红柳炭化纳米颗粒、红柳炭化纳米颗粒增强复合材料及其制备方法和应用与流程
1.本发明涉及复合材料技术领域,尤其是涉及一种红柳炭化纳米颗粒、红柳炭化纳米颗粒增强复合材料及其制备方法和应用。
背景技术:
2.近年来,纤维增强树脂基复合材料以卓越的综合性能被广泛用于航空航天、风电和汽车领域,但是由于树脂与增强纤维界面粘合程度不高,使得纤维增强树脂基复合材料在强度和韧性方面的性能仍有待提高。
3.目前,通过添加碳纳米管、石墨烯、碳纤维和纳米硅等纳米颗粒对纤维增强树脂基复合材料进行改性能够一定程度改善树脂基复合材料的强度和韧性,但是这些纳米颗粒价格昂贵,导致纤维增强树脂基复合材料成本居高不下,限制了应用范围。
4.有鉴于此,特提出本发明。
技术实现要素:
5.本发明的目的之一在于提供一种来源广泛、成本低廉的红柳炭化纳米颗粒,以将其添加到纤维增强复合材料中,在改善纤维增强复合材料强度和韧性的同时降低成本,扩大纤维增强复合材料的应用范围。
6.本发明提供的红柳炭化纳米颗粒,主要由红柳炭化后分散得到。
7.优选地,红柳炭化温度为380-420℃,优选为395-405℃,更优选为400℃;
8.优选地,红柳炭化时间为3.5-4.5h,优选为3.8-4.2h,优选为4h;
9.优选地,红柳从室温升温至炭化温度进行炭化,升温速度为4.5-5.5℃/min,优选为4.8-5.2℃/min,优选为5℃/min;
10.优选地,红柳炭化过程中采用惰性气体保护;
11.优选地,所述惰性气体包括氩气。
12.进一步的,红柳先干燥再进行炭化;
13.优选地,所述干燥方式包括烘干、风干和红外干燥方式中的至少一种,优选为烘干;
14.优选地,红柳干燥温度为85-95℃,干燥时间为65-80h;
15.优选地,红柳干燥温度为88-92℃,干燥时间为70-75h;
16.优选地,红柳干燥温度为90℃,干燥时间为72h。
17.进一步的,红柳炭化后先通过研钵磨成红柳炭化粉末,再将红柳炭化粉末放入球磨机中球磨得到红柳炭化纳米颗粒;
18.优选地,球磨机中,红柳炭化粉末与球磨珠质量比为1:(12-18),优选为1:(14-16),更优选为1:15;
19.优选地,球磨机转速为250-350rpm,球磨时间为85-95h;
20.优选地,球磨机的转速为280-320rpm,球磨时间为88-92h;
21.优选地,球磨机的转速为300rpm,球磨时间为90h。
22.进一步的,所述红柳炭化纳米颗粒的粒径为20-500nm,优选为100-500nm,更优选为200-500nm。
23.本发明的目的之二在于提供一种红柳炭化纳米颗粒增强复合材料,包括热固性树脂、增强纤维和本发明目的之一提供的红柳炭化纳米颗粒;
24.优选地,所述红柳炭化纳米颗粒的用量为热固性树脂的0.25wt%-1w%,优选为0.25wt%-0.5wt%。
25.进一步的,所述热固性树脂包括环氧树脂、不饱和聚酯树脂和酚醛树脂中的至少一种,优选为环氧树脂。
26.进一步的,所述增强纤维包括增强纤维包括植物纤维和/或植物纤维织造而成的植物纤维布;
27.优选地,所述植物纤维布包括竹纤维坯布。
28.本发明的目的之三在于提供上述红柳炭化纳米颗粒增强复合材料的制备方法,包括如下步骤:
29.在热固性树脂中加入红柳炭化纳米颗粒,分散均匀,然后加入固化剂混合均匀后,采用真空辅助树脂灌注工艺,灌注在增强纤维上,成型,得到红柳炭化纳米颗粒增强复合材料;
30.优选地,在热固性树脂中加入红柳炭化纳米颗粒后,研磨,以使得红柳炭化纳米颗粒在热固性树脂中分散均匀;
31.优选地,采用研磨机进行研磨;
32.优选地,所述研磨机包括三辊研磨机;
33.优选地,所述三辊研磨机快辊转速为140-150rpm,中辊转速为65-75rpm,慢辊转速为24-28rpm,研磨时间为5000-6000min,研磨次数为2-4次;
