一种炭素阳极焙烧炉预制块保温垫及其制备设备和方法与流程
[0001]
本发明涉及一种电解铝用阳极炭块生产的炭素焙烧炉炉体及其材料和材料的制备技术领域。特别是涉及一种炭素阳极焙烧炉预制块保温垫及其制备设备和方法。
背景技术:
[0002]
炭素焙烧炉主要是用来焙烧成型生块炭块,使其成为电解铝所用阳极的装备,其作用是将经高压成型的阳极生块炭块在完全隔绝空气的条件下,根据预先设定的焙烧温度曲线进行焙烧,获得高强度、低电阻导电良好的预焙阳极。炭素焙烧炉的料箱由火道墙和横墙组成,火道墙顶部为耐火材料浇注的预制块组成,每块预制件顶部中间开有一个圆孔,用于测量温度负压、生产情况观察等,预制块圆孔由密封盖封闭盖住,起到密封保温作用。而整体预制块上表面裸露在外直接和空气接触,预制块下火道墙分布着火道,在焙烧过程中产生高温,高温直接传导至预制块,预制块上表面由于直接接触空气,导致散失部分温度。传统的做法是使用冶金焦覆盖预制块,使用不方便,且保温效果不好,影响焙烧的整体温度,影响焙烧预焙阳极的性能,增加焙烧燃烧剂成本。如何防止预制块上表面直接接触空气,防止预制块上表面散失部分温度,提高保温效果,提高焙烧预焙阳极性能和质量,降低焙烧预焙阳极焙烧燃烧剂成本是需要解决的问题。
技术实现要素:
[0003]
本发明要解决的技术问题是:提供一种炭素阳极焙烧炉预制块保温垫;本发明要解决的另一个技术问题是:提供一种炭素阳极焙烧炉预制块保温垫的制备设备及方法。该炭素阳极焙烧炉预制块保温垫覆盖预制块上表面,能防止预制块上表面直接接触空气,防止预制块上表面散失部分温度,提高保温效果,提高焙烧预焙阳极性能和质量,降低焙烧预焙阳极焙烧燃烧剂成本。
[0004]
本发明解决其技术问题所采取的技术方案是:一种炭素阳极焙烧炉预制块保温垫,其特征是:所述炭素阳极焙烧炉预制块保温垫原料由耐高温纤维散棉、耐高温矾土细粉、添加剂、溶剂四部分组成:
[0005]
所述耐高温纤维散棉占总制品重量分数为65-75,耐高温纤维散棉为轻质耐高温块状陶瓷纤维棉,所述耐高温矾土细粉占总制品重量分数为20-30,耐高温矾土细粉为100目耐高温矾土细粉;
[0006]
所述添加剂为蓝晶石细粉、莫来石细粉、硅细粉、陶瓷土细粉的组合物,其组分中各成分重量分数如下:
[0007][0008]
所述溶剂为耐高温硅溶剂,浓度>50%(重量百分比),为所述耐高温纤维散棉、耐高温矾土细粉和添加剂掺配后搅拌的溶剂。
[0009]
一种炭素阳极焙烧炉预制块保温垫的制备设备,其特征是:包括高位搅拌筒、低位搅拌筒、保温垫双层模具,还包括耐高温硅溶剂供料真空罐、均匀混合浇注材料调剂真空罐、均匀混合浇注材料正反转输送泵,还包括控制系统;耐高温硅溶剂供料真空罐罐体的上部位置上依次设置有耐高温硅溶剂液位显示计和容量指示表,耐高温硅溶剂供料真空罐罐体顶部还设置有a安全阀,均匀混合浇注材料调剂真空罐罐体的上部位置上依次设置有均匀混合浇注材料液位显示计和容量指示表,均匀混合浇注材料调剂真空罐罐体顶部还设置有b安全阀,高位搅拌筒具有能打开的密封盖,高位搅拌筒带有a搅拌器,低位搅拌筒带有b搅拌器,高位搅拌筒带有的a搅拌器由a减速电机驱动,低位搅拌筒带有的b搅拌器由b减速电机驱动,高位搅拌筒使用机架安装在钢混地台右侧的位置上,低位搅拌筒贴靠高位搅拌筒安装在高位搅拌筒左侧的钢混地台上,一根连接管道的上端部与高位搅拌筒筒底贯通连接、下端部与低位搅拌筒具有的筒顶盖贯通连接,上端部与高位搅拌筒筒底贯通连接、下端部与低位搅拌筒具有的筒顶盖