对于玻璃的角度,当玻璃114置放在模具104上时,可以藉由倾斜角而调整玻璃不同部分所承受的重力压力。
46.下文将详述3d玻璃的成型方法,为了简化说明,下述实施例中相同的元件会使用相同的符号标注,且重复的特征则不再赘述。
47.请参考图4到图8,图4到图7为本发明第二实施例的3d玻璃成型过程的示意图,图8为本发明第二实施例的3d玻璃成型过程的流程图。如图8所示,3d玻璃的成型方法600首先包括步骤602的提供一3d玻璃成型装置,其中3d玻璃成型装置可参考上述第一实施例中的内容,故在此不再赘述。接着,进行步骤604,将玻璃114设置在3d玻璃成型装置100的模具104上,其中玻璃114可例如为待加工的玻璃,因此玻璃114此时可不贴合于模具104的曲面区域(例如曲面区域cr1和曲面区域cr2),如图4所示,但不以此为限。接着,进行步骤606,将对应到其中一个曲面区域的至少一个加热单元的温度调整至第一温度,并将不对应到该曲面区域的其他加热单元的温度调整到第二温度。举例来说,如图5所示,可将对应于曲面区域cr2的加热单元(即加热单元110-1到110-3)的温度调整到第一温度t1,并将不对应到曲
面区域cr2的加热单元110-4到110-9的温度调整到第二温度t2。根据本实施例,第一温度t1可使玻璃114产生软化和形变,且第二温度t2可小于第一温度t1在一些实施例中,第一温度t1可大于或等于欲加工的玻璃的种类的玻璃软化温度(例如玻璃114的软化温度)并小于该玻璃的熔点(即第一温度t1的范围是从玻璃软化温度到玻璃的熔点之间),使其在不产生熔化的情况下因软化而具有可塑性,而第二温度t2可低于欲加工的玻璃的软化温度,例如可为略低于第一温度t1(例如略低于第一温度50℃、100℃、150℃或200℃)的温度。举例来说,第一温度t1的范围可从600℃到900℃,其中第一温度t1可依玻璃材料的种类而决定。例如当玻璃114的材料为钠钙玻璃时,第一温度t1可大于600℃,而第二温度t2可例如小于600℃;当玻璃114的材料为铝硅酸玻璃时,第一温度t1的范围可从700℃到900℃,而第二温度t2可例如小于700℃,但不以此为限。须注意的是,上述第一温度t1和第二温度t2的范围仅为是示例性的,本发明并不以此为限。由于本实施例中第二温度t2的数值略小于第一温度t1,因此可防止对应于加热温度为第二温度t2的部分玻璃(即未被加工的玻璃的一部分)产生麻点或不必要的形变,且由于第二温度t2的数值仅略小于第一温度t1,因此可降低玻璃因不同部分的温度差太大而导致破裂或损坏的机会,但不以此为限。由于加热单元110-1到110-3的温度被调整至可软化玻璃114的第一温度t1,因此对应于加热单元110-1到110-3的玻璃114的部分会发生软化,而由于加热单元110-4到110-9的温度被调整至低于玻璃114软化温度的第二温度t2,因此对应于加热单元110-4到110-9的玻璃114的部分不会产生软化。在玻璃114的一部分产生软化之后,该部分可能会因重力方向而下垂接合模具104的表面,产生所期望的弧度与曲面。然而,在某些情况中,若欲成型的曲面较接近玻璃114的外围及/或该曲面的曲率半径太小时,可能会因为该部分的玻璃114的重力不够而无法有效贴合模具104的曲面区域(例如曲面区域cr2),此时可选择性地进行步骤608,使3d玻璃成型装置100倾斜,并改变重力方向相对于玻璃114的角度。举例来说,如图5所示,可藉由重力方向调节单元120将3d玻璃成型装置100以顺时钟方向倾斜(如箭头所示)而具有倾斜角θ,使得重力方向gp相对于衬底102的法线nl具有一夹角α,并使得对应于曲面区域cr2的玻璃114的一部分因承受的重量改变而具有较大的压力。详细来说,当3d玻璃成型装置100未产生倾斜时,对应于曲面区域cr2的玻璃114的一部分所承受的压力来自该部分本身的重量,然而当3d玻璃成型装置100产生倾斜时,对应于曲面区域cr2的玻璃114的一部分所承受的压力可包括本身的重量以及上方的其他部分的玻璃114的重量,因此可增加该部分的玻璃114的压力,有助于使位于较外侧的部分玻璃114能更有效率的贴合模具104的曲面区域cr2,形成具有较小曲率半径的曲面1141。详细而言,如图5所示,由于对应于加热单元110-1到110-3(也就是对应曲面区域cr2)的部分玻璃114的可因加热单元110-1到110-3提供第一温度t1而产生软化,而对应于加热单元110-4到110-9的部分玻璃114不会产生软化,且当3d玻璃成型装置100如图5倾斜时,对应于曲面区域cr2的部分玻璃114也能受到其他未软化的部分玻璃的重力影响,因此对应于曲面区域cr2的部分玻璃114的可有效贴合于模具104的曲面区域cr2,藉此完成该部分的玻璃114的加工工艺形成曲面1141。