34.优选地,所述三辊研磨机快辊转速为145rpm,中辊转速为70rpm,慢辊转速为26rpm,研磨时间为5500,研磨次数为3次。
35.本发明的目的之四在于提供上述红柳炭化纳米颗粒在航空航天、风电、建筑和汽车领域的应用。
36.本发明的目的之五在于提供上述红柳炭化纳米颗粒增强复合材料在航空航天、风电、建筑和汽车领域的应用。
37.本发明提供的红柳炭化纳米颗粒主要由红柳炭化而成,成本低廉,其添加到中纤维增强复合材料中,能够有效提高复合材料的强度和韧性,同时还能够有效降低复合材料成本,扩大复合材料的应用范围。
38.本发明提供的红柳炭化纳米颗粒增强复合材料,通过在热固性树脂中加入红柳炭化纳米颗粒,利用红柳炭化纳米颗粒在热固性树脂与纤维之间形成不连续相结构和红柳炭化纳米颗粒本身力学特性,显著提高复合材料的强度和韧性,同时由于红柳炭化纳米颗粒原料成本低廉,能够有效降低复合材料成本,扩大应用范围。
39.本发明提供的红柳炭化纳米颗粒增强复合材料的制备方法操作简便,能够适用于工业化大生产,有效降低制备成本。
附图说明
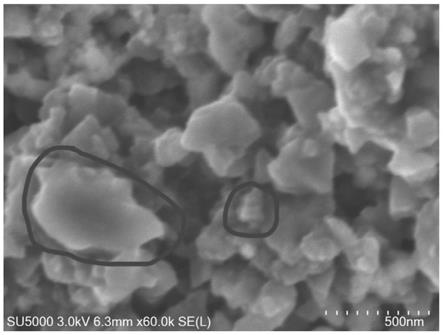
40.图1为实施例1提供的红柳炭化纳米颗粒的透射电镜图;
41.图2为实施例1提供的红柳炭化纳米颗粒的另一角度的透视电镜图。
具体实施方式
42.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.根据本发明的第一个方面,本发明提供了一种红柳炭化纳米颗粒,主要由红柳炭化后分散得到。
44.本发明提供的红柳炭化纳米颗粒主要由红柳炭化而成,成本低廉,其添加到中纤维增强复合材料中,能够有效提高复合材料的强度和韧性,同时还能够有效降低复合材料成本,扩大复合材料的应用范围。
45.红柳是宁夏沙漠地区的一种灌木,主要用来防风固沙,具有生长速度快,繁殖周期短、柔韧耐磨、木质弹性好的优点,当地居民常用作建筑材料。因此,使用红柳制备红柳炭化纳米颗粒以提高纤维增强复合材料的力学性能。
46.在本发明的一种优选实施方式中,红柳炭化温度为380-420℃,优选为395-405℃,更优选为400℃。
47.典型但非限制性的,红柳炭化纳米颗粒在炭化过程中的炭化温度如为380、382、385、388、390、392、395、398、400、402、405、408、410、412、415、418或420℃。
48.本发明通过将红柳炭化温度控制在380-420℃,以使得红柳炭化完全,使得制备得到的红柳炭化纳米颗粒具有优异的性能,以满足改善纤维增强复合材料强度和韧性的要求。当红柳炭化温度在395-405℃时,制备得到的红柳炭化纳米颗粒炭化更为完全,性能更为优异,尤其是当红柳炭化温度为400℃时,得到的红柳炭化纳米颗粒炭化均匀且完成,性能最为优异。
49.在本发明的一种优选实施方式中,红柳炭化时间为3.5-4.5h,优选为3.8-4.2h,优选为4h。
50.典型但非限制性的,红柳炭化时间为3.5、3.8、4、4.2或4.5h。
51.通过控制红柳炭化时间为3.5-4.5h,以使得红柳炭化完全且均匀,使得制备得到的红柳炭化纳米颗粒具有优异的性能,以满足改善纤维增强复合材料强度和韧性的要求。当红柳炭化时间为3.8-4.2h,制备得到的红柳炭化纳米颗粒炭化更为完全,性能更为优异,尤其是当红柳炭化时间为4h时,得到的红柳炭化纳米颗粒炭化均匀且完成,性能最为优异。
52.在本发明的一种优选实施方式中,红柳从室温升温至炭化温度进行炭化,升温速度为4.5-5.5℃/min,优选为4.8-5.2℃/min,优选为5℃/min。
53.典型但非限制性的,红柳从室温升温至炭化温度的升温速度如为4.5、4.8、5、5.5或5℃/min。