贯通连接的该一根连接管道还安装着电磁阀;耐高温硅溶剂供料真空罐使用安装座安装在高位搅拌筒右侧的钢混地台上,还包括耐高温硅溶剂输送泵,耐高温硅溶剂输送泵使用安装座安装在高位搅拌筒与耐高温硅溶剂供料真空罐之间的机架上,耐高温硅溶剂输送泵的输入口和输出口分别使用管道段依次与耐高温硅溶剂供料真空罐罐体左侧下部位置贯通密封连接、高位搅拌筒筒体右侧下部位置贯通密封连接;均匀混合浇注材料调剂真空罐使用安装座安装在低位搅拌筒左侧的钢混地台上,保温垫双层模具使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐左侧的钢混地台上,使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐左侧钢混地台上的保温垫双层模具内层由80目不锈钢冲孔材料制成,一根均匀混合浇注材料输送管道一端与均匀混合浇注材料调剂真空罐罐体右侧中、上部位置贯通密封连接,另一端与保温垫双层模具具有的浇筑口密封连接;所述均匀混合浇注材料正反转输送泵使用安装座安装在低位搅拌筒与均匀混合浇注材料调剂真空罐之间的钢混地台上,均匀混合浇注材料正反转输送泵的输入口和输出口分别使用管道段依次与低位搅拌筒筒体左侧下部位置贯通密封连接、均匀混合浇注材料调剂真空罐罐体右侧下部位置贯通密封连接;还包括液态耐高温硅溶剂回抽泵,液态耐高温硅溶剂回抽泵使用安装座安装在保温垫双层模具安装支架右侧的钢混地台上,使用安装座安装在保温垫双层模具安装支架右侧钢混地台上的液态耐高温硅溶剂回抽泵输入口和输出口分别使用管道段依次与该保温垫双层模具底端设置的抽气管密封连接、均匀混合浇注材料调剂真空罐罐体左侧下部位置贯通密封连接,所述保温垫双层模具为具有双层夹壁的预制块保温垫负压模具。
[0010]
高位搅拌筒、低位搅拌筒、保温垫双层模具均采用现有技术;所述控制系统由电控柜和控制柜组成采用现有技术,电控柜有开关、启动、及急停设置;控制柜设置有高位搅拌筒a减速电机、低位搅拌筒b减速电机、耐高温硅溶剂输送泵、均匀混合浇注材料正反转输送泵、液态耐高温硅溶剂回抽泵启动及停止键、紧急停止键、全自动键、手动键,实现控制系统的安全化、自动运行或手工干预运行。
[0011]
一种炭素阳极焙烧炉预制块保温垫的制备方法,其特征是:包括下述步骤:
[0012]
a、将所述耐高温纤维散棉、耐高温矾土细粉、添加剂按上述重量分数配料备用;
[0013]
b、启动耐高温硅溶剂输送泵,将耐高温硅溶剂供料真空罐储存的耐高温硅溶剂按照耐高温纤维散棉、耐高温矾土细粉、添加剂配料的8-10倍重量分数抽取至带有a搅拌器的高位搅拌筒内;
[0014]
c、将按照重量分数配料的耐高温纤维散棉、耐高温矾土细粉、添加剂加入装有其8-10倍重量分数耐高温硅溶剂的带有a搅拌器的高位搅拌筒内搅拌45-60分钟,经过初次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂混合材料沿连接管道由高位搅拌筒进入带有b搅拌器的低位搅拌筒内搅拌15-20分钟,经过再次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料由均匀混合浇注材料正反转输送泵正向输送至均匀混合浇注材料调剂真空罐并依次注入具有双层夹壁的预制块保温垫负压模具,耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料注入具有双层夹壁的预制块保温垫负压模具后,由液态耐高温硅溶剂回抽泵通过夹层空隙和压力差把液态耐高温硅溶剂抽走输送至均匀混合浇注材料调剂真空罐,形成预制块保温垫;自然风干48小时,再经150-200℃烘干48小时后制得预制块保温垫成品;