在完成曲面1141的加工之后,可重复进行步骤606,以针对对应于曲面区域cr1的玻璃114的另一部分加工。举例来说,如图6所示,可将加热单元110-4到110-9的温度调整至第一温度t1,并将加热单元110-1到110-3的温度调整至第二温度t2,使对应于曲面区域cr1的部分玻璃114软化并下垂贴合曲面区域cr1而形成曲面1142,如图7所示。须注意的是,虽然图7中示出的形成曲面1142的步骤不包
括旋转3d玻璃成型装置100,但可根据需求选择性地进行步骤608,例如使用重力方向调节单元120将3d玻璃成型装置100以逆时针方向旋转倾斜,使得对应于加热单元110-4到110-9的玻璃114的该部分所承受到的压力增加,并使其贴合于曲面区域cr1。须注意的是,步骤608中3d玻璃成型装置100倾斜的方向和角度是为了使欲进行加工的玻璃的部分可承受较大的压力并贴合于模具,因此可根据设计需求具有不同的倾斜方向和角度,例如可将3d玻璃成型装置朝向欲进行加工的玻璃的部分位于的方向倾斜使其可承受较大的压力。举例来说,当欲加工的玻璃114的一部分所对应到的曲面区域具有较大的曲率半径和/或较大的区域面积(此处的区域面积可视为曲面区域在x-y平面或衬底102上的投影面积,但不以此为限)时,由于对应到该曲面区域的玻璃114的一部分本身就可能具有较大的重量,因此在加工时可以不倾斜3d玻璃成型装置100或是使倾斜角θ为零度,而当欲加工的玻璃114的一部分所对应到的曲面区域具有较小的曲率半径和/或较小区域面积时,可使3d玻璃成型装置100倾斜,或依需要增加3d玻璃成型装置100的倾斜角θ,以增加该部分玻璃114所受到的重力压力,以加速曲面成型速度或有效形成曲面,但不以此为限。此外,虽然上述实施例中是先进行步骤606的调整加热单元的温度之后接着进行步骤608的改变倾斜角度,但本发明并不以此为限。在一些实施例中,步骤606可在步骤608之后进行,或是可同时进行步骤606和步骤608。再者,当玻璃114愈加工成具有超过三个的曲面时,亦即模具104具有三个以上的曲面区域时,可以重复进行步骤606,或是重复进行步骤606与步骤608,分别对曲面区域加热并软化对应的玻璃114部分,以分别形成对应的曲面。
48.虽然在上述的实施例中是先进行对应于曲面区域cr2的玻璃的加工,但本发明并不以此为限。在一些实施例中,可先针对对应于曲面区域cr1的玻璃进行加工之后再进行对应于曲面区域cr2的玻璃的加工,或者,在一些实施例中,当模具具有多于两个曲面区域时,可根据需求以任意顺序进行加工,其中加工的方法可参考上述内容,故不再赘述。
49.请参考图9和图10,图9为本发明一变化实施例的3d玻璃成型装置的剖视示意图,图10为本发明一变化实施例的加热器的底视示意图。根据本变化实施例,3d玻璃成型装置100的加热器112可仅包括两个加热单元110(如图10所示),其中两个加热单元110可独立调节温度。此外,3d玻璃成型装置100的模具104可包括一个曲面部分cr,其中曲面部分cr可对应于加热器112的两个加热单元110,但不以此为限。同样地,本变化实施例的3d玻璃成型装置100可倾斜以改变重力相对于装置的方向,故可使玻璃承受较大的压力以便于贴合于模具以形成3d玻璃,但不以此为限。
50.综上所述,本发明的3d玻璃的成型方法包括提供一个具有可分区独立操控的加热单元的3d玻璃成型装置,因此可仅针对欲加工的玻璃的一部分进行加热,而玻璃的其他部分可维持在较低的温度,藉此在装置倾斜时增加重力对欲加工的玻璃部分的影响。此外,在传统的3d玻璃加工工艺中,一般会需要额外的压力使得软化的玻璃可贴合于模具。然而,由于本发明的3d玻璃成型装置可倾斜以改变重力对玻璃的影响,以玻璃自身重量对玻璃产生压力,因此相较于传统工艺中可减少对于额外压力来源的需求,并且仍能有效的形成所期望的玻璃曲面。再者,由于本发明所提供的3d玻璃成型装置可以分区加热、倾斜装置并改变重力影响等方式来达成各个曲面区域的曲率要求,因此本发明的3d玻璃成型装置可应用到具有多重曲率或具有大尺寸的3d玻璃的加工工艺中以简化工艺。
51.以上所述仅为本发明的较佳实施例,凡依本发明权利要求范围所做的均等变化与
修饰,皆应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1