54.通过控制红柳从室温升温至炭化温度的升温速度为4.5-5.5℃/min,以避免因升温速度过快影响制备得到的红柳炭化纳米颗粒的质量,同时也避免升温速度过慢影响红柳
炭化纳米颗粒的制备效率,当红柳从室温升温至炭化温度的升温速度为4.8-5.2℃/min时,制备得到的红柳炭化纳米颗粒在保证制备效率的情况下,能够有效保证红柳炭化纳米颗粒的质量,尤其是当红柳从室温升温至炭化温度的升温速度为5℃/min时,在保证制备效率的同时得到的红柳炭化纳米颗粒的质量更为优异。
55.在本发明的一种优选实施方式中,红柳炭化过程中采用惰性气体保护。
56.通过采用惰性气体保护红柳炭化过程,以避免在红柳炭化过程中引入其它杂质,影响红柳炭化纳米颗粒的质量。
57.在本发明进一步优选实施方式中,惰性气体包括氦气氩气。
58.当惰性气体为氩气时,其对红柳高温炭化过程的保护更为优异。
59.在本发明的一种优选实施方式中,采用高温管式炉对红柳进行高温炭化。
60.在本发明的一种优选实施方式中,采用高温管式炉对红柳进行高温炭化时,先将红柳放在瓷舟上,再放入高温管式炉中进行炭化。
61.在本发明的一种优选实施方式中,在红柳进行炭化前,先将红柳干燥,以防止红柳在炭化过程中产生过量焦油。
62.在本发明的一种优选实施方式中,红柳干燥方式包括烘干、风干和红外干燥方式中的至少一种,优选为烘干。
63.上述
“”
至少一种”指的是红柳既可以采用烘干、风干或红外干燥方式中的任意一种方式进行干燥,也可以采用上述任意两种或两种以干燥方式结合使用对红柳进行干燥,尤其是采用烘干的方式对红柳进行干燥效率更高,成本更为低廉。
64.在本发明的一种优选实施方式中,红柳干燥温度为85-95℃,干燥时间为65-80h。
65.典型但非限制性的,红柳干燥温度如为85、88、90、92或95℃,干燥时间如为65、68、70、72、75、78或80h。
66.通过控制红柳干燥温度为85-95℃,干燥时间为65-80h,以防止红柳在炭化过程中产生过量焦油,使得制备得到的红柳炭化纳米颗粒的质量优良,有效改善纤维增强复合材料的强度和韧度,当红柳干燥温度为88-92℃,干燥时间为70-75h时,制备得到的红柳炭化纳米颗粒的质量更为优良,能够更为有效改善纤维增强复合材料的强度和韧度,尤其是红柳干燥温度为90℃,干燥时间为72h,制备得到的红柳炭化纳米颗粒的质量更佳。
67.在本发明的一种优选实施方式中,红柳高温炭化后先通过研钵磨成红柳炭化粉末,再将红柳炭化粉末放入球磨机中球磨得到红柳炭化纳米颗粒;
68.通过先通过研钵磨成红柳炭化粉末,再将红柳炭化粉末放入球磨机中球磨得到红柳炭化纳米颗粒,以便于红柳炭化纳米颗粒具备更为优异的纳米尺寸,更易于分散,更易于与热固性树脂混合均匀。
69.在本发明的一种优选实施方式中,球磨机中,红柳炭化粉末与球磨珠质量比为1:(12-18),优选为1:(14-16),更优选为1:15。
70.典型但非限制性的,红柳炭化粉末与球磨珠的质量比如为1:12、1:13、1:14、1:15、1:16、1:17或1:18。
71.通过控制红柳炭化粉末与球磨珠的质量比为1:(12-18),以使得球磨后的红柳炭化纳米颗粒粒径分布在纳米尺寸,且尺寸分布均匀。当红柳炭化粉末与球磨珠的质量比为1:(14-16)时,研磨得到的红柳炭化纳米颗粒粒径分布更为均匀,更能有效改善纤维增强复
合材料的强度和韧性,尤其是当红柳炭化粉末与球磨珠的质量比为1:15时,制备得到的红柳炭化纳米颗粒粒径分布更为均匀,对纤维增强复合材料的改善性能更佳。
72.在本发明的一种优选实施方式中,球磨机为行星球磨机。
73.在本发明的一种优选实施方式中,球磨机的转速为250-350rpm,球磨时间为85-95h。
74.典型但非限制性的,球磨机的转速如为250、260、270、280、290、300、310、320、330、340或350rpm,球磨时间如为85、86、87、88、89、90、91、92、93、94或95h。