[0015]
d、当由均匀混合浇注材料正反转输送泵正向输送至均匀混合浇注材料调剂真空罐并依次注入具有双层夹壁的预制块保温垫负压模具的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料出现多余时,启动均匀混合浇注材料正反转输送泵,使均匀混合浇注材料正反转输送泵反向转动将注入具有双层夹壁的预制块保温垫负压模具的多余耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料输送至均匀混合浇注材料调剂真空罐。
[0016]
本发明的有益效果是:本发明的原料采用了轻质耐高温块状陶瓷纤维棉和耐高温矾土细粉组成,形成轻质性和可靠性;添加剂为蓝晶石细粉、莫来石细粉、硅细粉、陶瓷土细粉的四种混合物,填充原料空隙和增强本发明预制块保温垫的光洁度;溶剂为耐高温硅溶剂;按上述重量份数配合,经高位搅拌筒、低位搅拌筒搅拌混合均匀后,块状纤维棉破碎为团絮状纤维棉和耐高温矾土细粉结合在一起,上述添加剂均匀附着在纤维棉和耐高温高铝熟料的的间隙,四周被耐高温硅溶剂浸润;上述各项材料均匀的结合为本发明预制块保温垫的混合材料,使构成本发明预制块保温垫的混合材料具有轻质、高强度、耐高温、保温性能好的特性,耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料材料在具有双层夹壁的预制块保温垫负压模具中经过液态耐高温硅溶剂回抽泵吸走液态耐高温硅溶剂,自然风干48小时,再经150-200℃烘干48小时后制成本发明炭素阳极焙烧炉预制块保温垫。本发明炭素阳极焙烧炉预制块保温垫覆盖预制块上表面,防止了预制块上表面直接接触空气,防止了预制块上表面散失部分温度,提高了保温效果,提高了焙烧预焙阳极性能和质量,降低了焙烧预焙阳极焙烧燃烧剂成本;本发明炭素阳极焙烧炉预制块保
温垫相比较传统的使用冶金焦覆盖预制块,具有使用方便,保温效果提高15%-40%,焙烧燃烧剂降低消耗10%的有益效果,具有积极的推广价值。
附图说明
[0017]
下面结合附图和实施例对本发明进一步说明;
[0018]
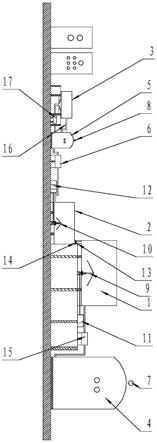
图1是本发明炭素阳极焙烧炉预制块保温垫制备设备的结构示意图;
[0019]
附图中:1.高位搅拌筒、2.低位搅拌筒、3.保温垫双层模具、4.耐高温硅溶剂供料真空罐、5.均匀混合浇注材料调剂真空罐、6.均匀混合浇注材料正反转输送泵、7.a安全阀、8.b安全阀、9.a搅拌器、10.b搅拌器、11.a减速电机、12.b减速电机、13.连接管道、14.电磁阀、15.耐高温硅溶剂输送泵、16.均匀混合浇注材料输送管道、17.液态耐高温硅溶剂回抽泵。
具体实施方式
[0020]
本发明的具体实施方式是:
[0021]
实施例1,
[0022]
一种炭素阳极焙烧炉预制块保温垫,其特征是:所述炭素阳极焙烧炉预制块保温垫原料由耐高温纤维散棉、耐高温矾土细粉、添加剂、溶剂四部分组成:
[0023]
所述耐高温纤维散棉占总制品重量分数为65,耐高温纤维散棉为轻质耐高温块状陶瓷纤维棉,所述耐高温矾土细粉占总制品重量分数为30,耐高温矾土细粉为100目耐高温矾土细粉;
