一种无水泥钢包水口座砖的制作方法
[0001]
本发明涉及一种无水泥钢包水口座砖,属于炼钢设备技术领域。
背景技术:
[0002]
实际生产过程中发现,由于钢包水口座砖侵蚀过快、断裂、冷钢等。随着钢铁连铸技术的发展,特别是实现了炉外精炼和全连铸生产工艺后,铸机产量高且产品品种结构复杂,因此,要求生产过程中必须稳定,并且对钢包生产节奏、钢包耐火材料和切筑质量要求非常严格。钢包水口座砖异常下线(过侵蚀、断裂、冷钢等)造成钢包被迫停用,是影响生产稳定运行和保证钢包使用安全性的制约因素。因此需要钢包水口座砖,具有优良的抗渣性、耐冲刷性、抗侵蚀性、优良抗热震稳定性;但是,现有技术中普遍使用的钢包水口座砖,在使用过程中经常出现过侵蚀现象,要求钢包提前下线进行水口座砖修补或者拆除,影响钢包周转速度和使用寿命。
技术实现要素:
[0003]
为了解决当前技术中存在的问题,本发明的目的是提供一种无水泥钢包水口座砖,从结构和制备材料上提高水口座砖的寿命,从而提高钢包整体寿命,并能减少材料的消耗量,节约成本,提高经济效益。
[0004]
为达到上述目的,本发明所采用的技术手段是:一种无水泥钢包水口座砖,制备材料由以下重量比组成:95% 镁砂和刚玉原料、4.5% p-al2o3粉结合剂、0.4%减水剂、0.1%缓凝剂。
[0005]
经技术人员研究,现有的钢包水口座砖,多以水泥作为结合剂,水泥作为结合剂在使用过程中极易造成侵蚀现象,在研究后,调整结合剂为p-al2o3,并限定具体重量比,能解决水泥作为结合剂带来的侵蚀问题。
[0006]
进一步的,所述无水泥钢包水口座砖的制备方法,步骤如下:步骤1、取原料骨料:刚玉5-3mm、3-1mm、1-0mm、325目;镁砂:1-0mm、200目;步骤2、制备预混合粉:按重量比,将p-al2o3、减水剂、200目镁砂细粉、325目刚玉细粉这些细粉料混合,备用;步骤3、混炼:将步骤1中的剩余骨料,加入到混练机中,加入步骤2中的预混合料,混练15-20分钟,混炼结束后从混炼机中放出泥料;步骤4、将泥料加入强制式搅拌机,加5%水,搅拌8-12分钟;步骤5、将步骤4中搅拌好的料倒入已经准备好的模具中,经过震动平台振动成型,放置室温养护48小时拆模,然后烘烤,严格按照升温曲线来烘烤;步骤6、烘烤曲线:从室温开始,经过8h升温到120℃,保温4h,而后,再经过4h升温到200℃,保温4h,再经过6h升温到370℃,保温8h,经过30h降温到室温。
[0007]
进一步的,所述无水泥钢包水口座砖,在座砖上端面向座砖体内设置依次连接的圆柱体内孔i、倒圆锥台体孔、圆柱体内孔ii、圆锥台体孔、圆柱体内孔iii,圆柱体内孔iii
的下口位于座砖的下端面;圆柱体内孔i的孔壁至座砖体外壁的尺寸不小于50mm,圆柱体内孔i与圆柱体内孔ii的孔径比大于3:1。
[0008]
更进一步的,所述座砖体为四方体和在四方体下端设置的圆柱体构成。
[0009]
更进一步的,所述四方体和四方体下端设置的圆柱体的高度比在7~8倍之间。
[0010]
更进一步的,所述四方体和四方体下端设置的圆柱体连接处倒角。
[0011]
更进一步的,所述圆柱体内孔ii的孔径与座砖体外径的比为1:5。
[0012]
更进一步的,所述圆柱体内孔ii的高度与座砖体外径的比为1:7。
[0013]
本发明的有益效果在于:座砖体内孔结构的设计,提高了抗渣性、耐冲刷性、抗侵蚀性,水口座砖的寿命时间延长了35%,和现有技术的原料使用相比,在相同的冶炼条件下使用,无水泥水口座砖表现了优异的性能,抗侵蚀性强、侵蚀速率低、提高钢包冶炼次数、减少材料的消耗量同时提高了产量和经济效益。
附图说明
[0014]