75.在本发明的进一步优选实施方式中,球磨机的转速为280-320rpm,球磨时间为88-92h。
76.在本发明的更进一步优选实施方式中,球磨机的转速为300rpm,球磨时间为90h。
77.通过控制球磨机的转速为250-350rpm,球磨时间为85-95h,以使得球磨后的红柳炭化纳米颗粒粒径分布在纳米尺寸,且尺寸分布均匀。当球磨机的转速为280-320rpm,球磨时间为88-92h时,研磨得到的红柳炭化纳米颗粒粒径分布更为均匀,更能有效改善纤维增强复合材料的强度和韧性,尤其是当球磨机的转速为300rpm,球磨时间为90h时,制备得到的红柳炭化纳米颗粒粒径更小,粒径分布更为均匀,对纤维增强复合材料的改善性能更佳。
78.在本发明的一种优选实施方式中,红柳炭化纳米颗粒的粒径为20-500nm,优选为100-500nm,更优选为200-500nm。
79.典型但非限制性的,红柳炭化纳米颗粒的粒径为20、50、100、200、300、400或500nm。
80.当红柳炭化纳米颗粒的粒径为20-500nm时,易于添加到纤维增强复合材料中,改善复合材料的强度和韧性,当红柳炭化纳米颗粒的粒径为100-500nm时,更能够避免团聚现象的出现,其更易于在纤维增强复合材料中分散均匀,尤其是当红柳炭化纳米颗粒的粒径为200-500nm时,其更易于对纤维增强复合材料进行改性,提高复合材料的强度和韧性。
81.根据本发明的第二个方面,本发明提供了一种红柳炭化纳米颗粒增强复合材料,包括热固性树脂、增强纤维和本发明第一个方面所述的红柳炭化纳米颗粒。
82.本发明提供的红柳炭化纳米颗粒增强复合材料,通过在热固性树脂中加入红柳炭化纳米颗粒,利用红柳炭化纳米颗粒在热固性树脂与纤维之间形成不连续相结构和红柳炭化纳米颗粒本身力学特性,显著提高复合材料的强度和韧性,同时由于红柳炭化纳米颗粒原料成本低廉,能够有效降低复合材料成本,扩大应用范围。
83.在本发明的一种优选实施方式中,红柳炭化纳米颗粒的用量为热固性树脂的0.25wt%-1w%,优选为0.25wt%-0.5wt%。
84.典型但非限制性的,红柳炭化纳米颗粒的用量为热固性树脂的0.25wt%、0.3wt%、0.35wt%、0.4wt%、0.45wt%、0.5wt%、0.6wt%、0.7wt%、0.8tw%、0.9wt%或1wt%。
85.通过控制红柳炭化纳米颗粒的用量为热固性树脂的0.25wt%-1wt%,以使得制备得到的红柳炭化纳米颗粒增强复合材料具有优异的强度和韧性,尤其是当红柳炭化纳米颗粒的用量为热固性树脂的0.25wt%-0.5wt%时,制备得到的红柳炭化纳米颗粒增强复合材料的强度和韧性更为优异。
86.在本发明的一种优选实施方式中,热固性树脂包括环氧树脂、不饱和聚酯树脂和
酚醛树脂中的至少一种,优选为环氧树脂。
87.上述至少一种指的是热固性水即既可以为环氧树脂、不饱和聚酯树脂和酚醛树脂中的任意一种树脂或任意两种树脂的混合物,还可以为上述三种树脂的混合物。
88.在本发明的一种优选实施方式中,增强纤维包括玻璃纤维、碳纤维、植物纤维以及由上述纤维织造成的纤维布,如玻璃纤维布、碳纤维布和植物纤维布等。
89.在本发明的一种优选实施方式中,植物纤维布包括竹纤维坯布。
90.竹子原产我国,为中国的文物标志,其生长迅速,是世界上长得最快的植物。竹子也是自然界存在的一种典型的、具有良好力学性能的生物体,盛产竹子的南方,竹楼是寻常百姓家的房舍。竹子提取出的竹纤维材料强度高、弹性好且密度小,比强度是钢材的3-4倍,具有较高的抗拉强度和抗压强度。经研究表明,竹纤维的拉伸强度和模量均高于香蕉、剑麻和椰子纤维。使用竹纤维制备复合材料价格低廉、强度高、韧性好且环保无污染,因此在建材、装饰、绿色家居领域应用广泛。为了使其应用在车船、轨道交通和航空领域,其力学性能有待进一步提升。