[0024]
所述添加剂为蓝晶石细粉、莫来石细粉、硅细粉、陶瓷土细粉的组合物,其组分中各成分重量分数如下:
[0025][0026]
所述溶剂为耐高温硅溶剂,浓度>50%(重量百分比),为所述耐高温纤维散棉、耐高温矾土细粉和添加剂掺配后搅拌的溶剂。
[0027]
如图1所示:一种炭素阳极焙烧炉预制块保温垫的制备设备,其特征是:包括高位搅拌筒1、低位搅拌筒2、保温垫双层模具3,还包括耐高温硅溶剂供料真空罐4、均匀混合浇注材料调剂真空罐5、均匀混合浇注材料正反转输送泵6,还包括控制系统;耐高温硅溶剂供料真空罐4罐体的上部位置上依次设置有耐高温硅溶剂液位显示计和容量指示表,耐高温硅溶剂供料真空罐4罐体顶部还设置有a安全阀7,均匀混合浇注材料调剂真空罐5罐体的上部位置上依次设置有均匀混合浇注材料液位显示计和容量指示表,均匀混合浇注材料调剂真空罐5罐体顶部还设置有b安全阀8,高位搅拌筒1具有能打开的密封盖,高位搅拌筒1带有a搅拌器9,低位搅拌筒2带有b搅拌器10,高位搅拌筒1带有的a搅拌器由a减速电机11驱动,
低位搅拌筒带2有的b搅拌器由b减速电机12驱动,高位搅拌筒1使用机架安装在钢混地台右侧的位置上,低位搅拌筒2贴靠高位搅拌筒1安装在高位搅拌筒左侧的钢混地台上,一根连接管道13的上端部与高位搅拌筒1筒底贯通连接、下端部与低位搅拌筒2具有的筒顶盖贯通连接,上端部与高位搅拌筒1筒底贯通连接、下端部与低位搅拌筒2具有的筒顶盖贯通连接的该一根连接管道13还安装着电磁阀14;耐高温硅溶剂供料真空罐4使用安装座安装在高位搅拌筒1右侧的钢混地台上,还包括耐高温硅溶剂输送泵15,耐高温硅溶剂输送泵15使用安装座安装在高位搅拌筒1与耐高温硅溶剂供料真空罐4之间的机架上,耐高温硅溶剂输送泵15的输入口和输出口分别使用管道段依次与耐高温硅溶剂供料真空罐4罐体左侧下部位置贯通密封连接、高位搅拌筒1筒体右侧下部位置贯通密封连接;均匀混合浇注材料调剂真空罐5使用安装座安装在低位搅拌筒2左侧的钢混地台上,保温垫双层模3具使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐5左侧的钢混地台上,使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐5左侧钢混地台上的保温垫双层模具3内层由80目不锈钢冲孔材料制成,一根均匀混合浇注材料输送管道16一端与均匀混合浇注材料调剂真空罐5罐体右侧中、上部位置贯通密封连接,另一端与保温垫双层模3具具有的浇筑口密封连接,所述均匀混合浇注材料正反转输送泵6使用安装座安装在低位搅拌筒2与均匀混合浇注材料调剂真空罐5之间的钢混地台上,均匀混合浇注材料正反转输送泵6的输入口和输出口分别使用管道段依次与低位搅拌筒2筒体左侧下部位置贯通密封连接、均匀混合浇注材料调剂真空罐5罐体右侧下部位置贯通密封连接;还包括液态耐高温硅溶剂回抽泵17,液态耐高温硅溶剂回抽泵17使用安装座安装在保温垫双层模具安装支架右侧的钢混地台上,使用安装座安装在保温垫双层模具安装支架右侧钢混地台上的液态耐高温硅溶剂回抽泵17输入口和输出口分别使用管道段依次与该保温垫双层模具3底端设置的抽气管密封连接、均匀混合浇注材料调剂真空罐5罐体左侧下部位置贯通密封连接,所述保温垫双层模具3为具有双层夹壁的预制块保温垫负压模具。
[0028]
一种炭素阳极焙烧炉预制块保温垫的制备方法,其特征是:包括下述步骤:
[0029]