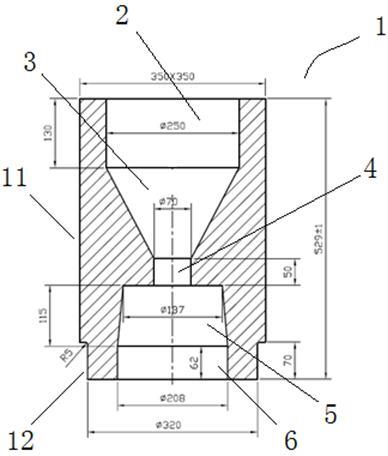
图1、为本发明的结构示意图;图中:1、座砖体,11、四方体,12、圆柱体,2、圆柱体内孔i,3、倒圆锥台体孔,4、圆柱体内孔ii,5、圆锥台体孔,6、圆柱体内孔iii。
具体实施方式
[0015]
一种无水泥钢包水口座砖,制备材料由以下重量比组成:95% 镁砂和刚玉原料、4.5% p-al2o3粉结合剂、0.4%减水剂、0.1%缓凝剂。
[0016]
经技术人员研究,现有的钢包水口座砖,多以水泥作为结合剂,水泥作为结合剂在使用过程中极易造成侵蚀现象,在研究后,调整结合剂为p-al2o3,并限定具体重量比,能解决水泥作为结合剂带来的侵蚀问题。
[0017]
所述无水泥钢包水口座砖的制备方法,步骤如下:步骤1、取原料骨料:刚玉5-3mm、3-1mm、1-0mm、325目;镁砂:1-0mm、200目;步骤2、制备预混合粉:按重量比,将p-al2o3、减水剂、200目镁砂细粉、325目刚玉细粉这些细粉料混合,备用;步骤3、混炼:将步骤1中的剩余骨料,加入到混练机中,加入步骤2中的预混合料,混练15-20分钟,混炼结束后从混炼机中放出泥料;步骤4、将泥料加入强制式搅拌机,加5%水,搅拌8-12分钟;步骤5、将步骤4中搅拌好的料倒入已经准备好的模具中,经过震动平台振动成型,放置室温养护48小时拆模,然后烘烤,严格按照升温曲线来烘烤;步骤6、烘烤曲线:从室温开始,经过8h升温到120℃,保温4h,而后,再经过4h升温到200℃,保温4h,再经过6h升温到370℃,保温8h,经过30h降温到室温。
[0018]
如图1所示的无水泥钢包水口座,座砖体1(高529
±
1mm)为四方体11(350mm x 350mm)和在四方体下端设置的圆柱体12(外径320mm,高度70mm)构成。
[0019]
作为外形结构的设计,所述四方体11和四方体下端设置的圆柱体12的高度比在7~8倍之间。
[0020]
作为外形结构的设计,所述四方体11和四方体下端设置的圆柱体12连接处倒角。
[0021]
在座砖上端面向座砖体1内设置依次连接的圆柱体内孔i 2(孔径为250mm,孔高为130mm)、倒圆锥台体孔3(上端面孔径为250mm、下端面孔径为70mm)、圆柱体内孔ii4(孔径为70mm)、圆锥台体孔5(上端面孔径为187mm、下端面孔径为208mm)、圆柱体内孔iii6(孔径为208mm),圆柱体内孔iii的下口位于座砖的下端面;圆柱体内孔i的孔壁至座砖体外壁的尺寸为50mm,圆柱体内孔i与圆柱体内孔ii的孔径比为25:7,大于3:1。
[0022]
所述圆柱体内孔ii的孔径与座砖体外径的比为1:5。
[0023]
所述圆柱体内孔ii的高度与座砖体外径的比为1:7。
[0024]
在某钢厂钢包应用和现有技术对比:
名称座砖原口径(mm)座砖使用次数座砖下线口径(mm)侵蚀速率(%)现有含水泥水口座砖70551451.36本发明无水泥水口座砖70551050.64
本发明无水泥水口座砖和现有技术的含水泥水口座砖,采用本发明的结构制作后,对比发现:侵蚀速率降低72%,而采用本发明的水口座砖的结构,寿命时间延长35%,两者结合提高了抗渣性、耐冲刷性、抗侵蚀性,大大提高了使用寿命,进而提高了钢包整体寿命,同时减少了维修材料的消耗量,节约了成本,提高了经济效益。
[0025]
本发明所公开的实施例只是用于说明本申请所公开的技术特征,本领域技术人员通过简单的替换所进行的改变,仍然属于本申请所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1