91.在本发明的一种优选实施方式中,采用竹纤维坯布制备复合材料,使得复合材料具备更为优异的强度和强度,同时成本更为低廉。
92.根据本发明的第三个方面,本发明提供了上述红柳炭化纳米颗粒增强复合材料的制备方法,包括如下步骤:
93.在热固性树脂中加入红柳炭化纳米颗粒,分散均匀,然后加入固化剂混合均匀后,采用真空辅助树脂灌注工艺,灌注在增强纤维上,成型,得到红柳炭化纳米颗粒增强复合材料。
94.所述真空辅助树脂灌注(vari)工艺是使用真空袋将增强纤维密封在铝合金模具上,内含脱模布与导流网,使用真空泵产生真空负压,将热固性树脂(已加入固化剂)混合液利用真空负压注入真空袋中,待灌注完毕封闭出胶口和注胶口。
95.在本发明的一种优选实施方式中,成型过程中,第一阶段先从室温升温至65-75℃,保温1.8-2.2h,第二阶段再升温至125-135℃,保温1.8-2.2h,自然冷却,得到红柳炭化纳米颗粒增强复合材料。
96.典型但非限制性的,成型过程中,第一阶段升温至温度如为65、68、70、72或75℃,保温时间如为1.8、1.9、2、2.1或2.2h,第二阶段再升温至的温度如为125、128、130、132或135℃,保温时间如为1.8、1.9、2、2.1或2.2h。
97.在本发明的一种优选实施方式中,成型过程中,第一阶段先从室温升温至70℃,保温2h,第二阶段再升温至130℃,保温2h,自然冷却,得到红柳炭化纳米颗粒增强复合材料。
98.在本发明的进一步优选实施方式中,成型过程中,第一阶段升温和第二阶段升温的升温速率均为1.8-2.2℃/min,优选为2℃/min,以使得制备得到的红柳炭化纳米颗粒增强复合材料性能更为优异。
99.典型但非限制性的,成型过程中,第一升温的升温速率如为1.8、1.9、2、2.1或2.2℃/min;第二阶段升温的升温速率如为1.8、1.9、2、2.1或2.2℃/min。
100.本发明提供的红柳炭化纳米颗粒增强复合材料的制备方法操作简便,能够适用于工业化大生产,有效降低制备成本。
101.在本发明的一种优选实施方式中,在热固性树脂中加入红柳炭化纳米颗粒后,研
磨,以使得红柳炭化纳米颗粒在热固性树脂中分散均匀,再进行灌注成型。
102.在本发明的一种优选实施方式中,采用研磨机进行研磨。
103.在本发明的一种优选实施方式中,研磨机包括三辊研磨机,型号为ss65。
104.在本发明的一种优选实施方式中,三辊研磨机快辊转速为140-150rpm,中辊转速为65-75rpm,慢辊转速为24-28rpm,研磨时间为5000-6000min,研磨次数为2-4次。
105.典型但非限制性的,使用三辊研磨机时,快辊的转速如为140、142、145、148或150rpm,中辊的转速如为65、68、70、72或75rpm,慢辊的转速为24、25、26、27或28rpm,研磨时间如为5000、5200、5500、5800或6000min;研磨次数为2次,3次或4次。
106.在本发明的进一步优选实施方式中,三辊研磨机快辊转速为145rpm,中辊转速为70rpm,慢辊转速为26rpm,研磨时间为5500min,研磨次数为3次时,红柳炭化纳米颗粒在热固性树脂中的分散效果更好。
107.根据本发明的第四个方面,本发明提供了上述红柳炭化纳米颗粒在制备航空航天材料、风电材料、建筑材料和汽车部件中的应用。
108.根据本发明的第五个方面,本发明提供了上述红柳炭化纳米颗粒在航空航天、风电、建筑和汽车领域的应用。
109.下面结合实施例和对比例对本发明提供的技术方案做进一步的描述。
110.实施例1
111.本实施例提供了一种红柳炭化纳米颗粒,其按照如下步骤制备得到:
112.(1)将红柳在烘箱内90℃干燥72h;