a、将所述耐高温纤维散棉、耐高温矾土细粉、添加剂按上述重量分数配料备用;
[0030]
b、启动耐高温硅溶剂输送泵15,将耐高温硅溶剂供料真空罐4储存的耐高温硅溶剂按照耐高温纤维散棉、耐高温矾土细粉、添加剂配料的8倍重量分数抽取至带有a搅拌器的高位搅拌筒1内;
[0031]
c、将按照重量分数配料的耐高温纤维散棉、耐高温矾土细粉、添加剂加入装有其8倍重量分数耐高温硅溶剂的带有a搅拌器的高位搅拌筒1内搅拌45分钟,经过初次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂混合材料沿连接管道13由高位搅拌筒1进入带有b搅拌器的低位搅拌筒2内搅拌20分钟,经过再次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料由均匀混合浇注材料正反转输送泵6正向转动输送至均匀混合浇注材料调剂真空罐5并依次注入具有双层夹壁的预制块保温垫负压模具,耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料注入具有双层夹壁的预制块保温垫负压模具后,由液态耐高温硅溶剂回抽泵17通过夹层空隙和压力差把液态耐高温硅溶剂抽走输送至均匀混合浇注材料调剂真空罐5,形成预制块保温垫;自然风干48小时,再经150℃烘干48小时后制得预制块保温垫成品;
[0032]
d、当由均匀混合浇注材料正反转输送泵6正向输送至均匀混合浇注材料调剂真空
罐5并依次注入具有双层夹壁的预制块保温垫负压模具的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料出现多余时,启动均匀混合浇注材料正反转输送泵6,使均匀混合浇注材料正反转输送泵6反向转动将注入具有双层夹壁的预制块保温垫负压模具的多余耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料输送至均匀混合浇注材料调剂真空罐5。
[0033]
实施例2,
[0034]
一种炭素阳极焙烧炉预制块保温垫,其特征是:所述炭素阳极焙烧炉预制块保温垫原料由耐高温纤维散棉、耐高温矾土细粉、添加剂、溶剂四部分组成:
[0035]
所述耐高温纤维散棉占总制品重量分数为70,耐高温纤维散棉为轻质耐高温块状陶瓷纤维棉,所述耐高温矾土细粉占总制品重量分数为25,耐高温矾土细粉为100目耐高温矾土细粉;
[0036]
所述添加剂为蓝晶石细粉、莫来石细粉、硅细粉、陶瓷土细粉的组合物,其组分中各成分重量分数如下:
[0037][0038]
所述溶剂为耐高温硅溶剂,浓度>50%(重量百分比),为所述耐高温纤维散棉、耐高温矾土细粉和添加剂掺配后搅拌的溶剂。
[0039]
如图1所示:一种炭素阳极焙烧炉预制块保温垫的制备设备,其特征是:包括高位搅拌筒1、低位搅拌筒2、保温垫双层模具3,还包括耐高温硅溶剂供料真空罐4、均匀混合浇注材料调剂真空罐5、均匀混合浇注材料正反转输送泵6,还包括控制系统;耐高温硅溶剂供料真空罐4罐体的上部位置上依次设置有耐高温硅溶剂液位显示计和容量指示表,耐高温硅溶剂供料真空罐4罐体顶部还设置有a安全阀7,均匀混合浇注材料调剂真空罐5罐体的上部位置上依次设置有均匀混合浇注材料液位显示计和容量指示表,均匀混合浇注材料调剂真空罐5罐体顶部还设置有b安全阀8,高位搅拌筒1具有能打开的密封盖,高位搅拌筒1带有a搅拌器9,低位搅拌筒2带有b搅拌器10,高位搅拌筒1带有的a搅拌器由a减速电机11