113.(2)将干燥后的红柳放置在瓷舟上,放入高温管式炉中炭化,炭化过程中采用氩气保护;高温管式炉从室温以5℃/min的升温速率升温至400℃,升温速率为,保温4h,待冷却到室温后取出,得到炭化后红柳;
114.(3)使用研钵将炭化后的红柳磨成红柳炭化粉末,再放入行星球磨机中球磨。使用行星球磨机时,红柳炭化粉末与球磨珠的质量比为1:15,加无水乙醇盖过物料表面,开启行星球磨机,行星球磨机单向运转,转速300rpm,球磨90h,得到红柳炭化纳米颗粒。
115.实施例2
116.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(1)中烘箱内在85℃烘干75h。
117.实施例3
118.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(2)中,高温管式炉的升温速率为4.5℃/min。
119.实施例4
120.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(2)中,高温管式炉升温至380℃,保温4.5h。
121.实施例5
122.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(2)中,高温管式炉升温至420℃,保温3.5h。
123.实施例6
124.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步
骤(3)中,使用行星球磨机时,红柳炭化粉末与球磨珠的质量比为1:12。
125.实施例7
126.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(3)中,使用行星球磨机时,红柳炭化粉末与球磨珠的质量比为1:16。
127.实施例8
128.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(3)中,使用行星球磨机时,行星球磨机的转速为350rpm,球磨时间为85h。
129.实施例9
130.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(3)中,使用行星球磨机时,行星球磨机的转速为280rpm,球磨时间为92h。
131.实施例10
132.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于未进行步骤(1)。
133.实施例11
134.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(2)中,高温管式炉的升温速率为10℃/min。
135.实施例12
136.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(2)中,高温管式炉升温至300℃,保温2h。
137.实施例13
138.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(3)中,球磨转速为400rpm,球磨时间为50h。
139.实施例14
140.本实施例提供了一种红柳炭化纳米颗粒,本实施例与实施例1的不同之处在于,步骤(3)中,红柳炭化粉末与球磨珠的质量比为1:8。
141.试验例1
142.将实施例1提供的红柳炭化纳米颗粒进行透射电镜(tem)检测,检测结果如图1和图2所示。
143.从图1和图2可以看出,实施例1提供的红柳炭化纳米颗粒的粒径为200-500nm。
144.实施例15
145.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,包括红柳炭化纳米颗粒、环氧树脂和竹纤维坯布,其中红柳炭化纳米颗粒的用量为环氧树脂的0.2wt%(0.6g),竹纤维坯布为10层,尺寸为320mm