驱动,低位搅拌筒带2有的b搅拌器由b减速电机12驱动,高位搅拌筒1使用机架安装在钢混地台右侧的位置上,低位搅拌筒2贴靠高位搅拌筒1安装在高位搅拌筒左侧的钢混地台上,一根连接管道13的上端部与高位搅拌筒1筒底贯通连接、下端部与低位搅拌筒2具有的筒顶盖贯通连接,上端部与高位搅拌筒1筒底贯通连接、下端部与低位搅拌筒2具有的筒顶盖贯通连接的该一根连接管道13还安装着电磁阀14;耐高温硅溶剂供料真空罐4使用安装座安装在高位搅拌筒1右侧的钢混地台上,还包括耐高温硅溶剂输送泵15,耐高温硅溶剂输送泵15使用安装座安装在高位搅拌筒1与耐高温硅溶剂供料真空罐4之间的机架上,耐高温硅溶剂输送泵15的输入口和输出口分别使用管道段依次与耐高温硅溶剂供料真空罐4罐体左侧下部位置贯通密封连接、高位搅拌筒1筒体右侧下部位置贯通密封连接;均匀混合浇注材料调剂真
空罐5使用安装座安装在低位搅拌筒2左侧的钢混地台上,保温垫双层模3具使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐5左侧的钢混地台上,使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐5左侧钢混地台上的保温垫双层模具3内层由80目不锈钢冲孔材料制成,一根均匀混合浇注材料输送管道16一端与均匀混合浇注材料调剂真空罐5罐体右侧中、上部位置贯通密封连接,另一端与保温垫双层模3具具有的浇筑口密封连接,所述均匀混合浇注材料正反转输送泵6使用安装座安装在低位搅拌筒2与均匀混合浇注材料调剂真空罐5之间的钢混地台上,均匀混合浇注材料正反转输送泵6的输入口和输出口分别使用管道段依次与低位搅拌筒2筒体左侧下部位置贯通密封连接、均匀混合浇注材料调剂真空罐5罐体右侧下部位置贯通密封连接;还包括液态耐高温硅溶剂回抽泵17,液态耐高温硅溶剂回抽泵17使用安装座安装在保温垫双层模具安装支架右侧的钢混地台上,使用安装座安装在保温垫双层模具安装支架右侧钢混地台上的液态耐高温硅溶剂回抽泵17输入口和输出口分别使用管道段依次与该保温垫双层模具3底端设置的抽气管密封连接、均匀混合浇注材料调剂真空罐5罐体左侧下部位置贯通密封连接,所述保温垫双层模具3为具有双层夹壁的预制块保温垫负压模具。
[0040]
一种炭素阳极焙烧炉预制块保温垫的制备方法,其特征是:包括下述步骤:
[0041]
a、将所述耐高温纤维散棉、耐高温矾土细粉、添加剂按上述重量分数配料备用;
[0042]
b、启动耐高温硅溶剂输送泵15,将耐高温硅溶剂供料真空罐4储存的耐高温硅溶剂按照耐高温纤维散棉、耐高温矾土细粉、添加剂配料的9倍重量分数抽取至带有a搅拌器的高位搅拌筒1内;
[0043]
c、将按照重量分数配料的耐高温纤维散棉、耐高温矾土细粉、添加剂加入装有其9倍重量分数耐高温硅溶剂的带有a搅拌器的高位搅拌筒1内搅拌50分钟,经过初次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂混合材料沿连接管道13由高位搅拌筒1进入带有b搅拌器的低位搅拌筒2内搅拌20分钟,经过再次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料由均匀混合浇注材料正反转输送泵6正向转动输送至均匀混合浇注材料调剂真空罐5并依次注入具有双层夹壁的预制块保温垫负压模具,耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料注入具有双层夹壁的预制块保温垫负压模具后,由液态耐高温硅溶剂回抽泵17通过夹层空隙和压力差把液态耐高温硅溶剂抽走输送至均匀混合浇注材料调剂真空罐5,形成预制块保温垫;自然风干48小时,再经175℃烘干48小时后制得预制块保温垫成品;