×
320mm,环氧树脂300ml,固化剂111ml,环氧树脂密度为1.10~1.20g/cm3,室温粘度为900~1300mpa
·
s,固化剂密度0.90~1.00g/cm3,室温粘度10~18mpa
·
s,上述固化剂购置于惠柏新材料科技(上海)股份有限公司,型号为ml-5417b。
146.实施例16
147.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的0.25wt%(0.75g),所用原料均与实施例15相同,在此不再赘述。
148.实施例17
149.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的0.3wt%(0.9g),所用原料均与实施例15相同,在此不再赘述。
150.实施例18
151.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的0.4wt%(1.2g),所用原料均与实施例15相同,在此不再赘述。
152.实施例19
153.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的0.5wt%(1.5g),所用原料均与实施例15相同,在此不再赘述。
154.实施例20
155.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的0.75wt%(2.25g),所用原料均与实施例15相同,在此不再赘述。
156.实施例21
157.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的1wt%(3g),所用原料均与实施例15相同,在此不再赘述。
158.实施例22
159.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的0.1wt%(0.3g),所用原料均与实施例15相同,在此不再赘述。
160.实施例23
161.本实施例提供了一种红柳炭化纳米颗粒增强复合材料,其与实施例15的不同之处在于,红柳炭化纳米颗粒的用量为环氧树脂的1.2wt%(3.6g),所用原料均与实施例15相同,在此不再赘述。
162.实施例24
163.实施例24提供了上述实施例15-23提供的红柳炭化纳米颗粒增强复合材料的制备方法,包括如下步骤:
164.(1)将环氧树脂和红柳炭化纳米颗粒混合均匀
165.将环氧树脂和红柳炭化纳米颗粒放入ss65三辊研磨机中进行混合,快辊转速145rpm,中辊转速70rpm,慢辊转速26rpm,三次循环分散,确保红柳炭化纳米颗粒在环氧树脂中分散均匀。
166.(2)铺设好10层竹纤维坯布;
167.(3)将步骤(1)得到的环氧树脂和红柳炭化纳米颗粒的混合物中加入固化剂混合均匀,采用真空辅助树脂灌注工艺,灌注在模具中,灌注完毕封闭出胶口和注胶口,从室温以2℃/min的升温速率加热到70℃,保温2h,接着以2℃/min的升温速率加热到130℃保温
2h,自然冷却,得到红柳炭化纳米颗粒增强复合材料。
168.对比例1
169.本对比例提供了一种竹纤维增强复合材料,其与实施例15的不同之处在于,未加入红柳炭化纳米颗粒,其余原料均与实施例15相同,在此不再赘述。
170.对比例1的制备方法同实施例24,在此不再赘述。
171.试验例2
172.将实施例15-23和对比例1提供的红柳炭化纳米颗粒增强复合材料进行拉伸强度、剪切强度和低速冲击峰值检测,结果如表1所示。
173.表1
[0174][0175]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1