[0044]
d、当由均匀混合浇注材料正反转输送泵6正向输送至均匀混合浇注材料调剂真空罐5并依次注入具有双层夹壁的预制块保温垫负压模具的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料出现多余时,启动均匀混合浇注材料正反转输送泵6,使均匀混合浇注材料正反转输送泵6反向转动将注入具有双层夹壁的预制块保温垫负压模具的多余耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料输送至均匀混合浇注材料调剂真空罐5。
[0045]
实施例3,
[0046]
一种炭素阳极焙烧炉预制块保温垫,其特征是:所述炭素阳极焙烧炉预制块保温垫原料由耐高温纤维散棉、耐高温矾土细粉、添加剂、溶剂四部分组成:
[0047]
所述耐高温纤维散棉占总制品重量分数为75,耐高温纤维散棉为轻质耐高温块状
陶瓷纤维棉,所述耐高温矾土细粉占总制品重量分数为20,耐高温矾土细粉为100目耐高温矾土细粉;
[0048]
所述添加剂为蓝晶石细粉、莫来石细粉、硅细粉、陶瓷土细粉的组合物,其组分中各成分重量分数如下:
[0049][0050]
所述溶剂为耐高温硅溶剂,浓度>50%(重量百分比),为所述耐高温纤维散棉、耐高温矾土细粉和添加剂掺配后搅拌的溶剂。
[0051]
如图1所示:一种炭素阳极焙烧炉预制块保温垫的制备设备,其特征是:包括高位搅拌筒1、低位搅拌筒2、保温垫双层模具3,还包括耐高温硅溶剂供料真空罐4、均匀混合浇注材料调剂真空罐5、均匀混合浇注材料正反转输送泵6,还包括控制系统;耐高温硅溶剂供料真空罐4罐体的上部位置上依次设置有耐高温硅溶剂液位显示计和容量指示表,耐高温硅溶剂供料真空罐4罐体顶部还设置有a安全阀7,均匀混合浇注材料调剂真空罐5罐体的上部位置上依次设置有均匀混合浇注材料液位显示计和容量指示表,均匀混合浇注材料调剂真空罐5罐体顶部还设置有b安全阀8,高位搅拌筒1具有能打开的密封盖,高位搅拌筒1带有a搅拌器9,低位搅拌筒2带有b搅拌器10,高位搅拌筒1带有的a搅拌器由a减速电机11驱动,低位搅拌筒带2有的b搅拌器由b减速电机12驱动,高位搅拌筒1使用机架安装在钢混地台右侧的位置上,低位搅拌筒2贴靠高位搅拌筒1安装在高位搅拌筒左侧的钢混地台上,一根连接管道13的上端部与高位搅拌筒1筒底贯通连接、下端部与低位搅拌筒2具有的筒顶盖贯通连接,上端部与高位搅拌筒1筒底贯通连接、下端部与低位搅拌筒2具有的筒顶盖贯通连接的该一根连接管道13还安装着电磁阀14;耐高温硅溶剂供料真空罐4使用安装座安装在高位搅拌筒1右侧的钢混地台上,还包括耐高温硅溶剂输送泵15,耐高温硅溶剂输送泵15使用安装座安装在高位搅拌筒1与耐高温硅溶剂供料真空罐4之间的机架上,耐高温硅溶剂输送泵15的输入口和输出口分别使用管道段依次与耐高温硅溶剂供料真空罐4罐体左侧下部位置贯通密封连接、高位搅拌筒1筒体右侧下部位置贯通密封连接;均匀混合浇注材料调剂真空罐5使用安装座安装在低位搅拌筒2左侧的钢混地台上,保温垫双层模3具使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐5左侧的钢混地台上,使用保温垫双层模具安装支架安装在均匀混合浇注材料调剂真空罐5左侧钢混地台上的保温垫双层模具3内层由80目不锈钢冲孔材料制成,一根均匀混合浇注材料输送管道16一端与均匀混合浇注材料调剂真空罐5罐体右侧中、上部位置贯通密封连接,另一端与保温垫双层模3具具有的浇筑口密封连接,所述均匀混合浇注材料正反转输送泵6使用安装座安装在低位搅拌筒2与均匀混合浇注材料调剂真空罐5之间的钢混地台上,均匀混合浇注材料正反转输送泵6的输入口和输出口分别使用管道段依次与低位搅拌筒2筒体左侧下部位置贯通密封连接、均匀混合浇注材料调剂真空罐5罐体右侧下部位置贯通密封连接;还包括液态耐高温硅溶剂
回抽泵17,液态耐高温硅溶剂回抽泵17使用安装座安装在保温垫双层模具安装支架右侧的钢混地台上,使用安装座安装在保温垫双层模具安装支架右侧钢混地台上的液态耐高温硅溶剂回抽泵17输入口和输出口分别使用管道段依次与该保温垫双层模具3底端设置的抽气管密封连接、均匀混合浇注材料调剂真空罐5罐体左侧下部位置贯通密封连接,所述保温垫双层模具3为具有双层夹壁的预制块保温垫负压模具。
[0052]
一种炭素阳极焙烧炉预制块保温垫的制备方法,其特征是:包括下述步骤:
[0053]
a、将所述耐高温纤维散棉、耐高温矾土细粉、添加剂按上述重量分数配料备用;
[0054]
b、启动耐高温硅溶剂输送泵15,将耐高温硅溶剂供料真空罐4储存的耐高温硅溶剂按照耐高温纤维散棉、耐高温矾土细粉、添加剂配料的10倍重量分数抽取至带有a搅拌器的高位搅拌筒1内;
[0055]
c、将按照重量分数配料的耐高温纤维散棉、耐高温矾土细粉、添加剂加入装有其10倍重量分数耐高温硅溶剂的带有a搅拌器的高位搅拌筒1内搅拌60分钟,经过初次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂混合材料沿连接管道13由高位搅拌筒1进入带有b搅拌器的低位搅拌筒2内搅拌15分钟,经过再次搅拌混合的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料由均匀混合浇注材料正反转输送泵6正向转动输送至均匀混合浇注材料调剂真空罐5并依次注入具有双层夹壁的预制块保温垫负压模具,耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料注入具有双层夹壁的预制块保温垫负压模具后,由液态耐高温硅溶剂回抽泵17通过夹层空隙和压力差把液态耐高温硅溶剂抽走输送至均匀混合浇注材料调剂真空罐5,形成预制块保温垫;自然风干48小时,再经200℃烘干48小时后制得预制块保温垫成品;
[0056]
d、当由均匀混合浇注材料正反转输送泵6正向输送至均匀混合浇注材料调剂真空罐5并依次注入具有双层夹壁的预制块保温垫负压模具的耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料出现多余时,启动均匀混合浇注材料正反转输送泵6,使均匀混合浇注材料正反转输送泵6反向转动将注入具有双层夹壁的预制块保温垫负压模具的多余耐高温纤维散棉、耐高温矾土细粉、添加剂、耐高温硅溶剂均匀混合浇注材料输送至均匀混合浇注材料调剂真空罐5。
[0057]
本发明的保护范围不限于上述实施方式所描述的范围,凡是依据本技术发明原理所做的技术变形,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1